Next-Generation Semiconductor Packaging & Heterogeneous Integration
1. Introduction to Next-Generation Semiconductor Packaging
1.1 Overview of Semiconductor Packaging Evolution
Semiconductor packaging has undergone significant transformation since the inception of integrated circuits (ICs). Packaging serves as the critical interface between the silicon die and the external environment, providing mechanical protection, electrical connections, thermal management, and facilitating system integration.
Early Packaging: From DIP to Plastic Packages
- Dual In-line Package (DIP): One of the earliest and most recognizable packages, featuring two parallel rows of pins. Used extensively in early digital and analog ICs.
- Plastic Leaded Chip Carrier (PLCC): Introduced to reduce package size and improve pin density.
Transition to Surface Mount Technology (SMT)
- Small Outline Integrated Circuit (SOIC): Enabled automated assembly and higher density PCB designs.
- Quad Flat Package (QFP): Provided more pins and better electrical performance.
Flip-Chip and Ball Grid Array (BGA) Technologies
- Flip-Chip: The die is flipped and solder bumps connect directly to the substrate, reducing inductance and improving electrical performance.
- BGA: Uses an array of solder balls on the underside of the package, allowing for higher pin counts and better thermal dissipation.
Advanced Packaging: Wafer-Level and 3D Integration
- Wafer-Level Packaging (WLP): Packaging performed at the wafer scale before dicing, enabling smaller form factors.
- Fan-Out Wafer-Level Packaging (FOWLP): Extends the package size beyond the die, allowing for more interconnects without substrate.
- 3D Packaging: Stacking multiple dies vertically to improve performance and reduce footprint.
Mind Map: Semiconductor Packaging Evolution
Example: Evolution of a Microcontroller Package
- 1980s: Microcontrollers were commonly packaged in DIP form, suitable for through-hole mounting.
- 1990s: Transitioned to SOIC and QFP for surface mounting, enabling smaller PCBs.
- 2000s: Adoption of BGA for improved electrical performance and thermal management.
- Today: Use of FOWLP and 3D packaging for ultra-compact mobile and IoT devices.
Best Practice Embedded Example
Selecting the Right Package for Application:
- For a high-pin-count processor in a mobile device, Fan-Out WLP offers a thin profile and excellent electrical performance.
- For automotive control units requiring robustness, QFP or BGA with enhanced encapsulation materials might be preferred.
Summary
The evolution of semiconductor packaging reflects the industry’s drive toward miniaturization, improved electrical and thermal performance, and cost-effective manufacturing. Understanding this progression helps package engineers and manufacturing leads make informed decisions aligned with application requirements and technological capabilities.
1.2 Importance of Packaging in Modern Electronics
Semiconductor packaging plays a critical role in the performance, reliability, and functionality of modern electronic devices. As the semiconductor industry pushes the boundaries of miniaturization and integration, packaging is no longer just a protective shell but a key enabler of advanced functionalities.
Why Packaging Matters
- Protection: Shields delicate semiconductor dies from physical damage, moisture, and contaminants.
- Electrical Connectivity: Provides the necessary interconnections between the die and the external circuitry.
- Thermal Management: Facilitates heat dissipation to maintain device reliability and performance.
- Mechanical Support: Ensures structural integrity during handling, assembly, and operation.
- Signal Integrity: Maintains high-speed signal transmission with minimal loss or interference.
Mind Map: Core Roles of Semiconductor Packaging
Packaging Impact on Device Performance
-
Miniaturization and Form Factor:
- Advanced packaging enables smaller, thinner devices by integrating multiple dies and components in compact formats.
- Example: Fan-Out Wafer-Level Packaging (FOWLP) allows for thinner smartphones without sacrificing performance.
-
Enhanced Functionality through Integration:
- Heterogeneous integration packages combine logic, memory, sensors, and RF components into a single module.
- Example: System-in-Package (SiP) solutions in IoT devices integrate sensors and communication chips, reducing latency and power consumption.
-
Thermal and Power Efficiency:
- Efficient heat dissipation extends device lifespan and allows higher operating frequencies.
- Example: 3D stacked packages with through-silicon vias (TSVs) improve thermal paths compared to traditional packaging.
-
Reliability and Durability:
- Robust packaging materials and designs ensure devices withstand mechanical stress and environmental conditions.
- Example: Automotive-grade packages use specialized encapsulants to endure temperature extremes and vibrations.
Mind Map: Packaging Benefits on Modern Electronics
Real-World Example: Packaging in Smartphones
Modern smartphones rely heavily on advanced packaging to deliver high performance in a compact size:
- Challenge: Integrate CPU, GPU, memory, RF modules, and sensors in a small footprint.
- Solution: Use Fan-Out Wafer-Level Packaging (FOWLP) to embed multiple dies with fine-pitch interconnects.
- Outcome: Achieves thinner devices with improved battery life and faster data rates.
Best Practice Example: Selecting Packaging Based on Application
- For high-frequency RF applications, choose packages with low-loss substrates and controlled impedance to maintain signal integrity.
- For high-power devices, prioritize packaging with superior thermal management materials and heat spreaders.
- For wearable electronics, focus on flexible and lightweight packaging solutions to enhance user comfort.
In conclusion, semiconductor packaging is a foundational element in modern electronics, directly influencing device capabilities, reliability, and user experience. Understanding its importance helps engineers and manufacturing leads make informed decisions that optimize product performance and manufacturability.
1.3 Key Drivers for Next-Generation Packaging Technologies
Next-generation semiconductor packaging technologies are evolving rapidly to meet the increasing demands of modern electronic systems. Several key drivers are pushing the industry toward more advanced, efficient, and integrated packaging solutions. Understanding these drivers helps package engineers, manufacturing leads, and test engineers align their strategies and designs to future-proof their products.
Key Drivers Mind Map
Performance Enhancement
Modern applications such as AI accelerators, 5G communication, and high-performance computing require semiconductor packages that can support higher data rates and lower latency. Next-generation packaging technologies enable shorter interconnects and advanced signal routing, improving overall electrical performance.
Example:
- Using 2.5D interposers with silicon interconnects reduces signal path length and parasitic capacitance, enabling faster communication between CPU and memory dies.
Miniaturization
The demand for smaller, thinner, and lighter electronic devices drives the need for packaging solutions that maximize component density without compromising performance.
Example:
- Fan-Out Wafer-Level Packaging (FOWLP) allows for a thinner package profile and higher I/O density compared to traditional wire-bond packages, ideal for smartphones and wearables.
Power Efficiency
Reducing power consumption is critical for battery-powered devices and large data centers alike. Advanced packaging helps minimize power loss and improve heat dissipation.
Example:
- Embedding micro-bumps and through-silicon vias (TSVs) in 3D stacked packages reduces interconnect resistance, lowering power consumption and improving thermal paths.
Cost Reduction
While advanced packaging can be more complex, innovations in manufacturing processes aim to reduce overall costs through higher yields and streamlined assembly.
Example:
- Utilizing wafer-level packaging techniques reduces the number of assembly steps and handling, cutting down labor and material costs.
Heterogeneous Integration
Integrating different types of chips (logic, memory, sensors, RF) into a single package enables multifunctional systems with improved performance and reduced footprint.
Example:
- System-in-Package (SiP) solutions combining RF front-end modules with baseband processors for 5G smartphones.
Reliability and Robustness
Applications in automotive, aerospace, and industrial sectors require packaging that can withstand harsh environments and mechanical stresses.
Example:
- Using ceramic substrates and underfill materials that provide enhanced thermal cycling resistance in automotive-grade packages.
Market and Application Demands
Emerging markets and applications continuously redefine packaging requirements, pushing innovation.
Example:
- AI and HPC demand high bandwidth memory integration, driving adoption of 3D stacked memory packages.
- IoT devices require ultra-low power and compact packages for extended battery life and miniaturization.
Summary
The convergence of these drivers necessitates a holistic approach to semiconductor packaging design and manufacturing. By understanding and addressing these key drivers, engineers can develop next-generation packaging solutions that meet the evolving needs of the electronics industry.
1.4 Introduction to Heterogeneous Integration Concepts
Heterogeneous integration (HI) is a transformative approach in semiconductor packaging that involves combining different types of components, materials, and technologies into a single package or system. This integration enables enhanced performance, functionality, and form factor optimization beyond what traditional monolithic integration can achieve.
What is Heterogeneous Integration?
At its core, heterogeneous integration means assembling diverse semiconductor devices—such as logic, memory, sensors, photonics, and analog components—into a unified package. Unlike homogeneous integration, which uses a single technology or material platform, HI leverages the strengths of multiple technologies to meet complex system requirements.
Why Heterogeneous Integration Matters
- Performance Enhancement: By placing specialized components close together, HI reduces latency and power consumption.
- Form Factor Reduction: Combining multiple dies or components in a compact package enables smaller, thinner devices.
- Cost Efficiency: Modular integration allows reuse of optimized chiplets, reducing design and manufacturing costs.
- Flexibility: Enables mixing of different process nodes and materials tailored to specific functions.
Mind Map: Core Concepts of Heterogeneous Integration
Key Architectures in Heterogeneous Integration
-
Chiplets: Small, modular dies designed to be combined with other chiplets to form a complete system. For example, AMD’s Ryzen processors use chiplets to combine CPU cores and I/O dies fabricated on different process nodes.
-
System-in-Package (SiP): Multiple integrated circuits and passive components are packaged together to function as a single module. A common example is the multi-chip modules used in smartphones combining RF, power management, and logic.
-
2.5D Integration: Multiple dies are placed side-by-side on an interposer (usually silicon) that provides high-density interconnects. Intel’s Foveros technology is a notable example.
-
3D Stacking: Dies are vertically stacked and interconnected through technologies like through-silicon vias (TSVs). High-bandwidth memory (HBM) stacks used in GPUs exemplify this.
Mind Map: Heterogeneous Integration Architectures
Practical Example: Chiplets in AMD Ryzen Processors
AMD revolutionized CPU design by splitting the processor into multiple chiplets:
- Compute Chiplets: Manufactured on advanced 7nm process nodes, optimized for performance.
- I/O Die: Manufactured on a mature 14nm node, handling memory controllers and I/O interfaces.
This approach allows AMD to optimize cost and yield by fabricating smaller chiplets separately and integrating them using advanced packaging techniques.
Practical Example: SiP in Wearable Devices
Wearables require compact, power-efficient modules. A SiP might integrate a microcontroller, memory, sensors, and power management ICs in a single package. This reduces board space and improves reliability.
Best Practice: Early Design Collaboration for HI
To successfully implement heterogeneous integration, cross-disciplinary collaboration between package engineers, design teams, and manufacturing leads is essential. Early alignment on:
- Interface standards between chiplets
- Thermal and mechanical constraints
- Test and validation strategies
ensures smooth integration and reduces costly redesigns.
Summary
Heterogeneous integration is a powerful enabler for next-generation semiconductor packaging, allowing diverse technologies to be combined into compact, high-performance systems. Understanding its core concepts, architectures, and practical applications is essential for package engineers, manufacturing leads, and test engineers aiming to push the boundaries of modern electronics.
1.5 Best Practice: Selecting Packaging Technologies Based on Application Needs
Selecting the right semiconductor packaging technology is critical to achieving optimal performance, reliability, cost-effectiveness, and manufacturability for your specific application. This section provides a structured approach to making informed packaging technology choices, supported by practical examples and mind maps to visualize decision factors.
Key Considerations When Selecting Packaging Technologies
- Performance Requirements: Speed, power consumption, signal integrity, thermal dissipation.
- Form Factor Constraints: Size, thickness, weight.
- Reliability Needs: Mechanical robustness, thermal cycling endurance.
- Cost and Volume: Budget constraints, production scale.
- Manufacturing Capability: Available equipment, process maturity.
- Application Environment: Automotive, mobile, HPC, IoT, etc.
Mind Map: Packaging Technology Selection Factors
Common Packaging Technologies and Their Application Fit
| Packaging Technology | Key Strengths | Typical Applications | Example Use Case |
|---|---|---|---|
| Wire Bonding | Low cost, mature technology | Low to mid-performance devices | Consumer microcontrollers |
| Flip-Chip | Improved electrical performance | High-speed processors | Smartphone SoCs |
| Fan-Out Wafer-Level Packaging (FOWLP) | Thin profile, good thermal & electrical | Mobile devices, IoT sensors | Apple’s A-series chips using FOWLP |
| 2.5D Interposer Packaging | High bandwidth, heterogeneous integration | HPC, networking | AMD’s Epyc processors with 2.5D interposer |
| 3D Stacking (Through-Silicon Vias) | High density, short interconnects | Memory stacks, AI accelerators | HBM memory stacks in GPUs |
Example 1: Selecting Packaging for a Wearable IoT Device
- Requirements: Ultra-thin, low power, moderate performance, cost-sensitive.
- Decision Factors: Small form factor, good thermal dissipation, low cost.
- Recommended Packaging: Fan-Out Wafer-Level Packaging (FOWLP).
Rationale: FOWLP offers a thin profile and good electrical performance without the cost and complexity of 3D stacking.
Example 2: Packaging Choice for High-Performance Computing (HPC) Processor
- Requirements: Maximum bandwidth, high thermal dissipation, heterogeneous integration.
- Decision Factors: High interconnect density, thermal management, reliability.
- Recommended Packaging: 2.5D or 3D packaging with silicon interposers and TSVs.
Rationale: Enables integration of multiple dies with high-speed interconnects and efficient heat dissipation.
Mind Map: Packaging Selection for Application Types
Step-by-Step Approach to Selecting Packaging Technology
- Define Application Requirements: List electrical, mechanical, thermal, and environmental needs.
- Map Requirements to Packaging Features: Use tables and mind maps to correlate.
- Evaluate Cost and Manufacturing Constraints: Consider volume and available processes.
- Prototype and Test: Validate assumptions with sample builds.
- Iterate and Optimize: Refine packaging choice based on test results.
Summary
Selecting the right packaging technology is a multi-dimensional decision that balances performance, cost, reliability, and manufacturability. Using structured frameworks like mind maps and real-world examples helps package engineers and manufacturing leads make informed choices tailored to their product’s unique needs.
2. Fundamentals of Semiconductor Packaging Technologies
2.1 Traditional Packaging Methods: Wire Bonding and Flip-Chip
Traditional semiconductor packaging methods have been the backbone of the electronics industry for decades. Among these, wire bonding and flip-chip are the most widely used techniques, each with distinct advantages and applications. Understanding these methods is essential for package engineers, manufacturing leads, and test engineers as they form the foundation upon which advanced packaging technologies build.
Wire Bonding
Wire bonding is the process of connecting the semiconductor die to the package substrate or lead frame using fine metal wires, typically gold, aluminum, or copper. It remains popular due to its simplicity, cost-effectiveness, and reliability.
Key Features:
- Uses thin wires (typically 15-75 microns in diameter)
- Common bonding types: ball bonding and wedge bonding
- Suitable for a wide range of package types including DIP, QFP, and BGA
Advantages:
- Mature and well-understood process
- Lower tooling and equipment cost
- Flexible for various die sizes and shapes
Limitations:
- Longer interconnect lengths can increase parasitic inductance and resistance
- Limited scalability for very high I/O counts
- Mechanical vulnerability to wire sweep during molding
Example:
A microcontroller package using wire bonding connects the silicon die pads to the lead frame with gold wires. This method supports moderate I/O counts and provides reliable electrical connections for automotive control units.
Mind Map: Wire Bonding Overview
Flip-Chip
Flip-chip technology involves flipping the semiconductor die upside down and directly connecting its pads to the package substrate or PCB using solder bumps. This method reduces interconnect length and improves electrical and thermal performance.
Key Features:
- Uses solder bumps (e.g., SnAgCu) on die pads
- Direct electrical and thermal path from die to substrate
- Supports higher I/O density and finer pitch
Advantages:
- Reduced parasitic inductance and resistance
- Improved thermal dissipation due to direct contact
- Enables smaller package footprints
Limitations:
- More complex and costly process compared to wire bonding
- Requires underfill to enhance mechanical reliability
- Demands precise alignment and bump uniformity
Example:
A smartphone application processor uses flip-chip packaging to achieve high-speed signal integrity and efficient heat dissipation, enabling compact device design and enhanced performance.
Mind Map: Flip-Chip Overview
Comparative Summary
| Aspect | Wire Bonding | Flip-Chip |
|---|---|---|
| Interconnect Length | Longer, via wires | Very short, direct bump contact |
| Electrical Performance | Moderate, higher parasitics | Superior, low parasitics |
| Thermal Performance | Limited thermal path | Excellent thermal conduction |
| Cost | Lower | Higher |
| Complexity | Simpler process | More complex process |
| I/O Density | Moderate | High |
Best Practice Example: Choosing Between Wire Bonding and Flip-Chip
For a mid-range consumer electronics device with moderate I/O requirements and cost sensitivity, wire bonding may be preferred due to its cost-effectiveness and proven reliability. Conversely, for a high-performance computing module requiring high I/O count and efficient thermal management, flip-chip packaging would be the better choice despite higher costs.
Summary
Wire bonding and flip-chip remain essential traditional packaging methods. Their selection depends on application requirements such as I/O density, electrical and thermal performance, cost constraints, and manufacturing capabilities. Mastery of these techniques and their best practices enables engineers to optimize package design and production for a wide range of semiconductor products.
2.2 Advanced Packaging Techniques: Fan-Out Wafer-Level Packaging (FOWLP)
Fan-Out Wafer-Level Packaging (FOWLP) is a cutting-edge semiconductor packaging technology that enables higher I/O density, improved electrical performance, and a thinner package profile compared to traditional packaging methods. It has become increasingly popular in applications such as mobile devices, IoT, and high-performance computing.
What is FOWLP?
FOWLP is a packaging technique where the semiconductor die is embedded in a reconstituted wafer, allowing redistribution of the I/O pads beyond the original die footprint — hence the term “fan-out.” This approach eliminates the need for a substrate, reducing package thickness and cost.
Key Features of FOWLP
- High I/O Density: Enables more interconnections per unit area.
- Thin Profile: Ideal for slim devices like smartphones.
- Improved Electrical Performance: Shorter interconnects reduce parasitic inductance and capacitance.
- Cost Efficiency: Substrate-less design lowers material and processing costs.
FOWLP Process Flow Mind Map
Example: Applying FOWLP in a Smartphone Application
Scenario: A smartphone manufacturer needs a package that supports high-speed data transfer with minimal thickness.
Solution: Using FOWLP, the package achieves a thin profile (~0.4 mm) while supporting high I/O counts for advanced processors and memory. The shorter interconnects improve signal integrity, enhancing data throughput.
Best Practice: Early collaboration between package engineers and design teams ensures optimal pad placement and RDL design to maximize electrical performance.
Advantages Over Traditional Packaging
| Aspect | Traditional Packaging | FOWLP |
|---|---|---|
| Package Thickness | Typically thicker (>0.8 mm) | Ultra-thin (~0.4 mm) |
| Substrate | Required (organic/ceramic) | Substrate-less (reconstituted wafer) |
| Electrical Performance | Longer interconnects, higher parasitics | Shorter interconnects, lower parasitics |
| Cost | Higher due to substrate and assembly | Lower due to simplified process |
Mind Map: Benefits of FOWLP
Challenges and Mitigation Strategies
-
Warpage Control: Due to molding compound and die materials having different coefficients of thermal expansion (CTE).
- Mitigation: Optimize molding compound selection and process parameters.
-
RDL Reliability: Thin redistribution layers can be prone to cracking.
- Mitigation: Use robust metallization processes and passivation layers.
-
Thermal Management: Thin packages may have limited heat dissipation.
- Mitigation: Integrate thermal vias or heat spreaders when possible.
Example: FOWLP in IoT Sensor Module
A compact IoT sensor requires a small footprint and low power consumption. FOWLP enables embedding multiple dies (sensor, processor, memory) in a single package with minimal thickness, improving device miniaturization and performance.
Best Practice: Utilize multi-die embedding capability of FOWLP to integrate heterogeneous components, reducing PCB complexity and improving reliability.
Summary
Fan-Out Wafer-Level Packaging represents a transformative approach in semiconductor packaging, offering significant benefits in size, performance, and cost. By understanding its process, advantages, and challenges, package engineers and manufacturing leads can effectively implement FOWLP in next-generation electronic products.
Additional Resources
- Industry whitepapers on FOWLP process optimization
- Case studies from leading semiconductor manufacturers
- Simulation tools for RDL design and thermal analysis
2.3 2.5D and 3D Packaging Architectures Explained
In the rapidly evolving semiconductor industry, 2.5D and 3D packaging architectures have emerged as pivotal technologies enabling higher performance, increased functionality, and better power efficiency in integrated circuits (ICs). These advanced packaging approaches address the limitations of traditional planar scaling by enabling heterogeneous integration and improved interconnect density.
What is 2.5D Packaging?
2.5D packaging involves placing multiple dies side-by-side on a shared interposer substrate, typically silicon, which provides high-density interconnects between the dies. This approach allows different chiplets or IP blocks to be integrated closely without the complexity of full 3D stacking.
Key Characteristics:
- Uses a passive silicon interposer or organic substrate.
- Dies are placed adjacent on the interposer.
- Enables high bandwidth and low latency communication.
- Simplifies thermal management compared to 3D stacking.
Example:
- AMD’s Ryzen and Epyc processors use 2.5D packaging with multiple CPU chiplets connected via a silicon interposer.
Mind Map: 2.5D Packaging Components
What is 3D Packaging?
3D packaging stacks multiple dies vertically, connecting them through vertical interconnects such as Through-Silicon Vias (TSVs). This architecture enables even greater integration density and shorter interconnect lengths, which can significantly improve performance and reduce power consumption.
Key Characteristics:
- Vertical stacking of dies.
- Uses TSVs for inter-die communication.
- Enables heterogeneous integration of different technologies.
- More complex thermal and mechanical challenges.
Example:
- High Bandwidth Memory (HBM) stacks DRAM dies vertically to achieve very high memory bandwidth.
Mind Map: 3D Packaging Components
Comparison of 2.5D vs 3D Packaging
| Aspect | 2.5D Packaging | 3D Packaging |
|---|---|---|
| Die Placement | Side-by-side on interposer | Vertically stacked |
| Interconnect | Interposer with TSVs or microbumps | TSVs through dies |
| Thermal Management | Easier due to planar layout | More challenging due to stacking |
| Manufacturing Cost | Moderate (interposer cost significant) | Higher due to TSVs and stacking steps |
| Performance | High bandwidth, moderate latency | Very high bandwidth, low latency |
| Use Cases | Multi-core CPUs, heterogeneous chiplets | HBM, AI accelerators, 3D NAND |
Best Practice: Selecting Between 2.5D and 3D Packaging
- Application Requirements: For applications requiring moderate integration and easier thermal management, 2.5D is preferred.
- Performance Needs: When ultra-high bandwidth and minimal latency are critical, 3D stacking is advantageous.
- Cost Considerations: 2.5D packaging tends to be less costly and complex.
- Thermal Constraints: 2.5D offers better heat dissipation opportunities.
Example: A manufacturing lead working on an AI accelerator chip with stacked memory layers might opt for 3D packaging to maximize bandwidth, while a package engineer designing a multi-core CPU might choose 2.5D to balance performance and cost.
Real-World Example: AMD Epyc Processor (2.5D)
AMD’s Epyc processors utilize multiple CPU chiplets placed on a silicon interposer. This 2.5D approach enables AMD to scale core counts efficiently while maintaining high inter-core communication bandwidth. The interposer connects chiplets with microbumps and TSVs, providing a high-density, low-latency interconnect fabric.
Real-World Example: High Bandwidth Memory (3D)
HBM stacks multiple DRAM dies vertically using TSVs, enabling extremely wide memory interfaces and high bandwidth within a small footprint. This 3D stacking is critical for applications like GPUs and AI accelerators where memory bandwidth is a bottleneck.
Summary
2.5D and 3D packaging architectures represent transformative approaches in semiconductor packaging, enabling heterogeneous integration and performance scaling beyond traditional limits. Understanding their differences, benefits, and challenges is essential for package engineers, manufacturing leads, and test engineers to make informed design and process decisions.
2.4 Materials and Substrates Used in Advanced Packaging
Advanced semiconductor packaging relies heavily on the selection of appropriate materials and substrates to meet the demands of electrical performance, thermal management, mechanical reliability, and manufacturability. This section explores the key materials and substrate types used in next-generation packaging, along with practical examples and mind maps to clarify their roles.
Key Materials in Advanced Packaging
- Substrate Materials: Organic, Ceramic, Silicon
- Dielectric Materials: Epoxies, Polyimides, Low-k Dielectrics
- Conductive Materials: Copper, Gold, Solder Alloys
- Underfill and Encapsulation Materials
- Thermal Interface Materials (TIMs)
Substrate Types and Their Characteristics
Substrate Types Mind Map
Organic Substrates
Organic substrates are composed of layers of epoxy resin reinforced with glass fibers. They are favored for their low cost, mechanical flexibility, and ease of processing. They support fine line circuitry and are commonly used in fan-out wafer-level packaging (FOWLP) and traditional BGA packages.
Example:
- A smartphone SoC package often uses an organic substrate to balance cost and performance.
Best Practice:
- Optimize the glass transition temperature (Tg) of the epoxy resin to ensure mechanical stability during thermal cycling.
Ceramic Substrates
Ceramic substrates like alumina and aluminum nitride offer superior thermal conductivity and electrical insulation, making them ideal for high-power and high-frequency applications.
Example:
- Power modules in electric vehicles use AlN ceramic substrates to efficiently dissipate heat.
Best Practice:
- Use ceramic substrates when thermal management is critical, despite higher cost and processing complexity.
Silicon Interposers
Silicon interposers enable 2.5D packaging by providing a high-density routing platform with TSVs. They allow heterogeneous integration of multiple dies with high bandwidth and low latency.
Example:
- AMD’s Ryzen processors use silicon interposers to connect CPU and GPU chiplets.
Best Practice:
- Design interposer TSVs carefully to minimize parasitic capacitance and resistance, improving signal integrity.
Dielectric Materials
Dielectrics provide electrical insulation between conductive layers. Low-k dielectrics reduce parasitic capacitance, improving signal speed and reducing power consumption.
Example:
- Polyimide layers are used as dielectric in flexible fan-out packages.
Best Practice:
- Select dielectrics with compatible coefficients of thermal expansion (CTE) to avoid delamination.
Conductive Materials
Copper is the dominant conductor due to its excellent electrical and thermal conductivity. Gold and solder alloys are used for wire bonding and interconnects.
Example:
- Copper pillars are used in flip-chip bonding to achieve fine pitch interconnects.
Best Practice:
- Employ proper surface treatments on copper to prevent oxidation and ensure reliable bonding.
Underfill and Encapsulation Materials
Underfill materials fill the gap between the die and substrate to enhance mechanical strength and thermal cycling reliability.
Example:
- Epoxy-based underfills are standard in flip-chip packages to prevent solder joint fatigue.
Best Practice:
- Use underfills with matched CTE to the die and substrate to reduce stress.
Thermal Interface Materials (TIMs)
TIMs improve heat transfer between the die and heat sinks or spreaders.
Example:
- Phase-change materials are used in high-performance CPUs to maintain low thermal resistance.
Best Practice:
- Ensure TIMs have low thermal resistance and good mechanical compliance to maintain contact over temperature cycles.
Integrated Mind Map of Materials and Substrates
Summary
Selecting the right materials and substrates is foundational to the success of next-generation semiconductor packaging. Understanding the trade-offs between cost, performance, reliability, and manufacturability helps package engineers and manufacturing leads make informed decisions tailored to their specific applications.
By integrating these materials thoughtfully, engineers can optimize electrical performance, thermal management, and mechanical robustness in advanced semiconductor packages.
2.5 Best Practice: Material Selection for Thermal and Electrical Performance with Example
Selecting the right materials for semiconductor packaging is critical to ensure optimal thermal management and electrical performance. This section explores best practices for material selection, supported by clear examples and mind maps to guide package engineers, manufacturing leads, and test engineers.
Why Material Selection Matters
- Thermal Performance: Efficient heat dissipation prevents device overheating, ensuring reliability and longevity.
- Electrical Performance: Materials influence signal integrity, impedance, and crosstalk.
- Mechanical Reliability: Materials must withstand thermal cycling and mechanical stresses.
Key Material Properties to Consider
- Thermal Conductivity (W/m·K): Higher values improve heat dissipation.
- Dielectric Constant (Dk): Affects signal speed and impedance.
- Coefficient of Thermal Expansion (CTE): Mismatch causes stress and potential failure.
- Electrical Resistivity: Lower resistivity reduces signal loss.
Mind Map: Material Selection Criteria
Common Materials and Their Characteristics
| Material | Thermal Conductivity (W/m·K) | Dielectric Constant (Dk) | CTE (ppm/°C) | Typical Use Case |
|---|---|---|---|---|
| Epoxy Molding Compounds | 0.7 - 1.5 | 3.0 - 4.0 | 10 - 20 | Encapsulation |
| Organic Substrates | 0.3 - 0.5 | 3.5 - 4.5 | 15 - 20 | PCB, Fan-Out Packages |
| Ceramic Substrates | 20 - 30 | 7.0 - 9.0 | 6 - 8 | High-reliability, RF packages |
| Silicon Interposers | 130 - 150 | 11.7 | 2.6 | 2.5D/3D IC integration |
| Copper | 400 | N/A | 17 | Heat spreaders, interconnects |
Example: Material Selection for a High-Performance 2.5D Package
Scenario: Designing a 2.5D package integrating logic and high-bandwidth memory (HBM) dies on a silicon interposer.
Challenges:
- Managing heat generated by dense logic and memory dies.
- Maintaining signal integrity across interposer and package.
- Minimizing mechanical stress from CTE mismatch.
Material Choices:
- Interposer: Silicon chosen for high thermal conductivity (~150 W/m·K) and matched CTE to silicon dies (~2.6 ppm/°C).
- Underfill: Epoxy molding compound with moderate thermal conductivity (~1.0 W/m·K) to enhance heat transfer and mechanical support.
- Substrate: Organic substrate with controlled CTE (~15 ppm/°C) to balance cost and performance.
Outcome:
- Effective heat dissipation via silicon interposer.
- Reduced mechanical stress due to CTE matching.
- Maintained signal integrity with low dielectric loss materials.
Mind Map: Example Material Selection Workflow
Additional Example: Fan-Out Wafer-Level Packaging (FOWLP)
Context: FOWLP requires thin, low-profile materials with good thermal and electrical properties.
Material Strategy:
- Use of high-density redistribution layers (RDL) on organic substrates with low dielectric constants (~3.5).
- Application of thermally conductive underfill to improve heat dissipation.
Result:
- Achieved thin form factor with reliable thermal management.
- Enhanced signal integrity due to optimized dielectric materials.
Summary of Best Practices
- Match CTEs: Choose materials with compatible CTEs to reduce mechanical stress.
- Prioritize Thermal Conductivity: Use materials like silicon interposers or copper heat spreaders where heat dissipation is critical.
- Optimize Dielectric Properties: Select low Dk and Df materials to maintain signal integrity.
- Simulate Before Selecting: Use thermal, electrical, and mechanical simulations to validate material choices.
- Prototype and Test: Validate material performance under real-world conditions.
By following these best practices and leveraging the examples provided, package engineers and manufacturing leads can make informed material selections that enhance the thermal and electrical performance of next-generation semiconductor packages.
3. Heterogeneous Integration: Concepts and Architectures
3.1 Defining Heterogeneous Integration in Semiconductor Packaging
Heterogeneous integration (HI) represents a transformative approach in semiconductor packaging where multiple components with different functionalities, materials, or technologies are integrated into a single package or module. Unlike traditional monolithic integration, which relies on fabricating all functions on a single silicon die, heterogeneous integration enables combining diverse chips, sensors, passive components, and even photonics or MEMS devices to achieve superior performance, functionality, and form factor.
What is Heterogeneous Integration?
- Definition: The assembly and interconnection of separately manufactured components into a unified system that functions as a single entity.
- Goal: To overcome the limitations of Moore’s Law by enabling system-level innovation through advanced packaging rather than solely relying on transistor scaling.
Key Characteristics:
- Integration of different device types (logic, memory, RF, sensors, photonics).
- Use of varied materials and process technologies.
- Multi-die or multi-component assembly within one package.
- Advanced interconnects enabling high bandwidth and low latency.
Mind Map: Core Concepts of Heterogeneous Integration
Why is Heterogeneous Integration Important?
- Performance Gains: By placing memory closer to logic or integrating specialized accelerators, HI reduces latency and power consumption.
- Design Flexibility: Enables mixing and matching of best-in-class components regardless of process node or vendor.
- Cost Efficiency: Allows reuse of proven chiplets, reducing development time and cost.
- Miniaturization: Supports compact form factors critical for mobile, IoT, and wearable devices.
Example 1: Chiplet-Based CPU Design
Modern high-performance CPUs, such as AMD’s Ryzen and EPYC processors, use chiplet architectures where multiple smaller dies (chiplets) are integrated on a silicon interposer. This heterogeneous integration approach allows mixing logic chiplets with IO die chiplets fabricated on different process nodes, optimizing cost and performance.
- Best Practice: Use silicon interposers for high-density interconnects between chiplets to maintain signal integrity and reduce latency.
Example 2: System-in-Package (SiP) for IoT Devices
IoT devices often require integration of microcontrollers, memory, sensors, and wireless communication modules in a compact package. SiP technology enables heterogeneous integration of these diverse components into a single module.
- Best Practice: Design for thermal dissipation and electromagnetic compatibility (EMC) early in the SiP development to ensure reliability.
Mind Map: Benefits vs Challenges
Summary
Heterogeneous integration is a key enabler for next-generation semiconductor packaging, allowing engineers to combine diverse technologies and components into unified, high-performance systems. Understanding its definition, benefits, and challenges helps package engineers, manufacturing leads, and test engineers design and implement effective solutions that meet the evolving demands of the electronics industry.
3.2 Types of Heterogeneous Integration: Chiplets, SiP, and More
Heterogeneous integration is a transformative approach in semiconductor packaging that combines different types of components—such as logic, memory, sensors, and analog devices—into a single package or system. This approach enables improved performance, reduced power consumption, and enhanced functionality by leveraging the strengths of diverse technologies.
Below, we explore the primary types of heterogeneous integration, including Chiplets, System-in-Package (SiP), and other emerging architectures, supported by practical examples and mind maps to clarify their structures and applications.
Chiplets
Definition: Chiplets are small, functional integrated circuit blocks designed to be combined on a common interposer or substrate to form a complete system. Instead of building a monolithic chip, designers partition functionality into chiplets, which can be manufactured using different process nodes or technologies.
Key Characteristics:
- Modular design approach
- Enables mixing of process technologies (e.g., logic and memory)
- Facilitates scalability and customization
Example: AMD’s Ryzen and EPYC processors use chiplet architectures, combining multiple CPU core chiplets with an I/O die to optimize performance and yield.
Mind Map:
Best Practice Example: When designing chiplet-based systems, ensure standardized interfaces (e.g., UCIe - Universal Chiplet Interconnect Express) to promote interoperability and reduce integration complexity.
System-in-Package (SiP)
Definition: SiP integrates multiple heterogeneous components—such as ICs, passive components, sensors, and antennas—within a single package, often stacked or placed side-by-side, to create a complete functional system.
Key Characteristics:
- Integration of diverse components (digital, analog, RF, MEMS)
- Compact form factor suitable for mobile and IoT devices
- Enables rapid time-to-market
Example: Apple’s AirPods use SiP technology to integrate Bluetooth ICs, power management, sensors, and antenna components into a compact package.
Mind Map:
Best Practice Example: For SiP designs, early co-design of electrical, thermal, and mechanical aspects is crucial to ensure package reliability and performance.
Other Emerging Heterogeneous Integration Types
-
2.5D Integration: Uses an interposer (silicon or organic) to place multiple dies side-by-side with high-density interconnects. It offers better performance than traditional multi-chip modules but is less complex than full 3D stacking.
- Example: Networking chips combining high-speed SerDes with memory on a silicon interposer.
-
3D Stacking: Dies are vertically stacked and interconnected through through-silicon vias (TSVs), enabling very high bandwidth and reduced footprint.
- Example: High Bandwidth Memory (HBM) stacked on GPU dies for enhanced memory bandwidth.
-
Wafer-Level Packaging (WLP): Packaging performed at the wafer scale, enabling very thin and compact packages.
- Example: Fan-Out WLP used in mobile processors for thin form factors.
Mind Map:
Best Practice Example: For 3D stacking, incorporate thermal vias and advanced heat spreaders early in the design to mitigate hotspots and ensure reliability.
Summary
| Integration Type | Description | Key Benefits | Example | Best Practice |
|---|---|---|---|---|
| Chiplets | Modular IC blocks combined on interposer | Cost, yield, technology mix | AMD EPYC processors | Use standardized interfaces (e.g., UCIe) |
| SiP | Multiple heterogeneous components in one package | Miniaturization, integration | Apple AirPods | Early co-design of electrical, thermal, mechanical aspects |
| 2.5D Integration | Side-by-side dies on interposer | High bandwidth, performance | Networking chips | Optimize interposer design for signal integrity |
| 3D Stacking | Vertical die stacking with TSVs | Bandwidth, footprint reduction | HBM on GPUs | Integrate thermal management solutions early |
| WLP | Packaging at wafer scale | Thin form factor, cost | Fan-Out WLP in mobile CPUs | Control warpage and process variation |
This comprehensive understanding of heterogeneous integration types equips package engineers, manufacturing leads, and test engineers with the knowledge to select and implement the most suitable integration strategy for their specific applications.
3.3 Interconnect Technologies for Heterogeneous Integration
Heterogeneous integration involves combining multiple different components—such as logic, memory, sensors, and analog devices—into a single package or system. A critical enabler of this integration is the interconnect technology, which facilitates communication, power delivery, and signal integrity between these diverse components.
Overview of Interconnect Technologies
Interconnects in heterogeneous integration can be broadly categorized based on their scale, type, and function:
- Micro-bumps and Through-Silicon Vias (TSVs)
- Silicon Interposers
- Fan-Out Wafer-Level Packaging (FOWLP)
- Embedded Multi-Die Interconnect Bridge (EMIB)
- Organic Substrate Interconnects
Each technology offers unique advantages and challenges depending on the application requirements.
Mind Map: Types of Interconnect Technologies
Micro-Bumps and Through-Silicon Vias (TSVs)
Micro-bumps are tiny solder bumps that connect stacked dies vertically, enabling 3D integration. TSVs are vertical electrical pathways etched through silicon wafers, allowing signals and power to traverse between stacked layers with minimal latency and high bandwidth.
Example:
- High Bandwidth Memory (HBM) uses micro-bumps and TSVs to stack multiple DRAM dies vertically, achieving high data rates and reduced power consumption.
Best Practice:
- Ensure precise alignment during stacking to avoid interconnect failures.
- Use underfill materials to enhance mechanical reliability.
Silicon Interposers
Silicon interposers act as an intermediate substrate with dense wiring and TSVs, allowing multiple dies to be placed side-by-side with high-density interconnects.
Example:
- AMD’s Fiji GPU integrates HBM memory and GPU logic on a silicon interposer, enabling high bandwidth and low latency communication.
Best Practice:
- Optimize interposer design to balance signal integrity and thermal dissipation.
- Consider cost implications as silicon interposers are more expensive than organic substrates.
Fan-Out Wafer-Level Packaging (FOWLP)
FOWLP redistributes I/O pads beyond the chip footprint by embedding the die in a reconstituted wafer and building redistribution layers (RDL) on top.
Example:
- Apple’s A10 Fusion chip uses FOWLP to achieve a thinner package with improved electrical performance.
Best Practice:
- Control warpage during reconstitution to maintain package flatness.
- Use multi-layer RDLs to support complex routing.
Embedded Multi-Die Interconnect Bridge (EMIB)
EMIB uses small silicon bridges embedded in organic substrates to connect multiple dies laterally without a full silicon interposer.
Example:
- Intel’s Stratix 10 FPGA uses EMIB to connect logic and HBM dies efficiently.
Best Practice:
- Design bridge placement carefully to minimize signal latency.
- Leverage EMIB for cost-effective heterogeneous integration where full interposers are not feasible.
Organic Substrate Interconnects
Traditional organic substrates are widely used for multi-die packages, providing a cost-effective solution with moderate interconnect density.
Example:
- Mobile SoCs often use organic substrates to integrate application processors with memory and RF components.
Best Practice:
- Optimize substrate layer stack-up for signal integrity.
- Use advanced materials to improve thermal conductivity.
Mind Map: Interconnect Considerations
Integrated Example: Designing a Heterogeneous Package for AI Accelerator
- Requirement: High bandwidth between logic die and memory, low latency, thermal management.
- Interconnect Choice: Silicon interposer with TSVs for memory stacking; EMIB bridges for logic-memory communication.
- Best Practice: Early co-design of interposer layout and die placement to optimize signal paths and thermal dissipation.
Summary
Interconnect technologies are the backbone of heterogeneous integration, enabling diverse components to work seamlessly within compact, high-performance packages. Selecting the right interconnect method depends on application requirements, cost, and manufacturing capabilities. Incorporating best practices such as precise alignment, thermal management, and signal integrity optimization ensures robust and efficient heterogeneous packages.
3.4 Case Study: Implementing SiP for IoT Devices
Introduction
System-in-Package (SiP) technology has become a pivotal enabler for the rapidly expanding Internet of Things (IoT) market. By integrating multiple heterogeneous components into a single compact package, SiP addresses the key challenges of size, power consumption, and performance required by IoT devices.
Why SiP for IoT?
- Miniaturization: IoT devices often require very small form factors.
- Multi-functionality: Integration of sensors, processors, memory, and RF modules.
- Power Efficiency: Low power consumption to extend battery life.
- Cost-effectiveness: Reduced assembly and testing costs.
Mind Map: Key Components of an IoT SiP
Design Approach
- Component Selection: Choose low-power, small-footprint components suitable for the target IoT application.
- Integration Strategy: Decide on 2D or 3D stacking based on thermal and signal integrity requirements.
- Interconnect Technology: Use fine-pitch wire bonding, flip-chip, or through-silicon vias (TSVs) as needed.
- Thermal Management: Incorporate heat spreaders or thermal vias to dissipate heat.
- Testing and Validation: Design for testability to ensure reliability in field conditions.
Example: Smart Home Environmental Sensor SiP
- Components Integrated: MCU, temperature & humidity sensor, BLE module, flash memory, PMIC.
- Packaging: Fan-Out Wafer-Level Packaging (FOWLP) enabling a thin profile.
- Benefits: Reduced PCB area by 40%, improved signal integrity, and extended battery life by 25%.
Mind Map: Benefits of SiP in IoT Devices
Best Practices for Implementing SiP in IoT
- Early Thermal Simulation: Use simulation tools to predict hotspots and optimize layout.
- Modular Design: Design reusable SiP modules for different IoT applications.
- Robust Testing: Incorporate environmental stress testing (temperature cycling, humidity) to ensure reliability.
- Collaboration: Engage cross-functional teams early—package engineers, test engineers, and manufacturing leads.
Real-World Example: Wearable Health Monitor
- Challenge: Integrate biosensors, MCU, memory, and BLE in a wristwatch form factor.
- Solution: SiP with 3D stacking and embedded passives.
- Outcome: Achieved a 30% size reduction compared to traditional multi-chip modules, improved battery life, and enhanced signal quality.
Summary
Implementing SiP for IoT devices offers significant advantages in miniaturization, performance, and power efficiency. By following best practices such as modular design, early simulation, and robust testing, package engineers and manufacturing leads can deliver reliable, cost-effective solutions tailored to the diverse needs of the IoT ecosystem.
3.5 Best Practice: Designing for Signal Integrity in Multi-Die Packages
Signal integrity (SI) is a critical consideration in multi-die packages, where multiple integrated circuits (ICs) are combined within a single package to achieve heterogeneous integration. Poor SI can lead to data errors, timing issues, and overall system performance degradation. This section covers best practices for designing multi-die packages with robust signal integrity, supported by mind maps and practical examples.
Key Factors Affecting Signal Integrity in Multi-Die Packages
Best Practices for Signal Integrity Design
-
Impedance Control and Matching
- Design interconnects with controlled impedance to minimize reflections.
- Use simulation tools (e.g., HFSS, ADS) to model impedance profiles.
- Example: In a 2.5D package integrating a CPU and HBM memory, micro-bump and interposer trace impedance are matched to 50 ohms to ensure clean signal transmission.
-
Minimize Crosstalk
- Maintain adequate spacing between high-speed signal lines.
- Use shielding techniques such as ground traces or planes between signal lines.
- Example: In a SiP for IoT sensors, ground guard traces are inserted between differential pairs to reduce crosstalk and improve noise margins.
-
Optimize Die Placement and Routing
- Place dies to minimize critical signal path lengths.
- Align high-speed interfaces to reduce via transitions and discontinuities.
- Example: In a multi-die AI accelerator package, the logic die is placed adjacent to the memory die with direct micro-bump connections, reducing latency and preserving signal integrity.
-
Robust Power Delivery Network (PDN)
- Design PDN to minimize voltage fluctuations and noise coupling into signal lines.
- Use decoupling capacitors close to dies and critical nodes.
- Example: A 3D stacked package includes embedded capacitors in the interposer to stabilize power supply and reduce simultaneous switching noise.
-
Material and Substrate Selection
- Choose substrates with low dielectric loss and stable dielectric constant.
- Consider thermal expansion coefficients to avoid mechanical stress affecting SI.
- Example: Silicon interposers with low-loss dielectric layers are used in high-speed computing packages to maintain signal integrity at GHz frequencies.
-
Thermal Management
- Account for temperature-dependent changes in electrical properties.
- Use thermal simulations to predict and mitigate SI degradation.
- Example: Thermal-aware routing in automotive multi-die packages ensures stable SI under wide temperature ranges.
-
Comprehensive Testing and Validation
- Employ TDR to detect impedance discontinuities.
- Use eye diagram measurements to evaluate signal quality.
- Example: During validation of a heterogeneous integration package, TDR identified a micro-bump impedance mismatch that was corrected by adjusting bump geometry.
Mind Map: Signal Integrity Design Workflow
Example: Designing Signal Integrity for a Multi-Die AI Accelerator Package
- Scenario: Integration of a logic die, HBM memory die, and an analog front-end die in a 3D stacked package.
- Challenges: High data rates (~10 Gbps), mixed-signal interference, tight thermal constraints.
- Approach:
- Place logic and memory dies adjacently to minimize interconnect length.
- Use silicon interposer with controlled impedance micro-bumps.
- Insert ground shielding layers between analog and digital dies.
- Implement decoupling capacitors embedded in the interposer.
- Perform TDR and eye diagram testing at prototype stage.
- Outcome: Achieved clean signal transmission with eye opening margins exceeding 30%, ensuring reliable high-speed operation.
By following these best practices and leveraging simulation and testing tools, package engineers and test engineers can design multi-die packages that maintain excellent signal integrity, enabling the performance and reliability demanded by next-generation semiconductor applications.
4. Design Considerations for Next-Generation Packaging
4.1 Thermal Management Strategies in Advanced Packaging
Thermal management is a critical aspect of semiconductor packaging, especially as device densities increase and power consumption rises in next-generation packages. Effective thermal strategies ensure reliability, performance, and longevity of semiconductor devices.
Why Thermal Management Matters
- Excessive heat can degrade semiconductor performance.
- Thermal stress can cause mechanical failures such as delamination or cracking.
- Maintaining optimal operating temperature improves device lifespan.
Key Thermal Management Strategies
Thermal Management Strategies Mind Map
Passive Cooling Techniques
-
Heat Spreaders: Thin metal plates (e.g., copper or aluminum) attached to the package to distribute heat evenly.
- Example: In a high-performance CPU package, a copper heat spreader reduces hotspot formation by distributing heat across the die surface.
-
Heat Sinks: Finned structures attached externally to dissipate heat via convection.
- Example: Fan-out wafer-level packages (FOWLP) in mobile devices often use miniaturized heat sinks to maintain slim profiles while managing heat.
-
Thermal Interface Materials (TIMs): Materials placed between die and heat spreader/sink to improve thermal conduction.
- Example: Using a phase-change TIM in 3D stacked packages improves heat transfer between layers.
Active Cooling Techniques
-
Fans: Common in desktop and server environments to increase airflow.
- Example: High-power GPUs with 3D stacked memory use fans to maintain thermal limits during heavy workloads.
-
Liquid Cooling: Circulates coolant to remove heat efficiently.
- Example: Data centers employing 2.5D integrated packages with embedded liquid cooling channels to handle high thermal densities.
Package-Level Thermal Solutions
-
Thermal Via Arrays: Vertical metal-filled vias that conduct heat from the die to the substrate or heat spreader.
- Example: In 3D ICs, dense thermal vias reduce thermal resistance between stacked dies.
-
Embedded Heat Pipes: Micro heat pipes embedded within the package to transport heat away rapidly.
- Example: Advanced mobile processors use embedded heat pipes to maintain thin form factors without sacrificing thermal performance.
-
Microfluidic Cooling: Integration of microchannels within the package for fluid-based heat removal.
- Example: Experimental high-performance computing chips employ microfluidic cooling to manage extreme power densities.
Material Selection for Thermal Performance
-
High Thermal Conductivity Substrates: Silicon interposers or ceramic substrates offer better heat conduction than organic materials.
- Example: 2.5D packages for AI accelerators use silicon interposers to enhance thermal dissipation.
-
Advanced TIMs: Graphene-based or carbon nanotube TIMs provide superior thermal conductivity.
- Example: Research prototypes demonstrate graphene TIMs reducing thermal resistance by up to 30% compared to conventional materials.
Design Considerations
-
Die Placement: Positioning high-power dies closer to heat spreaders or edges to facilitate heat removal.
- Example: In heterogeneous integration, power-hungry logic dies are placed near thermal vias for efficient heat conduction.
-
Thermal Simulation: Using tools like ANSYS Icepak or COMSOL Multiphysics early in design to predict thermal behavior.
- Example: A package engineer simulates thermal profiles of a 3D stacked memory module to optimize via placement before fabrication.
-
Power Distribution: Balancing power density to avoid localized hotspots.
- Example: Distributing power-hungry components evenly across the substrate in a system-in-package (SiP) design.
Integrated Example: Thermal Management in a 3D Stacked AI Accelerator Package
- Challenge: High power density from stacked logic and memory dies generates hotspots.
- Solution:
- Use of copper heat spreader combined with thermal via arrays.
- Embedded micro heat pipes integrated within the package.
- Graphene-based TIM between dies.
- Early-stage thermal simulation to optimize die placement and via density.
- Outcome: Achieved a 25% reduction in maximum junction temperature, improving reliability and performance.
Summary
Effective thermal management in advanced semiconductor packaging requires a multi-faceted approach combining materials, design, and cooling techniques. Early integration of thermal considerations and simulations ensures robust, high-performance packages capable of meeting the demands of next-generation electronics.
4.2 Mechanical Reliability and Stress Management
Mechanical reliability is a critical aspect of next-generation semiconductor packaging, especially as advanced packaging techniques like 2.5D/3D stacking and heterogeneous integration introduce complex mechanical interactions. Managing stress and ensuring mechanical robustness throughout the package lifecycle—from assembly to field operation—is essential to prevent failures such as delamination, cracking, and solder joint fatigue.
Key Sources of Mechanical Stress in Semiconductor Packages
- Thermal Expansion Mismatch: Different materials (silicon die, substrate, mold compound, solder) have varying coefficients of thermal expansion (CTE), causing stress during temperature cycling.
- Mechanical Loading: Handling, board flex, vibration, and shock during assembly and operation.
- Moisture Absorption and Humidity: Can cause swelling and weaken interfaces.
- Process-Induced Stress: From molding, curing, and assembly steps.
Mind Map: Mechanical Reliability Factors
Best Practices for Managing Mechanical Stress
-
Material Selection and Matching:
- Choose substrate and molding compounds with CTEs closely matched to silicon to reduce thermal stress.
- Example: Using low-CTE organic substrates in fan-out wafer-level packaging to minimize warpage.
-
Stress-Relief Structures:
- Incorporate compliant interposers or underfill materials that absorb mechanical strain.
- Example: Underfill application between die and substrate to improve solder joint reliability in flip-chip packages.
-
Optimized Package Design:
- Design die placement and interconnect layout to minimize stress concentration.
- Example: Distributing multiple smaller chiplets evenly rather than one large die to reduce localized stress.
-
Thermal Cycling Testing and Simulation:
- Use finite element analysis (FEA) to predict stress distribution and validate designs before fabrication.
- Example: Simulating temperature cycling from -40°C to 125°C to identify potential delamination hotspots.
-
Process Control:
- Control molding and curing parameters to reduce residual stress.
- Example: Optimizing cure temperature ramp rates to minimize warpage.
-
Mechanical Testing and Qualification:
- Perform vibration, shock, and drop tests to validate mechanical robustness.
- Example: Automotive-grade packages undergo harsh mechanical stress tests to meet AEC-Q100 standards.
Mind Map: Best Practices for Mechanical Reliability
Example: Flip-Chip Package Underfill to Improve Mechanical Reliability
Scenario: A flip-chip package used in a mobile device experiences solder joint fatigue due to thermal cycling between -40°C and 85°C.
Solution: Applying an underfill material between the silicon die and organic substrate to redistribute stress and reduce strain on solder bumps.
Outcome: The underfill absorbs CTE mismatch-induced strain, significantly increasing solder joint lifetime from 1,000 to over 10,000 thermal cycles.
Key Takeaway: Incorporating compliant materials like underfill is a practical and effective mechanical stress management technique.
Example: Using Finite Element Analysis (FEA) for Stress Prediction
Scenario: Designing a 3D stacked memory package with multiple dies and silicon interposer.
Approach: Engineers run FEA simulations to model thermal and mechanical stresses during assembly and operation.
Insights: Simulation identifies high-stress regions near TSVs (Through Silicon Vias) and die edges.
Action: Design modifications include adding stress relief structures and optimizing die placement.
Result: Reduced risk of cracking and improved package reliability.
Summary
Mechanical reliability and stress management are foundational to the success of next-generation semiconductor packaging. By understanding stress sources, applying best practices in material selection, package design, and process control, and leveraging simulation and testing, engineers can significantly enhance package robustness and lifetime.
This integrated approach ensures that advanced packages meet the stringent mechanical demands of modern electronics applications.
4.3 Electrical Performance Optimization
Electrical performance optimization is a critical aspect of next-generation semiconductor packaging, especially as devices become more complex with heterogeneous integration and higher density interconnects. Optimizing electrical performance ensures signal integrity, power delivery, and overall system reliability. This section explores key factors, best practices, and examples to help package engineers and test engineers enhance electrical performance.
Key Factors Influencing Electrical Performance
- Signal Integrity: Minimizing noise, crosstalk, and signal attenuation.
- Power Integrity: Ensuring stable power delivery with minimal voltage drop and noise.
- Impedance Matching: Preventing signal reflections by matching transmission line impedances.
- Interconnect Design: Optimizing bump pitch, routing, and via structures.
- Material Selection: Using substrates and dielectrics with appropriate electrical properties.
Mind Map: Electrical Performance Optimization Components
Best Practices with Examples
Signal Integrity: Minimizing Crosstalk and Noise
Practice: Use shielding and spacing techniques between high-speed signal lines.
Example: In a 2.5D package integrating a high-speed processor and memory, engineers increased the spacing between differential pairs and inserted grounded shielding lines. This reduced crosstalk by over 30%, improving signal quality and reducing bit error rates.
Power Integrity: Robust Power Delivery Network (PDN)
Practice: Design a multi-layer PDN with strategically placed decoupling capacitors close to power pins.
Example: For a 3D stacked logic-memory package, the PDN was designed with embedded capacitance layers and multiple power/ground planes. This approach minimized voltage droop during peak current demand, ensuring stable operation at high frequencies.
Impedance Matching: Controlled Impedance Routing
Practice: Use electromagnetic simulation tools to design transmission lines with controlled impedance matching the driver and receiver.
Example: In a fan-out wafer-level package (FOWLP) for a 5G RF front-end module, controlled impedance microstrip lines were designed on the organic substrate. This reduced signal reflections and improved RF performance.
Interconnect Design: Optimizing Bump Pitch and TSVs
Practice: Select bump pitch and TSV dimensions balancing electrical performance and manufacturability.
Example: A high-bandwidth memory (HBM) package used fine-pitch microbumps at 40 µm pitch combined with TSVs optimized for low resistance and capacitance. This enabled data rates exceeding 2 Gbps per pin.
Material Selection: Low-k Dielectrics and High Conductivity Metals
Practice: Choose substrate materials with low dielectric constant (k) to reduce parasitic capacitance and use copper or silver for interconnects to lower resistance.
Example: An advanced SiP for AI accelerators used a low-k organic substrate and copper pillar bumps. This combination reduced RC delay and improved overall signal speed.
Mind Map: Signal Integrity Optimization Techniques
Practical Example: Electrical Performance Optimization in a Heterogeneous Integration Package
A heterogeneous integration package combining a CPU die and a GPU die on a silicon interposer required careful electrical optimization. The design team:
- Used electromagnetic simulation to optimize interposer routing for controlled impedance.
- Implemented ground shielding between high-speed lanes to reduce crosstalk.
- Designed a multi-layer PDN with embedded capacitance to maintain power integrity.
- Selected a low-k dielectric interposer substrate to minimize parasitic capacitance.
The result was a 25% improvement in signal eye diagram opening and a 15% reduction in power noise, enabling higher operating frequencies and improved system reliability.
Summary
Electrical performance optimization in next-generation semiconductor packaging demands a holistic approach encompassing signal integrity, power integrity, impedance control, interconnect design, and material selection. By applying best practices and leveraging simulation tools, engineers can design packages that meet the stringent electrical requirements of modern heterogeneous systems.
4.4 Design for Testability (DFT) in Complex Packages
Design for Testability (DFT) is a critical aspect in the development of complex semiconductor packages, especially as heterogeneous integration and multi-die assemblies become the norm. Ensuring that a package can be effectively tested throughout manufacturing and in-field operation is essential to maintaining yield, reliability, and performance.
Why DFT Matters in Complex Packages
- Complex packages integrate multiple dies, often of different technologies (logic, memory, analog, RF).
- Testing challenges increase due to limited access, high pin counts, and intricate interconnects.
- Early detection of faults reduces costly rework and improves time-to-market.
Key Objectives of DFT in Complex Packaging
- Enable comprehensive fault coverage.
- Facilitate easy access to internal nodes.
- Support both manufacturing and in-field testing.
- Minimize test time and cost.
Mind Map: Core Components of DFT in Complex Packages
Example 1: Implementing Boundary Scan (JTAG) in a Multi-Die Package
Scenario: A package integrates a processor die and multiple memory dies. Access to internal signals is limited due to the stacked architecture.
Best Practice: Embed IEEE 1149.1 (JTAG) boundary scan cells on each die, connected through a test access bus that spans the package interconnects.
Outcome: Enables serial access to internal registers and pins for fault detection without physical probing of each die.
Mind Map: Boundary Scan Implementation
Example 2: Built-In Self-Test (BIST) for Memory Dies in 3D Stacked Packages
Scenario: A 3D stacked memory package requires fast, in-field testing to detect faults caused by aging or stress.
Best Practice: Integrate BIST engines within each memory die that can autonomously run test algorithms (e.g., March tests) and report status via a dedicated test interface.
Outcome: Enables quick diagnostics without external test equipment, improving reliability and maintenance.
Mind Map: BIST Architecture
Practical Tips for DFT Implementation in Complex Packages
- Early Collaboration: Engage test engineers early in the design phase to align DFT strategies with package architecture.
- Modular Test Design: Partition the package into testable blocks to simplify fault isolation.
- Use of Standard Protocols: Leverage industry standards like JTAG to ensure interoperability and tool support.
- Optimize Test Access: Design test ports and pads for accessibility considering package form factor constraints.
- Simulation and Validation: Perform DFT simulations to verify coverage and detect potential test escape scenarios.
Summary
Design for Testability in complex semiconductor packages is indispensable to ensure manufacturability, reliability, and maintainability. By integrating techniques such as boundary scan, BIST, and modular test architectures, package engineers and test leads can effectively manage the challenges posed by heterogeneous integration and multi-die assemblies.
4.5 Best Practice: Integrating Thermal Simulation Early in Design with Practical Example
Thermal management is a critical aspect of semiconductor packaging design, especially as device densities increase and power consumption rises. Integrating thermal simulation early in the design phase helps identify potential hotspots, optimize materials and structures, and ensure reliability before costly prototyping.
Why Integrate Thermal Simulation Early?
- Proactive Problem Identification: Detect thermal issues before physical prototyping.
- Design Optimization: Optimize package layout, materials, and cooling strategies.
- Cost and Time Efficiency: Reduce iterations and rework in later stages.
- Reliability Assurance: Prevent thermal-induced failures and extend device lifespan.
Key Steps to Integrate Thermal Simulation Early
-
Define Thermal Objectives and Constraints
- Maximum allowable junction temperature
- Target operating conditions (ambient temperature, airflow)
-
Create Accurate Thermal Models
- Include die, substrate, interconnects, and encapsulants
- Use material properties (thermal conductivity, specific heat)
-
Simulate Various Scenarios
- Different power dissipation profiles
- Various cooling methods (heat sinks, thermal vias)
-
Analyze Results and Identify Hotspots
- Temperature distribution maps
- Thermal gradients and stress points
-
Iterate Design Based on Insights
- Modify layout, materials, or cooling solutions
- Re-run simulations to validate improvements
Mind Map: Early Thermal Simulation Workflow
Practical Example: Thermal Simulation in a 3D Stacked Package
Scenario: A 3D stacked memory and logic package exhibits elevated temperatures in the logic die, risking performance degradation.
Step 1: Define Objectives
- Max junction temperature: 100°C
- Ambient temperature: 40°C
- Power dissipation: Logic die 5 W, memory die 2 W
Step 2: Model Creation
- 3D CAD model of stacked dies, interposer, and substrate
- Material properties assigned: silicon, epoxy, copper heat spreader
Step 3: Simulation
- Conduct steady-state thermal simulation using finite element analysis (FEA)
- Evaluate temperature distribution with and without heat spreader
Step 4: Analysis
- Without heat spreader: Logic die reaches 115°C (above limit)
- With heat spreader: Logic die temperature reduces to 95°C
Step 5: Design Iteration
- Incorporate copper heat spreader in package design
- Add thermal vias in substrate to improve heat dissipation
- Re-simulate to confirm temperature targets met
Mind Map: Practical Example Breakdown
Additional Tips for Package Engineers and Manufacturing Leads
- Collaborate Early: Engage thermal engineers during initial design meetings.
- Use Multi-Physics Tools: Combine thermal, mechanical, and electrical simulations for holistic insights.
- Validate Simulations: Correlate simulation data with thermal measurements from prototypes.
- Document Assumptions: Keep track of material properties and boundary conditions used.
By embedding thermal simulation early in the design workflow, semiconductor packaging teams can proactively manage heat dissipation challenges, optimize designs for performance and reliability, and reduce costly late-stage modifications.
5. Manufacturing Processes and Challenges
5.1 Wafer-Level Packaging Process Flow
Wafer-Level Packaging (WLP) is a cutting-edge approach where the packaging steps are performed directly on the wafer before it is diced into individual chips. This method offers significant advantages in terms of size reduction, improved electrical performance, and cost efficiency. Below is a detailed walkthrough of the typical WLP process flow, accompanied by mind maps and practical examples to illustrate best practices.
Overview of Wafer-Level Packaging
- Packaging performed at wafer scale rather than on individual dies
- Enables fan-in and fan-out designs
- Reduces package footprint and parasitic inductance
Typical Wafer-Level Packaging Process Flow Mind Map
Step-by-Step Process Description with Examples
-
Wafer Preparation
- Cleaning: Removal of contaminants to ensure adhesion and electrical integrity.
- Example: Using plasma cleaning to remove organic residues before dielectric deposition.
-
Dielectric Layer Deposition
- Depositing an insulating layer (e.g., polyimide or silicon oxide) to isolate metal layers.
- Best Practice: Uniform spin coating to avoid thickness variations that can cause yield loss.
-
Redistribution Layer (RDL) Formation
- Creates new routing paths to redistribute I/O pads to desired locations.
- Photolithography: Patterning the RDL layout.
- Metal Deposition: Typically copper is electroplated for low resistance.
- Example: Fan-out WLP uses multiple RDL layers to extend I/O beyond the die footprint.
-
Passivation Layer Application
- Protects the RDL and underlying structures from mechanical and chemical damage.
- Best Practice: Use of plasma-enhanced chemical vapor deposition (PECVD) for conformal coverage.
-
Solder Bump Formation
- Electroplating or solder ball placement to form the interconnects for PCB attachment.
- Example: Using lead-free SnAgCu solder bumps to meet RoHS compliance.
-
Wafer Thinning
- Back grinding and CMP reduce wafer thickness to improve thermal performance and package profile.
- Best Practice: Controlled grinding with in-situ thickness monitoring to prevent die cracking.
-
Dicing
- Separating the wafer into individual packaged dies.
- Example: Laser dicing for minimal mechanical stress in fragile fan-out packages.
-
Final Testing and Inspection
- Electrical tests (e.g., continuity, resistance)
- Visual inspection for defects
- Best Practice: Automated Optical Inspection (AOI) combined with X-ray imaging to detect hidden defects.
Mind Map: Key Quality Control Points in WLP
Practical Example: Fan-Out WLP for Smartphone Application
- Challenge: High I/O count and thin profile required.
- Solution: Use of multi-layer RDL to fan out connections beyond die size.
- Process Highlights:
- Precise photolithography for fine-pitch RDL.
- Controlled wafer thinning to achieve <100 µm thickness.
- Lead-free solder bumps for environmental compliance.
- Outcome: Achieved a 30% reduction in package size and improved signal integrity.
Summary
Wafer-Level Packaging streamlines the packaging process by integrating it at the wafer scale, enabling smaller, faster, and more cost-effective semiconductor devices. By following best practices such as uniform dielectric deposition, precise RDL formation, and rigorous quality control, package engineers and manufacturing leads can optimize yield and performance.
Understanding each step in the WLP process flow and applying lessons from real-world examples ensures successful implementation of this next-generation packaging technology.
5.2 Assembly Techniques for 2.5D and 3D Packages
Introduction
Assembly techniques for 2.5D and 3D semiconductor packages are critical to achieving the performance, density, and reliability demanded by next-generation electronics. These techniques involve the precise stacking and interconnection of multiple dies or chiplets, often using advanced substrates or interposers, to create compact, high-performance modules.
Overview of 2.5D and 3D Packaging Assembly
- 2.5D Packaging: Typically involves placing multiple dies side-by-side on a silicon or organic interposer, which provides high-density interconnects.
- 3D Packaging: Involves vertically stacking dies using through-silicon vias (TSVs) or micro-bumps to enable direct die-to-die communication.
Key Assembly Techniques
Die Placement and Alignment
- High-precision pick-and-place machines are used to position dies on interposers or substrates.
- Alignment accuracy is critical, often within microns, to ensure proper electrical and mechanical connections.
Interposer Attachment (for 2.5D)
- Silicon or organic interposers are attached to the package substrate.
- Techniques include flip-chip bonding using micro-bumps.
Die Stacking (for 3D)
- Dies are stacked vertically using TSVs or micro-bumps.
- Thermal compression bonding or hybrid bonding methods are common.
Underfill and Encapsulation
- Underfill materials are dispensed to enhance mechanical strength and thermal cycling reliability.
- Encapsulation protects the assembly from environmental damage.
Redistribution Layer (RDL) Formation
- RDLs route signals from the dies to the package I/O.
- Critical for fan-out wafer-level packaging and interposer-based designs.
Mind Map: Assembly Techniques for 2.5D and 3D Packages
Best Practices with Examples
Best Practice 1: Precision Alignment for High Yield
- Example: A leading semiconductor manufacturer uses advanced optical alignment systems combined with real-time feedback to achieve sub-2 micron placement accuracy during die stacking, reducing interconnect failures by 30%.
Best Practice 2: Optimizing Underfill Dispensing
- Example: In 3D stacked memory modules, controlled underfill dispensing with capillary flow modeling ensures void-free coverage, improving thermal cycling reliability by 25%.
Best Practice 3: Hybrid Bonding for Enhanced Interconnect Density
- Example: A fab integrated hybrid bonding (direct oxide-to-oxide bonding with copper interconnects) in 3D IC assembly, enabling interconnect pitches below 1 micron, which significantly increased bandwidth and reduced power consumption.
Example Workflow: Assembly of a 3D Stacked Processor Package
- Prepare Bottom Die: Clean and apply micro-bumps.
- Align Top Die: Use high-precision alignment tools to position the top die over the bottom die.
- Bond Dies: Perform thermal compression bonding to create electrical and mechanical connections.
- Underfill Application: Dispense underfill material and cure to enhance mechanical stability.
- Encapsulation: Apply mold compound to protect the stack.
- Final Testing: Conduct electrical and thermal tests to validate assembly quality.
Summary
Mastering assembly techniques for 2.5D and 3D packages is essential for package engineers and manufacturing leads aiming to deliver high-performance, reliable semiconductor modules. Precision in die placement, innovative bonding methods, and robust underfill and encapsulation processes form the backbone of successful next-generation packaging.
For further reading, see sections on thermal management (4.1) and test automation (6.4) to complement assembly process optimization.
5.3 Challenges in Scaling and Yield Optimization
Scaling semiconductor packaging technologies to meet increasing performance demands while maintaining high yield is a critical challenge in next-generation packaging. This section explores the key obstacles encountered during scaling and strategies to optimize yield effectively.
Key Challenges in Scaling Semiconductor Packaging
-
Complexity of Multi-Die Integration
- Increased number of dies leads to more interconnects and potential failure points.
- Example: In 3D stacked memory, misalignment during bonding can cause electrical opens or shorts.
-
Thermal Management Difficulties
- As package density increases, heat dissipation becomes more challenging.
- Example: Fan-Out Wafer-Level Packaging (FOWLP) with multiple active dies requires advanced thermal vias or heat spreaders.
-
Material and Process Variability
- Variations in substrate materials, underfill, and solder bump processes impact reliability.
- Example: Variability in underfill curing can cause delamination or voids, reducing yield.
-
Miniaturization Constraints
- Shrinking interconnect pitch increases risk of shorts and opens.
- Example: In 2.5D interposers, fine-pitch microbumps require precise lithography and assembly.
-
Inspection and Testing Complexity
- Multi-die and heterogeneous packages complicate defect detection.
- Example: Traditional X-ray inspection may not detect subtle voids in stacked dies.
Mind Map: Challenges in Scaling and Yield Optimization
Strategies for Yield Optimization
-
Process Control and Monitoring
- Implement inline metrology tools to monitor critical parameters such as bump height, underfill thickness, and alignment.
- Example: Using automated optical inspection (AOI) after die attach to detect misalignment early.
-
Design for Manufacturability (DfM)
- Optimize layout to reduce stress concentrations and improve thermal paths.
- Example: Increasing microbump pitch slightly to ease assembly without sacrificing performance.
-
Advanced Materials Selection
- Use materials with matched coefficients of thermal expansion (CTE) to reduce mechanical stress.
- Example: Selecting low-CTE underfill materials for 3D stacked packages.
-
Robust Testing and Failure Analysis
- Employ electrical and mechanical stress tests tailored for multi-die packages.
- Example: Thermal cycling combined with electrical testing to identify latent defects.
-
Cross-Functional Collaboration
- Engage design, process, and test teams early to identify yield risks.
- Example: Collaborative reviews to adjust process windows based on test feedback.
Mind Map: Yield Optimization Strategies
Real-World Example: Yield Improvement in 2.5D Interposer Packaging
A semiconductor manufacturer faced yield losses due to microbump misalignment and void formation in the underfill during 2.5D interposer assembly. By implementing the following best practices, they improved yield by over 15%:
- Introduced inline automated optical inspection after die placement to catch misalignments early.
- Switched to a low-viscosity underfill material with better flow characteristics to reduce voids.
- Adjusted the microbump pitch slightly to accommodate assembly tolerances without impacting electrical performance.
- Conducted cross-functional reviews involving design, process, and test teams to refine process windows.
Summary
Scaling semiconductor packaging technologies presents multifaceted challenges from integration complexity to material variability. Yield optimization requires a holistic approach combining precise process control, thoughtful design adjustments, advanced materials, rigorous testing, and strong collaboration across teams. Applying these best practices with real-world examples ensures successful scaling and high-yield manufacturing of next-generation packages.
5.4 Quality Control and Inspection Methods
Quality control (QC) and inspection are critical steps in semiconductor packaging to ensure reliability, performance, and yield. As packaging technologies advance, QC methods must evolve to address the complexity of multi-die, 2.5D/3D packages, and heterogeneous integration.
Key Objectives of Quality Control in Semiconductor Packaging
- Detect defects early to reduce scrap and rework costs
- Ensure mechanical, electrical, and thermal integrity
- Validate process consistency and yield optimization
- Support continuous improvement and process feedback
Common Defects in Advanced Packaging
- Delamination or voids in underfill or molding compounds
- Misalignment or bridging in flip-chip bumps
- Cracks or fractures in substrates or interposers
- Contamination causing electrical shorts or opens
- Warpage affecting assembly and reliability
Inspection Methods Overview
Visual Inspection
Manual Optical Inspection:
- Used for initial defect detection such as surface contamination, visible cracks, or misalignment.
- Example: Package engineers use microscopes to check bump uniformity before assembly.
Automated Optical Inspection (AOI):
- Employs cameras and image processing algorithms to detect defects at high speed.
- Example: AOI systems scan wafer-level packages to identify missing or deformed solder bumps.
X-Ray Inspection
2D X-Ray:
- Provides a top-down view to detect voids, solder joint integrity, and misalignment.
- Example: Inspecting flip-chip solder bumps for voids that can cause thermal/electrical failures.
3D X-Ray / Computed Tomography (CT) Scanning:
- Offers volumetric imaging to visualize internal structures and hidden defects.
- Example: Analyzing TSV (Through Silicon Via) integrity in 3D stacked dies.
Acoustic Microscopy
Scanning Acoustic Microscopy (SAM):
- Uses high-frequency ultrasound to detect delamination, voids, and cracks inside packages.
- Example: Detecting delamination between die and substrate in fan-out wafer-level packages.
Electrical Testing
Parametric Testing:
- Measures electrical parameters such as resistance, capacitance, and leakage currents.
- Example: Testing continuity of interconnects in multi-die packages.
Functional Testing:
- Verifies the package performs intended operations under various conditions.
- Example: Running burn-in tests on AI accelerator packages to validate performance and reliability.
Thermal Imaging
Infrared (IR) Thermography:
- Detects hotspots and thermal anomalies during operation.
- Example: Identifying uneven heat dissipation in 3D stacked memory modules.
Mechanical Testing
Shear and Pull Tests:
- Assess mechanical strength of solder bumps and wire bonds.
- Example: Performing shear tests on flip-chip bumps to ensure mechanical robustness.
Warpage Measurement:
- Measures package deformation which can affect assembly and reliability.
- Example: Using laser scanning to quantify warpage in large interposer substrates.
Integrated Best Practice Example: Inline Metrology for Yield Improvement
Scenario: A manufacturing lead implements an inline X-ray inspection system combined with AOI after flip-chip assembly.
Process:
- AOI detects surface defects and bump misalignment immediately after bump placement.
- Inline 3D X-ray inspects solder joint voids and TSV integrity before encapsulation.
- Data from inspections feed into a centralized analytics platform to identify process drifts.
Outcome:
- Early defect detection reduces downstream failures.
- Yield improves by 15% within three months.
- Feedback loops enable rapid process adjustments.
Summary
Effective quality control and inspection in next-generation semiconductor packaging require a multi-modal approach combining visual, X-ray, acoustic, electrical, thermal, and mechanical methods. Leveraging automated and inline inspection tools with data analytics enables early defect detection, yield improvement, and robust package reliability.
By integrating these QC methods thoughtfully, package engineers and manufacturing leads can meet the stringent demands of advanced heterogeneous integration technologies.
5.5 Best Practice: Implementing Inline Metrology for Yield Improvement with Real-World Example
Inline metrology refers to the real-time measurement and monitoring of critical process parameters during semiconductor packaging manufacturing. Integrating inline metrology tools enables early detection of defects and process drifts, allowing immediate corrective actions that significantly improve yield and reduce scrap.
Why Inline Metrology is Critical in Advanced Packaging
- Early Defect Detection: Identifies issues such as warpage, voids, misalignment, and contamination before downstream processes.
- Process Control: Enables tighter control of critical parameters like thickness, planarity, and solder paste volume.
- Yield Enhancement: Reduces rework and scrap by catching defects early.
- Data-Driven Improvements: Provides valuable process data for continuous improvement and root cause analysis.
Key Inline Metrology Techniques in Semiconductor Packaging
Real-World Example: Inline Metrology in Fan-Out Wafer-Level Packaging (FOWLP)
Context: A leading semiconductor manufacturer faced yield challenges in their FOWLP line due to warpage and solder paste volume variations causing poor die attach and interconnect failures.
Implementation Steps:
- Warpage Measurement: Integrated a laser scanning system immediately after molding to measure panel warpage in real-time.
- Solder Paste Inspection: Installed 3D solder paste inspection (SPI) tools before die placement to verify volume and uniformity.
- Automated Optical Inspection: Used AOI after die attach to detect misalignment and missing components.
- Data Integration: Connected all metrology tools to a centralized Manufacturing Execution System (MES) for real-time monitoring and alerts.
Outcomes:
- Warpage deviations beyond threshold triggered immediate process adjustments in molding parameters.
- SPI data enabled process engineers to fine-tune stencil printing, reducing solder paste defects by 30%.
- Early detection of die misalignment reduced rework rates by 25%.
- Overall yield improved by 15% within 3 months of implementation.
Best Practices for Implementing Inline Metrology
Example: Inline Metrology Workflow for 3D IC Packaging
- Pre-Assembly Inspection: Use 3D optical profilometry to measure surface planarity of interposers.
- Post-Die Placement: Apply AOI to verify die placement accuracy.
- Underfill Inspection: Use X-ray CT scanning to detect voids in underfill.
- Final Package Inspection: Perform warpage measurement and solder joint inspection.
Each step provides immediate feedback to manufacturing, enabling corrective actions before the package moves forward.
Summary
Implementing inline metrology in semiconductor packaging lines is a powerful best practice to improve yield and product reliability. By selecting appropriate metrology techniques, integrating them at critical process points, and leveraging the data effectively, manufacturing teams can detect defects early, optimize processes continuously, and achieve significant cost savings.
This approach is especially vital in complex next-generation packaging technologies like FOWLP, 2.5D/3D ICs, and heterogeneous integration, where process windows are tight and defect impact is high.
6. Testing and Validation of Advanced Packages
6.1 Electrical Testing Techniques for Multi-Die Packages
Electrical testing of multi-die packages is critical to ensure functionality, reliability, and performance of the integrated system. Multi-die packages, which combine multiple semiconductor dies within a single package, present unique challenges due to complex interconnects, heterogeneous components, and tight integration.
Key Objectives of Electrical Testing in Multi-Die Packages
- Verify inter-die connectivity and signal integrity
- Detect manufacturing defects such as opens, shorts, and leakage
- Validate power distribution and ground integrity
- Assess timing and performance parameters
Common Electrical Testing Techniques
Parametric Testing
- Measures electrical parameters such as resistance, capacitance, and leakage currents.
- Example: Measuring contact resistance between dies to ensure low-loss interconnects.
Functional Testing
- Applies test vectors to verify logical functionality of the integrated dies.
- Example: Running a memory read/write sequence on a multi-die memory stack.
Boundary Scan Testing (JTAG)
- Uses standardized test access ports to test interconnects without physical probing.
- Example: Testing inter-die communication paths in a system-in-package (SiP) using boundary scan chains.
Built-In Self-Test (BIST)
- Embedded test circuits within dies to perform self-diagnostics.
- Example: A processor die running internal BIST routines to verify cache memory integrity.
High-Speed Signal Integrity Testing
- Evaluates signal quality on high-frequency interconnects using eye diagrams and bit error rate tests.
- Example: Testing SerDes lanes between dies in a 2.5D package for minimal jitter and crosstalk.
Power Integrity Testing
- Measures voltage drops, noise, and current distribution across power delivery networks.
- Example: Monitoring voltage stability on a multi-die AI accelerator under load.
Mind Map: Electrical Testing Techniques Overview
Best Practice: Layered Testing Approach
Due to the complexity of multi-die packages, a layered testing approach is recommended:
- Pre-assembly Testing: Test individual dies for parametric and functional correctness.
- Interconnect Testing: Use boundary scan and parametric tests to verify die-to-die connections after assembly.
- System-Level Functional Testing: Run comprehensive test vectors simulating real-world operation.
- Stress and Reliability Testing: Apply voltage, temperature, and frequency stress tests to identify latent defects.
Example: In a 3D stacked memory package, each DRAM die is tested individually before stacking. After stacking, boundary scan tests verify TSV (Through-Silicon Via) connectivity. Finally, system-level tests validate overall memory performance.
Example: Boundary Scan Testing in a Multi-Die SiP
Scenario: A system-in-package integrates a microcontroller die and a power management die.
- Both dies support IEEE 1149.1 JTAG boundary scan.
- Test engineers create a boundary scan chain linking both dies.
- Using a boundary scan controller, they test inter-die signal paths without physical probes.
- Faults such as open circuits in interposer routing are detected early, reducing rework.
Example: High-Speed Signal Integrity Testing
Scenario: A 2.5D package contains a logic die and a high-bandwidth memory (HBM) die interconnected via microbumps.
- Engineers use a high-speed oscilloscope to capture eye diagrams on the SerDes lanes.
- Bit error rate testers (BERT) evaluate data transmission quality.
- Signal degradation due to crosstalk or impedance mismatch is identified and mitigated by design adjustments.
Summary
Electrical testing of multi-die packages requires a combination of techniques tailored to the package architecture and application. Employing parametric, functional, boundary scan, BIST, and signal integrity tests in a layered manner ensures comprehensive coverage. Real-world examples demonstrate how these techniques detect defects early, improve yield, and guarantee performance.
By integrating these best practices, package engineers and test engineers can effectively validate complex multi-die semiconductor packages, enabling reliable next-generation electronic systems.
6.2 Thermal and Mechanical Stress Testing
Thermal and mechanical stress testing are critical steps in validating the reliability and robustness of next-generation semiconductor packages, especially those involving heterogeneous integration. These tests simulate the real-world conditions that packages will face during operation and help identify potential failure modes early in the development cycle.
Importance of Thermal and Mechanical Stress Testing
- Ensures package integrity under temperature cycling and mechanical loads.
- Detects issues such as delamination, cracking, solder fatigue, and warpage.
- Validates thermal management strategies and mechanical design robustness.
Key Thermal Stress Tests
- Temperature Cycling (TC): Repeatedly cycling the package between high and low temperatures to simulate operational thermal stresses.
- Thermal Shock: Rapid temperature changes to test package resistance to sudden thermal gradients.
- High-Temperature Operating Life (HTOL): Prolonged exposure to elevated temperatures under electrical bias to assess long-term reliability.
Key Mechanical Stress Tests
- Mechanical Shock: Sudden mechanical impacts to simulate drops or shocks during handling.
- Vibration Testing: Simulates operational vibrations, especially important for automotive and aerospace applications.
- Bending and Flexure Tests: Tests the package’s ability to withstand bending forces, critical for flexible electronics.
Mind Map: Overview of Thermal and Mechanical Stress Testing
Best Practice: Designing Effective Thermal and Mechanical Stress Tests
- Define realistic test profiles based on expected field conditions.
- Use accelerated testing to shorten validation cycles while maintaining relevance.
- Combine thermal and mechanical stresses when possible to simulate complex real-world scenarios.
- Monitor key parameters such as electrical performance, physical deformation, and microstructural changes.
Example 1: Thermal Cycling Test on 3D Stacked Package
A 3D stacked memory-logic package was subjected to temperature cycling between -40°C and 125°C for 1000 cycles. The test revealed solder joint fatigue after 800 cycles, prompting the engineering team to optimize the solder alloy composition and joint geometry, improving package lifetime by 30%.
Mind Map: Thermal Cycling Test Workflow
Example 2: Mechanical Shock Testing for Automotive SiP
An automotive System-in-Package (SiP) underwent mechanical shock testing simulating a 1500g impact for 0.5 ms. Post-test inspection detected micro-cracks in the molding compound near the die edges. The packaging team introduced a compliant underfill material and reinforced die attach, which eliminated cracks in subsequent tests.
Mind Map: Mechanical Shock Test Considerations
Combined Thermal-Mechanical Testing
Some advanced test protocols combine thermal cycling with mechanical vibration or shock to better replicate field conditions. For example, a package may be vibrated at elevated temperatures to accelerate failure mechanisms such as solder fatigue.
Summary
Thermal and mechanical stress testing are indispensable tools for package engineers and test engineers to ensure the reliability of next-generation semiconductor packages. By carefully designing test profiles, monitoring results, and iterating on design and materials, teams can significantly reduce field failures and improve product robustness.
Additional Resources
- JEDEC Standard JESD22-A104D: Temperature Cycling
- IPC-9701: Performance Test Methods and Qualification Requirements for Surface Mount Solder Attachments
- MIL-STD-883: Test Method Standard for Microcircuits
This section integrates best practices and real-world examples to provide a comprehensive understanding of thermal and mechanical stress testing in advanced semiconductor packaging.
6.3 Failure Analysis Methods
Failure analysis (FA) is a critical step in semiconductor packaging to identify root causes of defects and reliability issues, enabling corrective actions to improve yield and product robustness. This section covers key failure analysis methods used in advanced semiconductor packages, including their principles, applications, and practical examples.
Overview of Failure Analysis in Semiconductor Packaging
Failure analysis aims to detect, localize, and characterize defects such as cracks, delamination, voids, electrical shorts, opens, and material degradation. It involves both non-destructive and destructive techniques.
Mind Map: Failure Analysis Methods Overview
Non-Destructive Failure Analysis Techniques
X-Ray Imaging
- Principle: Uses X-rays to visualize internal structures of the package.
- Application: Detects voids in solder joints, misalignment, and cracks.
- Example: Identifying voids in a Ball Grid Array (BGA) solder joint that cause intermittent opens.
Scanning Acoustic Microscopy (SAM)
- Principle: Uses high-frequency ultrasound waves to detect delamination, cracks, and voids.
- Application: Locating delamination between die and substrate in 3D stacked packages.
- Example: Detecting delamination in a 3D TSV (Through Silicon Via) stacked memory chip.
Infrared Thermography
- Principle: Measures heat distribution to identify hotspots caused by electrical shorts or high resistance.
- Application: Locating short circuits in multi-die heterogeneous integration packages.
- Example: Spotting a localized hotspot in a SiP (System-in-Package) module indicating a shorted die.
Destructive Failure Analysis Techniques
Cross-Sectioning
- Principle: Physically slicing the package to inspect internal layers.
- Application: Examining solder joint integrity, interconnects, and material interfaces.
- Example: Revealing micro-cracks in solder bumps of a flip-chip package after thermal cycling.
Focused Ion Beam (FIB) Milling
- Principle: Uses a focused ion beam to precisely mill and prepare samples for SEM imaging.
- Application: Site-specific failure localization and analysis at nanoscale.
- Example: Isolating a defective TSV in a 3D stacked IC for detailed SEM inspection.
Scanning Electron Microscopy (SEM) and Energy Dispersive X-ray Spectroscopy (EDS)
- SEM: Provides high-resolution imaging of surfaces and cross-sections.
- EDS: Analyzes elemental composition to detect contamination or material defects.
- Example: Identifying copper diffusion into solder joints causing brittleness.
Dye and Pry Testing
- Principle: Applying dye penetrant to reveal cracks, then mechanically prying the package to expose defects.
- Application: Detecting cracks in mold compound or delamination.
- Example: Revealing mold compound cracks in a fan-out wafer-level package after mechanical stress.
Electrical Failure Analysis
Time Domain Reflectometry (TDR)
- Principle: Sends electrical pulses and measures reflections to locate opens or shorts.
- Application: Pinpointing interconnect failures in multi-die packages.
- Example: Locating an open circuit in a micro-bump interconnect in a 2.5D package.
Electron Beam Testing
- Principle: Uses an electron beam to stimulate and detect electrical activity.
- Application: Mapping electrical defects in complex integrated packages.
- Example: Detecting leakage paths in heterogeneous integrated circuits.
Environmental Stress Testing for Failure Analysis
- Thermal Cycling: Repeated heating and cooling to accelerate failure mechanisms like solder fatigue.
- Highly Accelerated Stress Testing (HAST): High temperature and humidity to expose moisture-induced failures.
Example: Using thermal cycling to induce and analyze solder joint fatigue cracks in automotive-grade packages.
Integrated Example: Failure Analysis Workflow for a 3D Stacked Memory Package
- Initial Non-Destructive Inspection: Use X-ray imaging to detect voids or misalignment.
- Acoustic Microscopy: Identify delamination or internal cracks.
- Thermography: Locate hotspots indicating electrical shorts.
- Electrical Testing: Apply TDR to isolate open circuits.
- Destructive Analysis: Cross-section and FIB milling to inspect solder joints and TSVs.
- SEM/EDS: Analyze microstructural defects and contamination.
- Environmental Stress Testing: Perform thermal cycling to reproduce failure.
Summary
Failure analysis in next-generation semiconductor packaging combines multiple complementary techniques to accurately identify root causes of defects. Best practices include starting with non-destructive methods to preserve samples, followed by targeted destructive analysis and electrical testing. Integrating environmental stress tests helps understand failure mechanisms under real-world conditions.
By mastering these methods, package engineers and test engineers can improve yield, reliability, and accelerate time-to-market for advanced heterogeneous integrated semiconductor products.
6.4 Test Automation and Data Analytics
In the realm of advanced semiconductor packaging and heterogeneous integration, test automation and data analytics have become indispensable tools for ensuring product quality, reducing time-to-market, and optimizing manufacturing processes. This section delves into how automation and analytics are transforming testing workflows, with practical examples and mind maps to illustrate key concepts.
What is Test Automation in Semiconductor Packaging?
Test automation refers to the use of software and hardware tools to perform testing procedures with minimal human intervention. In complex multi-die and 3D packages, automated test systems enable rapid, repeatable, and accurate validation of electrical, thermal, and mechanical parameters.
Benefits:
- Increased throughput and reduced cycle time
- Consistent and repeatable test results
- Early detection of defects
- Integration with manufacturing execution systems (MES)
Role of Data Analytics in Testing
Data analytics involves collecting, processing, and analyzing large volumes of test data to extract actionable insights. This enables predictive maintenance, yield improvement, and root cause analysis.
Key Analytics Techniques:
- Statistical Process Control (SPC)
- Machine Learning for anomaly detection
- Correlation analysis between test parameters and failure modes
Mind Map: Test Automation and Data Analytics Workflow
Example 1: Automating Electrical Test for a 3D Stacked Package
A semiconductor manufacturer implemented an automated test system for 3D stacked memory packages. The system included an ATE integrated with a robotic handler and environmental chamber to perform electrical continuity and functional tests under temperature variations.
Best Practice: The test program was modularized to allow easy updates for different package variants, reducing test development time by 30%. Data from tests were fed into an analytics platform that identified early signs of interconnect degradation, enabling proactive process adjustments.
Example 2: Using Machine Learning for Failure Prediction
In a heterogeneous integration project involving multiple chiplets, test data from electrical and mechanical stress tests were analyzed using machine learning algorithms. The model predicted potential failure points based on subtle variations in test parameters.
Best Practice: By integrating this predictive model into the test automation workflow, the team reduced field failures by 25% and improved yield by identifying problematic batches early.
Implementing Test Automation and Analytics: Key Considerations
- Scalability: Ensure test systems can handle increasing package complexity and volume.
- Data Integrity: Maintain high-quality data through robust acquisition and cleaning processes.
- Cross-Functional Collaboration: Engage design, manufacturing, and test teams to define meaningful test metrics.
- Continuous Improvement: Use analytics feedback loops to refine test programs and processes.
Mind Map: Best Practices for Test Automation & Analytics
Summary
Test automation combined with advanced data analytics empowers semiconductor packaging teams to enhance test coverage, accelerate validation cycles, and improve overall product reliability. By adopting modular test designs, leveraging machine learning, and fostering collaboration, package engineers and test leads can unlock new efficiencies and insights in next-generation packaging environments.
6.5 Best Practice: Using Built-In Self-Test (BIST) for Complex Heterogeneous Systems
Introduction
Built-In Self-Test (BIST) is a critical methodology for testing complex heterogeneous semiconductor packages, where multiple dies with diverse functionalities are integrated into a single package. BIST enables on-chip testing capabilities, reducing dependency on expensive external test equipment and improving test coverage and efficiency.
Why BIST is Essential for Heterogeneous Systems
- Complexity: Multiple dies with different technologies (logic, memory, analog, RF) require diverse test approaches.
- Accessibility: Internal nodes are often inaccessible post-packaging, making external probing difficult.
- Cost Efficiency: Reduces test time and equipment costs by enabling self-contained testing.
- Reliability: Early detection of faults improves yield and reliability.
Key Components of BIST in Heterogeneous Integration
BIST Implementation Strategies
-
Logic BIST (LBIST)
- Uses pseudo-random pattern generators (PRPG) and output response analyzers.
- Example: A CPU die integrated with memory and analog components uses LBIST to verify digital logic blocks independently.
-
Memory BIST (MBIST)
- Specialized algorithms to test embedded memories (e.g., SRAM, DRAM).
- Example: In a SiP with multiple memory dies, MBIST runs March tests to detect stuck-at and coupling faults.
-
Analog/Mixed-Signal BIST (AMBIST)
- Uses on-chip sensors and test circuits to verify analog blocks.
- Example: RF front-end modules in a heterogeneous package use AMBIST to measure gain and noise figure.
-
Reconfigurable BIST
- Dynamically adapts test patterns and methods depending on the die under test.
- Example: A chiplet-based system uses reconfigurable BIST to test different IP blocks without redesigning test logic.
Practical Example: BIST in a Multi-Die AI Accelerator Package
- Scenario: An AI accelerator package integrates a logic die, multiple memory dies, and a power management die.
- BIST Approach:
- LBIST verifies the logic die’s compute units.
- MBIST tests the memory dies with built-in March and checkerboard tests.
- AMBIST checks the power management die’s analog regulators.
- Outcome: Faults detected early during wafer sort and final test, reducing field failures.
Mind Map: BIST Workflow in Heterogeneous Systems
Best Practices for Implementing BIST in Heterogeneous Packages
- Early Design Integration: Incorporate BIST logic during early design stages to minimize area and power overhead.
- Modular Test Architecture: Design test modules per die or IP block to simplify debugging and reuse.
- Power-Aware Testing: Optimize BIST to reduce power spikes during test, especially critical in stacked dies.
- Test Coverage Analysis: Use fault simulation tools to ensure BIST covers critical fault models.
- Standardized Test Interfaces: Employ industry standards (e.g., IEEE 1500, IEEE 1687) for test access and control.
Example: Applying IEEE 1500 Standard for BIST in Heterogeneous Integration
- Context: A multi-die package uses IEEE 1500 wrapper to isolate and test individual IP blocks.
- Benefit: Enables parallel testing and reduces test time.
- Implementation: Each die includes a test wrapper with BIST controllers communicating via a standardized test access port.
Summary
BIST is indispensable for testing complex heterogeneous semiconductor packages. By embedding self-test capabilities, package engineers and test engineers can achieve higher test coverage, reduce costs, and improve product reliability. Adopting best practices such as early integration, modular design, and adherence to standards ensures successful BIST implementation in next-generation semiconductor packaging.
References & Further Reading
- IEEE Std 1500-2005: Standard Testability Method for Embedded Core-based ICs
- IEEE Std 1687-2014: Internal JTAG (IJTAG) Standard
- “Built-In Self-Test for VLSI: Theory and Implementation” by Bernd Becker
- Case studies from leading semiconductor foundries on BIST in heterogeneous integration
7. Emerging Materials and Processes in Packaging
7.1 Novel Substrate Materials: Organic vs. Ceramic vs. Silicon Interposers
In next-generation semiconductor packaging, the choice of substrate material plays a pivotal role in determining the electrical performance, thermal management, mechanical reliability, and cost-effectiveness of the final package. This section explores three major substrate materials used in advanced packaging: Organic substrates, Ceramic substrates, and Silicon interposers. We will discuss their characteristics, advantages, limitations, and provide practical examples and best practices to help package engineers and manufacturing leads make informed decisions.
Overview Mind Map
Organic Substrates
Organic substrates are widely used in semiconductor packaging due to their cost-effectiveness and ease of manufacturing. Typically made from epoxy resin combined with fiberglass (such as FR4 or BT resin), they provide good electrical insulation and mechanical flexibility.
Best Practice: When designing for consumer electronics or mobile devices where cost and weight are critical, organic substrates are preferred. However, engineers should carefully consider the thermal dissipation requirements since organic materials have relatively low thermal conductivity (~0.3 W/mK).
Example: A smartphone application processor package often uses an organic substrate to balance cost and performance. The substrate supports fine-pitch ball grid arrays (BGAs) down to 0.4 mm pitch, enabling compact designs.
Mind Map:
Ceramic Substrates
Ceramic substrates, such as alumina (Al2O3), aluminum nitride (AlN), and silicon nitride (Si3N4), offer superior thermal conductivity and mechanical strength compared to organic substrates. Their high-frequency electrical performance makes them ideal for RF and automotive applications.
Best Practice: For applications requiring high thermal dissipation and mechanical robustness, such as automotive power modules or RF front-end modules, ceramic substrates are the go-to choice despite their higher cost.
Example: An automotive power module uses an aluminum nitride ceramic substrate to efficiently dissipate heat generated by high currents, ensuring reliability under harsh operating conditions.
Mind Map:
Silicon Interposers
Silicon interposers are thin silicon wafers used as substrates in 2.5D and 3D packaging architectures. They enable ultra-fine wiring pitches (down to a few microns), high-density interconnects, and excellent electrical performance, making them ideal for high-performance computing and AI accelerators.
Best Practice: Use silicon interposers when fine-pitch interconnects and high bandwidth are critical. However, consider the cost implications and thermal mismatch between silicon and other package materials.
Example: A GPU package for AI acceleration uses a silicon interposer to connect multiple high-bandwidth memory (HBM) stacks and logic dies, achieving low latency and high data throughput.
Mind Map:
Comparative Summary Table
| Feature | Organic Substrates | Ceramic Substrates | Silicon Interposers |
|---|---|---|---|
| Cost | Low | High | Very High |
| Thermal Conductivity | Low (~0.3 W/mK) | High (AlN ~170 W/mK) | Moderate (~130 W/mK) |
| Electrical Performance | Good | Excellent | Superior |
| Mechanical Strength | Flexible | High | Brittle |
| Wiring Pitch | Moderate (0.4 mm) | Fine | Ultra-fine (micron scale) |
| Typical Applications | Mobile, Consumer Electronics | RF, Automotive, Power Modules | HPC, AI, 2.5D/3D ICs |
Integrated Example: Choosing the Right Substrate for a Wearable Device
- Requirement: Lightweight, low cost, moderate thermal dissipation, small form factor
- Decision: Organic substrate is selected due to its light weight and cost advantage.
- Implementation: Use BT resin-based organic substrate with embedded passive components to reduce size.
- Outcome: Achieved a compact, cost-effective package meeting thermal and electrical requirements.
Summary
Selecting the right substrate material is a balancing act between cost, performance, thermal management, mechanical reliability, and application-specific requirements. Organic substrates dominate in cost-sensitive, lightweight applications, ceramic substrates excel in high thermal and mechanical demands, and silicon interposers enable cutting-edge high-density, high-performance integration.
Package engineers and manufacturing leads should evaluate these factors early in the design cycle and collaborate closely with material suppliers and design teams to optimize substrate choice for next-generation semiconductor packaging.
7.2 Advanced Underfill and Encapsulation Materials
Advanced underfill and encapsulation materials play a critical role in enhancing the reliability, performance, and longevity of semiconductor packages, especially as packaging architectures become more complex with 2.5D, 3D stacking, and heterogeneous integration. This section explores the latest materials, their properties, applications, and best practices for package engineers and manufacturing leads.
What are Underfill and Encapsulation Materials?
- Underfill: A polymeric material dispensed between the chip and substrate to fill the gap, providing mechanical support and stress relief to solder joints.
- Encapsulation: A protective layer or molding compound that covers the entire package or die to shield it from environmental factors such as moisture, dust, and mechanical damage.
Why Advanced Materials are Needed
- Increased thermal and mechanical stresses due to miniaturization and heterogeneous integration.
- Higher I/O densities and finer pitch solder joints requiring better stress distribution.
- Demands for improved thermal conductivity to manage heat in high-performance devices.
- Environmental regulations pushing for lead-free, halogen-free, and eco-friendly materials.
Key Properties of Advanced Underfill and Encapsulation Materials
- Thermal Conductivity: Efficient heat dissipation to avoid hotspots.
- Coefficient of Thermal Expansion (CTE): Matching CTE with silicon and substrate to reduce stress.
- Viscosity and Flowability: Ensuring complete filling without voids.
- Cure Time and Temperature: Optimizing manufacturing throughput.
- Moisture Resistance: Preventing corrosion and delamination.
- Mechanical Strength and Flexibility: Absorbing mechanical shocks and vibrations.
Mind Map: Advanced Underfill and Encapsulation Materials Overview
Types of Advanced Underfill Materials
-
Epoxy-Based Underfills
- Most common due to excellent adhesion and mechanical strength.
- Example: A nano-silica filled epoxy underfill used in flip-chip packages to improve thermal cycling reliability.
-
Silicone-Based Underfills
- Offer higher flexibility and better stress absorption.
- Example: Used in 3D stacked packages where thermal mismatch is significant.
-
Polyimide-Based Underfills
- High thermal stability and chemical resistance.
- Example: Suitable for high-temperature applications like automotive electronics.
-
Hybrid Materials
- Combine properties of different polymers for tailored performance.
- Example: Epoxy-silicone hybrids providing both strength and flexibility.
Mind Map: Underfill Material Selection Criteria
Encapsulation Materials and Innovations
- Molding Compounds: Epoxy-based compounds with fillers for mechanical protection.
- Gel and Liquid Encapsulants: Used in sensitive photonics or MEMS devices.
- Nano-Filled Encapsulants: Incorporate nanoparticles (e.g., boron nitride, alumina) to enhance thermal conductivity.
- Low-Temperature Cure Materials: Reduce thermal stress on components during assembly.
Example: A molding compound with boron nitride fillers increased thermal conductivity by 50%, enabling better heat dissipation in automotive power modules.
Best Practices for Using Advanced Underfill and Encapsulation Materials
- Material Compatibility Testing: Always verify compatibility with die, substrate, and solder materials to prevent delamination.
- Process Optimization: Control dispense parameters and cure profiles to minimize voids and ensure uniform coverage.
- Thermal Cycling Validation: Conduct accelerated thermal cycling tests to validate material performance under real-world conditions.
- Environmental Testing: Assess moisture resistance and chemical stability for target applications.
Example: Implementing Nano-Filled Underfill in Flip-Chip Packaging
Scenario: A package engineer needs to improve thermal cycling reliability in a high I/O flip-chip package used in 5G base stations.
Solution:
- Select a nano-silica filled epoxy underfill with a CTE closely matched to silicon and organic substrate.
- Optimize dispensing parameters to ensure void-free underfill coverage.
- Use a two-step cure process to balance flow and mechanical strength.
Outcome: Enhanced mechanical robustness with a 30% increase in thermal cycling lifetime compared to conventional underfill.
Summary
Advanced underfill and encapsulation materials are indispensable for next-generation semiconductor packaging. Selecting the right material based on application requirements, understanding their properties, and optimizing processing conditions are key to achieving high reliability and performance in complex heterogeneous integration scenarios.
7.3 Additive Manufacturing and 3D Printing in Packaging
Additive manufacturing (AM), commonly known as 3D printing, is revolutionizing semiconductor packaging by enabling complex geometries, rapid prototyping, and customization that traditional subtractive methods cannot easily achieve. In semiconductor packaging, AM is used to fabricate substrates, interposers, heat sinks, and even embedding passive components directly within the package.
Key Advantages of Additive Manufacturing in Packaging
- Design Freedom: Ability to create intricate 3D structures such as microchannels for cooling or embedded cavities for components.
- Rapid Prototyping: Accelerates development cycles by quickly iterating package designs.
- Material Efficiency: Builds only the required material, reducing waste.
- Customization: Enables tailor-made packages for specific applications or form factors.
Common Additive Manufacturing Techniques in Packaging
- Inkjet Printing: Deposits conductive inks for printed interconnects or antennas.
- Aerosol Jet Printing: Enables fine-feature printing of metals and dielectrics on 3D surfaces.
- Stereolithography (SLA): Uses photopolymerization to build high-resolution dielectric structures.
- Direct Metal Laser Sintering (DMLS): Creates metal parts such as heat sinks or interposers with complex internal geometries.
Mind Map: Additive Manufacturing Techniques in Semiconductor Packaging
Example 1: Aerosol Jet Printed Antenna on Package Surface
A leading smartphone manufacturer used aerosol jet printing to deposit a conformal antenna directly onto the curved surface of a package substrate. This eliminated the need for separate antenna modules, saving space and improving signal performance. The process involved printing silver nanoparticle ink, followed by sintering at low temperatures to maintain substrate integrity.
Best Practice: When using aerosol jet printing for antennas, ensure ink formulation compatibility with the substrate and optimize sintering parameters to balance conductivity and mechanical stability.
Mind Map: Benefits and Challenges of Additive Manufacturing in Packaging
Example 2: 3D Printed Heat Sink with Embedded Cooling Channels
A semiconductor company developed a 3D printed metal heat sink using DMLS with internal microchannels for liquid cooling. This innovative design improved thermal dissipation by 30% compared to conventional heat sinks. The additive process allowed complex internal geometries that are impossible with traditional machining.
Best Practice: Collaborate closely with thermal engineers during design to optimize channel size and flow paths. Validate designs with CFD simulations before printing.
Integration of Additive Manufacturing with Traditional Packaging
Additive manufacturing is often combined with traditional processes to enhance package functionality. For example, 3D printed dielectric structures can be integrated with flip-chip assemblies to provide embedded passives or shielding.
Example 3: Embedded Passive Components via Inkjet Printing
Using inkjet printing, resistors and capacitors were printed directly onto a package substrate, reducing the need for discrete components and lowering parasitic inductance. This approach improved signal integrity and reduced assembly complexity.
Best Practice: Characterize printed passive components thoroughly for tolerance and temperature stability. Use design-for-manufacturing (DFM) guidelines to ensure print repeatability.
Summary
Additive manufacturing and 3D printing are powerful enablers for next-generation semiconductor packaging, offering unprecedented design freedom and integration capabilities. By understanding the strengths and limitations of different AM techniques and applying best practices through real-world examples, package engineers can leverage these technologies to create innovative, high-performance packages.
7.4 Environmental and Sustainability Considerations
As semiconductor packaging advances, environmental impact and sustainability have become critical factors in design and manufacturing decisions. This section explores key sustainability challenges, best practices, and real-world examples to help package engineers, manufacturing leads, and test engineers integrate eco-friendly approaches without compromising performance.
Key Environmental Challenges in Semiconductor Packaging
- Material Waste: Excessive use of non-recyclable materials and packaging scrap.
- Energy Consumption: High energy use during manufacturing processes.
- Hazardous Substances: Use of toxic chemicals and heavy metals.
- End-of-Life Disposal: Difficulty in recycling complex multi-material packages.
Mind Map: Environmental Challenges in Semiconductor Packaging
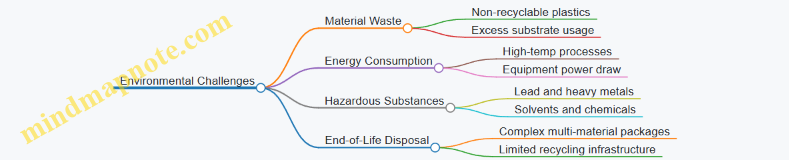
Best Practices for Sustainability in Packaging
-
Material Selection:
- Use lead-free and halogen-free materials.
- Opt for substrates with higher recyclability, such as organic substrates over ceramics when possible.
-
Design for Disassembly:
- Design packages to facilitate separation of materials at end-of-life.
-
Process Optimization:
- Reduce energy consumption by optimizing thermal cycles.
- Implement closed-loop chemical management to minimize waste.
-
Waste Reduction:
- Minimize substrate oversizing and dicing losses.
- Reuse or recycle process scrap materials.
-
Lifecycle Assessment (LCA):
- Evaluate environmental impact from raw material sourcing to disposal.
Mind Map: Sustainability Best Practices
Example 1: Lead-Free Solder Adoption
Context: Traditional solder materials contained lead, which poses environmental and health risks.
Practice: Transitioning to lead-free solder alloys such as SAC305 (Tin-Silver-Copper) reduces toxic waste.
Outcome: Many packaging fabs have adopted lead-free processes, complying with RoHS (Restriction of Hazardous Substances) regulations, improving environmental compliance without sacrificing solder joint reliability.
Example 2: Fan-Out Wafer-Level Packaging (FOWLP) Material Efficiency
Context: FOWLP reduces substrate size and material usage compared to traditional packages.
Practice: By embedding dies directly into molded reconstituted wafers, FOWLP minimizes the use of large organic substrates.
Outcome: This leads to less material waste and lower environmental footprint per package, making it a sustainable choice for mobile and consumer electronics.
Mind Map: Sustainable Packaging Examples
Emerging Trends Supporting Sustainability
- Bio-Based Materials: Research into bio-resins and biodegradable encapsulants.
- Additive Manufacturing: 3D printing to reduce material waste by building packages layer-by-layer.
- Energy Recovery Systems: Capturing heat from manufacturing processes for reuse.
Summary
Integrating environmental and sustainability considerations into semiconductor packaging requires a holistic approach—from material selection and design to manufacturing and end-of-life management. By adopting best practices such as lead-free materials, design for disassembly, and process optimization, the industry can reduce its ecological footprint while maintaining high performance and reliability.
For package engineers and manufacturing leads, embedding sustainability early in the design and process planning stages is essential for future-proofing products and meeting regulatory and societal expectations.
7.5 Best Practice: Selecting Eco-Friendly Materials Without Compromising Performance
As semiconductor packaging advances, the industry faces increasing pressure to adopt sustainable practices. Selecting eco-friendly materials is critical to reducing environmental impact while maintaining the high performance required in semiconductor devices. This section explores best practices for choosing green materials without sacrificing reliability, thermal management, or electrical integrity.
Key Considerations When Selecting Eco-Friendly Materials
- Material Performance: Ensure thermal conductivity, electrical insulation, mechanical strength, and chemical stability meet or exceed traditional materials.
- Lifecycle Impact: Evaluate the environmental footprint from raw material sourcing to end-of-life disposal or recycling.
- Compatibility: Confirm compatibility with existing manufacturing processes and device architectures.
- Cost-effectiveness: Balance sustainability goals with economic feasibility.
Mind Map: Factors Influencing Eco-Friendly Material Selection
Examples of Eco-Friendly Materials in Semiconductor Packaging
-
Bio-Based Epoxy Underfills and Encapsulants
- Description: Derived from renewable resources such as plant oils instead of petroleum-based resins.
- Performance: Comparable thermal and mechanical properties to conventional epoxies.
- Example: A packaging line replaced traditional underfill with a soy-based epoxy, achieving a 20% reduction in carbon footprint without impacting reliability.
-
Lead-Free Solder Alloys
- Description: Transition from lead-based solders to tin-silver-copper (SAC) alloys.
- Performance: SAC alloys provide excellent mechanical strength and thermal fatigue resistance.
- Example: Automotive electronics manufacturers adopted SAC305 solder, meeting stringent environmental regulations while maintaining solder joint integrity.
-
Recyclable Organic Substrates
- Description: Use of substrates made from recyclable polymers or bio-based materials.
- Performance: Advances in polymer chemistry have enabled substrates with high thermal stability and low dielectric loss.
- Example: A consumer electronics company piloted a recyclable substrate in fan-out wafer-level packaging, reducing landfill waste.
-
Low-Temperature Curing Materials
- Description: Materials that cure at lower temperatures reduce energy consumption during manufacturing.
- Performance: Maintain adhesion and mechanical strength comparable to high-temperature cured materials.
- Example: Implementation of low-temp curing adhesives decreased energy use by 15% in a packaging facility.
Mind Map: Implementing Eco-Friendly Materials in Packaging Workflow
Practical Tips for Package Engineers and Manufacturing Leads
- Collaborate early with material suppliers to understand eco-friendly alternatives and their process requirements.
- Integrate environmental impact assessments into material qualification protocols.
- Use simulation tools to predict thermal and mechanical behavior of new materials before physical trials.
- Conduct pilot runs to validate manufacturability and yield impacts.
- Train manufacturing teams on handling and processing new materials to avoid defects.
- Monitor long-term reliability closely to ensure no compromise in product lifetime.
Summary
Selecting eco-friendly materials in semiconductor packaging is a balancing act between sustainability and performance. By systematically evaluating material properties, environmental impact, and manufacturing compatibility, engineers can make informed decisions that support green initiatives without compromising device quality. Real-world examples demonstrate that with thoughtful implementation, eco-friendly materials can be successfully integrated into advanced packaging solutions.
For further reading, consider exploring:
- “Sustainable Materials for Electronics Packaging” – Journal of Electronic Materials
- Industry case studies on bio-based encapsulants and lead-free solder adoption
- Environmental regulations impacting semiconductor packaging materials
8. Case Studies of Next-Generation Packaging Applications
8.1 High-Performance Computing: 3D Stacked Memory and Logic
High-Performance Computing (HPC) demands ever-increasing processing power and memory bandwidth. One of the most transformative advances in semiconductor packaging to meet these demands is 3D stacking of memory and logic dies. This approach enables significant improvements in performance, power efficiency, and form factor by vertically integrating multiple semiconductor components.
What is 3D Stacked Memory and Logic?
3D stacking involves vertically integrating multiple dies—such as logic processors and memory chips—using through-silicon vias (TSVs), microbumps, or hybrid bonding techniques. This creates a compact, high-bandwidth, low-latency interconnect between components.
Example: A CPU die stacked atop multiple layers of High Bandwidth Memory (HBM) dies connected via TSVs, enabling ultra-fast data transfer rates critical for HPC workloads.
Benefits of 3D Stacking in HPC
- Increased Bandwidth: Shorter interconnects between memory and logic reduce latency and increase data throughput.
- Reduced Power Consumption: Lower signal travel distances reduce power needed for data transmission.
- Smaller Footprint: Vertical integration reduces PCB area and enables more compact system designs.
- Improved Performance: Closer coupling of memory and logic improves overall system responsiveness.
Mind Map: Key Components and Benefits of 3D Stacking
Best Practice: Thermal Management in 3D Stacked Packages
Challenge: Stacking multiple active dies increases power density, leading to thermal hotspots.
Best Practice: Integrate thermal vias and heat spreaders early in the package design phase. Use thermal simulation tools to model heat dissipation and optimize die placement.
Example: In an HPC accelerator, thermal interface materials (TIM) and embedded heat spreaders were incorporated between stacked dies, reducing hotspot temperatures by 15% and improving reliability.
Manufacturing and Assembly
- Wafer Thinning: Logic and memory wafers are thinned to enable TSV formation and reduce package height.
- TSV Formation: Vertical vias are etched and filled with conductive material to create inter-die connections.
- Die Stacking: Dies are aligned and bonded using microbumps or hybrid bonding.
- Testing: Each die and the stacked assembly undergo rigorous electrical and thermal testing.
Example: A leading HPC chip manufacturer uses a hybrid bonding process to achieve sub-1-micron interconnect pitch between logic and memory dies, enabling unprecedented bandwidth.
Mind Map: Manufacturing Flow for 3D Stacked HPC Packages
Real-World Example: AMD’s 3D Stacked Chiplet Design
AMD’s EPYC processors utilize chiplet architecture with 3D stacking techniques to integrate multiple compute dies and cache memory. This heterogeneous integration enables high core counts and memory bandwidth while maintaining power efficiency.
Key Takeaway: Leveraging 3D stacking allows AMD to scale performance without proportionally increasing power or footprint.
Summary
3D stacked memory and logic packages are critical enablers for next-generation HPC systems. By adopting best practices such as early thermal design integration, precise manufacturing processes, and robust testing, package engineers and manufacturing leads can deliver high-performance, reliable solutions that meet the demanding requirements of HPC applications.
8.2 Mobile Devices: Fan-Out Packaging for Thin Form Factors
Introduction
Fan-Out Wafer-Level Packaging (FOWLP) has become a pivotal technology in the mobile device industry, enabling slimmer, lighter, and more powerful smartphones and tablets. This packaging approach allows for high-density interconnects and improved electrical performance while maintaining a thin profile, which is critical for modern mobile devices.
What is Fan-Out Packaging?
Fan-Out Packaging redistributes the I/O pads of a die beyond its physical footprint by embedding the die in a molded compound and creating a reconstituted wafer. This allows for more external contacts without increasing the chip size.
Key Advantages for Mobile Devices
- Thin Form Factor: Enables ultra-thin packages suitable for slim smartphones.
- High I/O Density: Supports complex SoCs with numerous connections.
- Improved Thermal Performance: Better heat dissipation compared to traditional packages.
- Cost Efficiency: Wafer-level processes reduce assembly steps.
Mind Map: Fan-Out Packaging Benefits in Mobile Devices
Best Practice: Designing Fan-Out Packages for Mobile Applications
- Optimize Redistribution Layer (RDL) Design: Use fine-pitch RDL to maximize I/O count without increasing package size.
- Material Selection: Choose mold compounds with low coefficient of thermal expansion (CTE) to reduce stress.
- Thermal Simulation: Early-stage thermal modeling to ensure adequate heat dissipation.
- Mechanical Reliability Testing: Perform drop and bend tests to validate package robustness.
Example: Apple A14 Bionic Chip Fan-Out Packaging
Apple’s A14 Bionic chip uses fan-out packaging to achieve a thin profile while integrating multiple high-performance cores. The package enables high-speed signal routing and efficient thermal management, contributing to the device’s overall performance and battery life.
Mind Map: Design Considerations for Fan-Out Packaging in Mobile
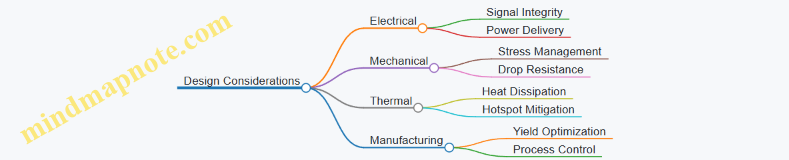
Challenges and Solutions
- Challenge: Warpage due to thin mold compounds.
- Solution: Use stress-relief structures and optimized curing profiles.
- Challenge: Fine-pitch RDL fabrication complexity.
- Solution: Employ advanced lithography and inspection techniques.
- Challenge: Ensuring reliability under mechanical stress.
- Solution: Implement robust underfill materials and perform rigorous mechanical testing.
Example: Huawei Kirin 990 Fan-Out Package
Huawei’s Kirin 990 SoC leverages fan-out packaging to integrate multiple chiplets with high-density interconnects, enabling a compact design that fits within the slim chassis of flagship smartphones while maintaining excellent performance and thermal characteristics.
Summary
Fan-Out Packaging is a transformative technology for mobile devices, balancing the demands for thin form factors, high performance, and reliability. By following best practices in design, material selection, and testing, package engineers and manufacturing leads can successfully implement fan-out solutions that meet the rigorous requirements of modern mobile electronics.
8.3 Automotive Electronics: Reliability-Focused Packaging Solutions
Automotive electronics demand packaging solutions that prioritize reliability, durability, and long-term performance under harsh environmental conditions. The automotive sector faces unique challenges such as wide temperature ranges, mechanical vibrations, humidity, and exposure to chemicals. This section explores the best practices, design considerations, and real-world examples of reliability-focused semiconductor packaging tailored for automotive applications.
Key Reliability Challenges in Automotive Packaging
- Thermal Cycling: Frequent and extreme temperature changes can cause material fatigue and delamination.
- Mechanical Stress: Vibrations and shocks from vehicle operation induce mechanical stress on solder joints and substrates.
- Moisture and Corrosion: Exposure to humidity and chemicals can degrade packaging materials.
- Long Lifecycle Requirements: Automotive components often require 10+ years of reliable operation.
Mind Map: Reliability Challenges and Packaging Solutions in Automotive Electronics
Best Practices for Reliability-Focused Packaging
-
Material Selection:
- Use automotive-grade substrates such as BT resin or polyimide with proven thermal and mechanical stability.
- Employ high-reliability solder alloys like SAC305 optimized for automotive temperature cycles.
-
Underfill Application:
- Apply underfill between the die and substrate to reduce stress on solder bumps caused by thermal expansion mismatch.
- Example: Underfill in flip-chip packages used in automotive radar modules significantly improves mechanical robustness.
-
Encapsulation and Sealing:
- Utilize epoxy molding compounds with low moisture absorption.
- Implement hermetic or near-hermetic sealing for sensors exposed to harsh environments.
-
Thermal Management:
- Integrate thermal vias and heat spreaders to dissipate heat efficiently.
- Example: Powertrain control units use copper-invar-copper (CIC) substrates to manage heat while maintaining mechanical stability.
-
Testing and Validation:
- Conduct rigorous thermal cycling, vibration, and humidity testing per AEC-Q100 standards.
- Use accelerated aging tests to predict long-term reliability.
Example: Flip-Chip Package for Automotive Radar
- Context: Automotive radar requires high-frequency operation and robust packaging to withstand vibrations and temperature extremes.
- Solution: Flip-chip packaging with underfill and a ceramic substrate.
- Outcome: Enhanced mechanical strength, improved signal integrity, and extended lifecycle.
Mind Map: Automotive Radar Packaging Solution
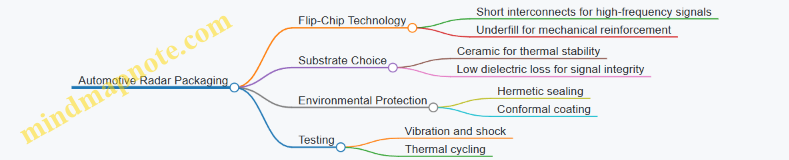
Example: Powertrain Control Module (PCM) Packaging
- Context: PCM operates in high-temperature engine compartments.
- Solution: Use of high-Tg organic substrates with integrated heat spreaders and robust encapsulation.
- Outcome: Reliable operation over wide temperature ranges and improved thermal dissipation.
Summary
Reliability-focused packaging solutions in automotive electronics require a holistic approach combining material science, mechanical design, and rigorous testing. By leveraging advanced underfill materials, robust substrates, and protective encapsulation, package engineers can ensure long-term durability in demanding automotive environments. Collaboration between design, manufacturing, and test teams is critical to achieving these goals.
For package engineers, manufacturing leads, and test engineers, understanding and implementing these reliability-focused packaging strategies is essential to meet the stringent requirements of the automotive industry.
8.4 AI and Machine Learning Accelerators: Heterogeneous Integration Approaches
Artificial Intelligence (AI) and Machine Learning (ML) accelerators have become pivotal in driving the next wave of computing performance. These accelerators require highly specialized semiconductor packaging solutions to meet stringent demands for power efficiency, performance, and form factor. Heterogeneous integration offers a powerful approach to combine diverse technologies—logic, memory, analog, and specialized accelerators—into a single package, unlocking new levels of system capability.
Why Heterogeneous Integration for AI/ML Accelerators?
- Performance: AI workloads demand massive parallelism and high bandwidth memory access.
- Power Efficiency: Tight integration reduces interconnect length, lowering power consumption.
- Flexibility: Enables mixing of different process nodes and specialized IP blocks.
- Form Factor: Compact packages are critical for edge AI devices and mobile applications.
Key Heterogeneous Integration Architectures for AI/ML
Best Practice: Leveraging 2.5D Integration with Silicon Interposers
Example:
NVIDIA’s Volta and Ampere GPUs utilize 2.5D integration with silicon interposers to connect multiple GPU cores with High Bandwidth Memory (HBM). This approach enables ultra-high memory bandwidth critical for AI workloads.
- Practice: Use silicon interposers to achieve dense, high-speed interconnects between logic and memory dies.
- Benefit: Reduces latency and power consumption compared to traditional PCB-level connections.
3D Stacking: Unlocking Vertical Integration
3D stacking uses Through-Silicon Vias (TSVs) to vertically connect multiple dies, enabling:
- Increased integration density
- Shorter interconnect paths
- Enhanced performance and energy efficiency
Example:
Samsung’s HBM2 memory stacks employ 3D TSVs to provide large memory capacity in a small footprint, paired with AI processors for high throughput.
Best Practice: Carefully design thermal management strategies as 3D stacks generate significant heat in a confined space.
Chiplet-Based Architectures for AI/ML
Chiplets are modular IP blocks fabricated separately and integrated into a package to form a complete system.
- Advantages: Flexibility in mixing process nodes, faster time-to-market, and improved yield.
Example:
AMD’s EPYC processors use chiplet designs to combine multiple CPU cores with IO dies, enabling scalable AI workloads.
Best Practice: Adopt standardized high-speed interfaces (e.g., UCIe) to ensure seamless chiplet communication.
System-in-Package (SiP) for Edge AI Applications
SiP integrates heterogeneous components such as AI processors, memory, power management, and sensors into a compact module.
Example:
Google’s Edge TPU modules combine AI accelerators with memory and power management ICs in a SiP format for low-power edge inference.
Best Practice: Design for testability and modularity to facilitate debugging and upgrades.
Mind Map: Integration Challenges and Solutions
Example Workflow: Designing an AI Accelerator Package with Heterogeneous Integration
- Requirement Analysis: Define performance, power, and size targets.
- Architecture Selection: Choose between 2.5D, 3D, chiplet, or SiP based on application.
- Material and Substrate Selection: Optimize for thermal and electrical properties.
- Thermal Simulation: Early-stage modeling to ensure cooling strategies.
- Interconnect Design: Define high-speed interfaces and layout.
- Prototype and Test: Validate electrical, thermal, and mechanical performance.
- Manufacturing Optimization: Implement inline inspection and yield improvement techniques.
Summary
Heterogeneous integration is a cornerstone technology enabling the next generation of AI and ML accelerators. By combining diverse dies and components into compact, high-performance packages, engineers can meet the demanding requirements of AI workloads. Best practices such as early thermal simulation, standardized interfaces for chiplets, and modular SiP design help ensure successful implementation.
For package engineers, manufacturing leads, and test engineers, understanding these approaches and integrating best practices into workflows is essential to drive innovation and maintain competitiveness in the rapidly evolving AI semiconductor landscape.
8.5 Best Practice: Cross-Disciplinary Collaboration for Successful Package Implementation
In the rapidly evolving field of semiconductor packaging and heterogeneous integration, successful implementation hinges on effective cross-disciplinary collaboration. Packaging engineers, manufacturing leads, test engineers, design teams, materials scientists, and supply chain managers must work in concert to address complex challenges and optimize outcomes.
Why Cross-Disciplinary Collaboration Matters
- Complexity of Modern Packages: Advanced packages such as 3D stacked dies, SiP, and fan-out wafer-level packaging require expertise from multiple domains.
- Integration of Diverse Technologies: Combining logic, memory, sensors, and RF components demands coordinated design and manufacturing strategies.
- Risk Mitigation: Early identification of potential issues through collaborative reviews reduces costly re-spins and yield losses.
- Accelerated Time-to-Market: Streamlined communication and joint problem-solving speed up development cycles.
Key Stakeholders and Their Roles
Collaboration Framework: Mind Map
Practical Examples of Cross-Disciplinary Collaboration
-
Example: Implementing a 3D Stacked Memory Package
- Scenario: Packaging engineers design a 3D stacked DRAM package.
- Collaboration: Early involvement of test engineers to define test access points and DFT features ensures testability.
- Outcome: Manufacturing leads provide feedback on assembly challenges, prompting design tweaks to improve yield.
- Result: The package achieves high reliability with optimized test coverage and reduced production defects.
-
Example: Fan-Out Wafer-Level Packaging for Mobile Devices
- Scenario: Design and manufacturing teams collaborate to meet thin form factor and thermal constraints.
- Collaboration: Materials scientists recommend novel underfill materials; test engineers develop thermal cycling test plans.
- Outcome: Supply chain managers coordinate sourcing of new materials, avoiding delays.
- Result: Successful launch of a high-performance, reliable mobile package on schedule.
-
Example: Heterogeneous Integration for AI Accelerators
- Scenario: Multiple chiplets from different technology nodes are integrated.
- Collaboration: Design teams and packaging engineers jointly optimize interconnect layouts; test engineers create complex multi-die test strategies.
- Outcome: Manufacturing leads implement inline metrology to monitor critical dimensions.
- Result: High yield and performance with minimized signal integrity issues.
Best Practices for Enabling Cross-Disciplinary Collaboration
- Establish Clear Communication Channels: Use collaborative platforms like Confluence, Jira, or Microsoft Teams to centralize information.
- Schedule Regular Cross-Functional Meetings: Weekly or bi-weekly sync-ups to discuss progress, challenges, and next steps.
- Define Shared Goals and KPIs: Align all teams on quality, yield, cost, and schedule targets.
- Encourage Early Involvement: Engage all relevant disciplines from the concept phase to anticipate challenges.
- Promote Knowledge Sharing: Host workshops and training sessions to build mutual understanding of different domains.
- Implement Collaborative Tools: Use integrated CAD environments and PLM systems to facilitate design and process transparency.
Summary
Cross-disciplinary collaboration is not just a recommended practice but a critical success factor in next-generation semiconductor packaging and heterogeneous integration. By fostering open communication, joint problem-solving, and shared accountability, teams can overcome the multifaceted challenges of advanced packaging technologies, leading to higher quality products, reduced time-to-market, and improved innovation.
For package engineers, manufacturing leads, and test engineers, embracing collaboration across disciplines will empower your teams to deliver cutting-edge semiconductor solutions that meet the demands of tomorrow’s electronics.
9. Future Trends and Innovations in Semiconductor Packaging
9.1 Integration of Photonics and Electronics
The integration of photonics and electronics represents a transformative frontier in semiconductor packaging, enabling unprecedented data transfer speeds, reduced power consumption, and enhanced system functionalities. This convergence is critical for applications such as high-performance computing, telecommunications, and data centers.
What is Photonics-Electronics Integration?
Photonics involves the generation, manipulation, and detection of light (photons), whereas electronics deals with electrical signals (electrons). Integrating these two domains on a single platform allows for optical communication within and between chips, overcoming the bandwidth and latency limitations of traditional electrical interconnects.
Key Benefits of Photonics-Electronics Integration
- High Bandwidth: Optical signals can carry more data at higher speeds compared to electrical signals.
- Low Latency: Reduced signal delay improves system responsiveness.
- Energy Efficiency: Optical interconnects consume less power, especially over longer distances.
- Electromagnetic Immunity: Optical signals are immune to electromagnetic interference, improving signal integrity.
Mind Map: Core Components of Photonics-Electronics Integration
Integration Techniques Explained
-
Monolithic Integration: Photonic and electronic devices are fabricated on the same semiconductor substrate (e.g., silicon photonics). This approach offers compactness and high performance but requires complex fabrication processes.
-
Hybrid Integration: Separate photonic and electronic chips are fabricated independently and then integrated using advanced packaging techniques such as flip-chip bonding or wafer bonding.
-
Heterogeneous Integration: Combines different materials and device types into a single package, leveraging the strengths of each technology (e.g., III-V materials for lasers integrated on silicon electronics).
Best Practice: Ensuring Precise Optical Alignment
Example: In hybrid integration, precise alignment between optical waveguides on the photonic chip and fiber arrays or electronic drivers is critical. Using active alignment techniques during packaging, where feedback from optical signals guides the positioning, ensures minimal insertion loss and optimal performance.
Packaging Challenges and Solutions
-
Thermal Management: Photonic devices such as lasers are sensitive to temperature fluctuations. Integrating efficient heat sinks and thermal interface materials helps maintain stability.
-
Mechanical Stability: Vibration and mechanical stress can misalign optical components. Robust mechanical design and compliant interposers mitigate these risks.
-
Signal Integrity: Minimizing optical losses and electrical crosstalk requires careful layout and shielding.
Example: Silicon Photonics in Data Centers
Leading cloud service providers are adopting silicon photonics modules that integrate lasers, modulators, and photodetectors with CMOS electronics. These modules enable high-speed optical links between servers, reducing latency and power consumption compared to traditional copper cables.
Mind Map: Packaging Considerations for Photonics-Electronics Integration
Example: Hybrid Integration for AI Accelerators
AI accelerators require massive data movement with minimal latency. A hybrid integrated package combining photonic interposers and electronic compute dies enables ultra-fast optical communication channels within the package. This approach improves throughput and reduces power consumption compared to purely electronic interconnects.
Summary
Integrating photonics and electronics in semiconductor packaging is a key enabler for next-generation high-speed, energy-efficient systems. By understanding the integration techniques, packaging challenges, and best practices such as precise optical alignment and thermal management, package engineers and manufacturing leads can successfully implement these advanced solutions.
For further reading, consider exploring silicon photonics foundries, advanced flip-chip bonding techniques, and thermal simulation tools specialized for photonic-electronic packages.
9.2 Quantum Computing Packaging Challenges and Solutions
Quantum computing represents a paradigm shift in computational capability, leveraging quantum bits (qubits) that operate under principles of superposition and entanglement. Packaging for quantum computing devices is uniquely challenging due to the extreme sensitivity of qubits and the demanding operational environment.
Key Challenges in Quantum Computing Packaging
-
Cryogenic Operation Requirements
- Qubits often require temperatures near absolute zero (millikelvin range) to maintain coherence.
- Packaging materials and interconnects must perform reliably at cryogenic temperatures.
-
Signal Integrity and Noise Minimization
- Quantum signals are extremely fragile; electromagnetic interference (EMI) and crosstalk must be minimized.
- Shielding and isolation strategies are critical.
-
Thermal Management
- Heat dissipation must be controlled without disturbing the cryogenic environment.
-
Mechanical Stability and Vibration Isolation
- Vibrations can cause decoherence; packaging must provide mechanical damping.
-
Scalability and Integration Density
- Packaging must support scaling from a few qubits to thousands or millions while maintaining performance.
-
Material Compatibility
- Materials must have low magnetic susceptibility and minimal dielectric losses.
Mind Map: Quantum Computing Packaging Challenges
Solutions and Best Practices
Cryogenic-Compatible Materials and Processes
- Use superconducting materials (e.g., niobium, aluminum) for interconnects to reduce resistance at low temperatures.
- Employ cryo-compatible dielectrics with stable permittivity.
- Example: IBM’s quantum processors utilize niobium-based superconducting circuits integrated on silicon substrates with specialized cryo-packaging.
Advanced Shielding Techniques
- Incorporate multi-layer magnetic shielding using mu-metal and superconducting shields to protect qubits from external magnetic fields.
- Design package enclosures with RF-tight seals.
- Example: Google’s Sycamore chip packaging includes nested magnetic shields to maintain qubit coherence.
Thermal Management Strategies
- Use thermal anchoring points to dissipate heat from control electronics without warming the qubit environment.
- Implement low-thermal-conductivity supports to isolate the cold stage.
- Example: Dilution refrigerators with multi-stage thermalization points are integrated into the package design.
Mechanical Isolation and Vibration Control
- Utilize vibration-damping mounts and suspension systems within the packaging assembly.
- Design rigid but low-mass structures to minimize mechanical resonances.
- Example: Quantum hardware platforms often employ pneumatic vibration isolation tables combined with internal damping materials.
High-Density, Low-Loss Interconnects
- Use superconducting through-silicon vias (TSVs) and flip-chip bonding optimized for cryogenic operation.
- Develop multi-layer interposers with impedance-matched transmission lines.
- Example: Intel’s Horse Ridge cryo-control chip integrates classical control electronics close to qubits using advanced packaging.
Modular and Scalable Package Architectures
- Adopt chiplet-based heterogeneous integration to facilitate scaling.
- Design standardized interconnect interfaces for modular qubit arrays.
- Example: Modular quantum processors with tiled qubit arrays connected via high-speed cryo-interposers.
Mind Map: Quantum Computing Packaging Solutions
Example: Packaging IBM Quantum Processors
IBM’s quantum processors operate at ~15 millikelvin inside dilution refrigerators. Their packaging approach includes:
- Superconducting niobium circuits fabricated on silicon substrates.
- Multi-layer cryogenic interposers enabling dense wiring.
- Magnetic shielding with multiple layers to suppress external fields.
- Thermal anchoring points to maintain temperature gradients.
- Flip-chip bonding techniques to integrate control electronics close to qubits.
This integrated packaging approach ensures qubit coherence, signal integrity, and scalability.
Summary
Packaging for quantum computing demands a holistic approach that addresses cryogenic compatibility, signal integrity, thermal and mechanical management, and scalability. By adopting superconducting materials, advanced shielding, and modular architectures, package engineers can enable the next generation of quantum devices.
Best Practice Highlight
Early Collaboration Between Package Engineers and Quantum Physicists:
Understanding the quantum device physics is critical to tailor packaging solutions that preserve qubit coherence and performance. Collaborative design sessions and iterative prototyping are essential to align packaging strategies with quantum hardware requirements.
9.3 AI-Driven Design and Manufacturing Optimization
Artificial Intelligence (AI) is revolutionizing semiconductor packaging by enabling smarter, faster, and more efficient design and manufacturing processes. AI-driven tools help package engineers and manufacturing leads optimize complex workflows, reduce defects, and accelerate time-to-market.
Key Areas Where AI Impacts Packaging and Manufacturing
AI in Design Optimization
AI algorithms, especially machine learning (ML) and deep learning (DL), analyze vast datasets from simulations and previous designs to generate optimized package layouts. For example, generative design tools can propose novel interconnect topologies that balance signal integrity and thermal dissipation.
Example: A package engineer uses an AI-driven tool to optimize bump placement in a 3D stacked IC. The AI evaluates thousands of configurations to minimize crosstalk and thermal hotspots, resulting in a design that improves signal integrity by 15% and reduces hotspot temperature by 10°C compared to manual design.
AI in Process Control and Manufacturing
AI-powered sensors and cameras monitor the manufacturing line in real-time, detecting anomalies such as misalignment or contamination early to reduce scrap rates.
Example: A manufacturing lead implements a computer vision system trained on thousands of wafer images to detect micro-cracks during wafer thinning. The system flags defects with 98% accuracy, enabling immediate corrective action and improving yield by 8%.
Additionally, predictive maintenance models analyze equipment sensor data to forecast failures before they occur, minimizing downtime.
AI for Quality Assurance and Testing
AI accelerates testing by predicting which devices are likely to fail based on historical test data and process parameters, allowing targeted testing and reducing test time.
Example: A test engineer uses an AI model to predict failure modes in heterogeneous integration packages. By focusing tests on high-risk areas, test time is reduced by 20% without compromising quality.
Computer vision systems also automate visual inspection of solder joints and underfill quality, improving consistency and reducing human error.
Mind Map: AI-Driven Optimization Workflow
Practical Tips and Best Practices
- Start Small: Begin AI integration with pilot projects focusing on high-impact areas such as defect detection or thermal simulation.
- Data Quality: Ensure high-quality, labeled datasets for training AI models to improve accuracy.
- Cross-Functional Collaboration: Involve design, manufacturing, and test teams early to align AI solutions with real-world challenges.
- Continuous Monitoring: Regularly evaluate AI model performance and update with new data to maintain effectiveness.
Summary
AI-driven design and manufacturing optimization is a transformative approach that empowers semiconductor packaging professionals to tackle complexity, improve yields, and innovate faster. By leveraging AI tools for design automation, process control, and quality assurance, package engineers, manufacturing leads, and test engineers can achieve next-generation packaging goals with greater confidence and efficiency.
9.4 Standardization and Ecosystem Development
In the rapidly evolving field of next-generation semiconductor packaging and heterogeneous integration, standardization and ecosystem development play a pivotal role in ensuring interoperability, scalability, and accelerated innovation. This section explores the importance of standardization, key organizations driving these efforts, and how ecosystem collaboration benefits package engineers, manufacturing leads, and test engineers.
Why Standardization Matters
- Interoperability: Enables seamless integration of components from different vendors, reducing design complexity.
- Cost Reduction: Streamlines manufacturing and testing processes, lowering overall costs.
- Faster Time-to-Market: Standardized interfaces and processes shorten development cycles.
- Quality and Reliability: Consistent standards ensure robust and reliable packaging solutions.
Example:
Consider a multi-vendor System-in-Package (SiP) design where chiplets from different suppliers are integrated. Without standardized electrical and mechanical interfaces, integration challenges increase, leading to delays and higher costs. Adopting standards such as the Open Compute Project’s (OCP) Open Domain-Specific Architecture (ODSA) chiplet standards can mitigate these issues.
Key Standardization Bodies and Initiatives
- JEDEC: Develops standards for semiconductor engineering, including memory packaging and interposers.
- SEMATECH: Focuses on collaborative R&D and standards for advanced packaging.
- Open Compute Project (OCP): Drives open standards for chiplet integration and heterogeneous systems.
- The Heterogeneous Integration Roadmap (HIR): Provides a framework for packaging and integration technologies.
- IPC: Develops standards for electronics manufacturing and assembly.
Ecosystem Development: Building Collaborative Networks
Creating a thriving ecosystem involves collaboration among foundries, OSATs (Outsourced Semiconductor Assembly and Test), IP providers, EDA tool vendors, and end customers.
Benefits:
- Shared knowledge and best practices
- Access to validated design kits and reference flows
- Joint development of test methodologies
- Accelerated qualification and certification processes
Example:
The A*STAR Institute in Singapore partners with global semiconductor companies to develop standardized test flows for 3D IC packages, enabling faster adoption and reducing risk.
Mind Map: Standardization and Ecosystem Development in Semiconductor Packaging
Best Practices for Package Engineers and Manufacturing Leads
-
Engage Early with Standards Organizations: Participate in working groups to influence and stay updated on evolving standards.
-
Adopt Reference Design Kits (RDKs): Utilize vendor-provided RDKs that comply with industry standards to reduce design risks.
-
Collaborate Across the Supply Chain: Establish communication channels between design, manufacturing, and test teams to align on standards and expectations.
-
Implement Standardized Test Methodologies: Use agreed-upon test protocols to ensure consistent validation across heterogeneous components.
-
Leverage Ecosystem Tools and Platforms: Employ EDA tools and cloud-based collaboration platforms that support standardized workflows.
Example:
A manufacturing lead at a semiconductor OSAT adopts JEDEC-compliant test standards and collaborates with their foundry and EDA tool vendor to implement an automated test flow, resulting in a 20% reduction in test cycle time and improved yield consistency.
Summary
Standardization and ecosystem development form the backbone of successful next-generation semiconductor packaging and heterogeneous integration. By embracing industry standards and fostering collaborative ecosystems, engineers and manufacturing leads can drive innovation, reduce costs, and ensure high-quality, reliable products in a complex, multi-vendor environment.
9.5 Best Practice: Preparing for Future Technologies Through Flexible Design Frameworks
As semiconductor packaging and heterogeneous integration rapidly evolve, preparing for future technologies requires adopting flexible design frameworks. These frameworks enable package engineers, manufacturing leads, and test engineers to adapt designs quickly, incorporate emerging materials and processes, and optimize for performance, cost, and reliability.
Why Flexible Design Frameworks Matter
- Rapid Technology Evolution: Packaging technologies like 3D stacking, chiplets, and photonics integration are advancing fast.
- Cross-Disciplinary Collaboration: Flexible frameworks facilitate communication between design, manufacturing, and test teams.
- Scalability: They support scaling from prototype to mass production without major redesigns.
- Risk Mitigation: Early adaptability reduces costly rework and improves time-to-market.
Core Components of a Flexible Design Framework
Mind Map: Core Components of Flexible Design Framework
Example 1: Modular Chiplet-Based Package Design
A company designing a heterogeneous integration package for AI accelerators adopts a modular architecture where different chiplets (memory, logic, analog) are designed with standardized interposer interfaces. This enables swapping or upgrading individual chiplets without redesigning the entire package.
- Benefit: Faster integration of new chiplet generations.
- Practice: Use parametric design files allowing dimension and pin count adjustments.
Mind Map: Modular Chiplet-Based Package Design
Example 2: Thermal-Aware Flexible Framework
In 3D stacked packages, thermal management is critical. A flexible design framework integrates early-stage thermal simulation tools that allow engineers to iterate on heat spreader materials, TSV placement, and package thickness.
- Benefit: Early identification of hotspots and mitigation strategies.
- Practice: Parametrically link thermal simulation results to mechanical stress models.
Mind Map: Thermal-Aware Flexible Framework
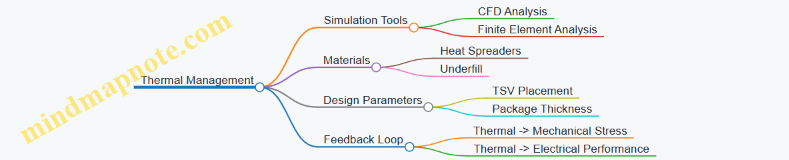
Example 3: Design for Testability in Flexible Frameworks
For complex heterogeneous packages, integrating DFT features such as BIST and test access mechanisms early in the design enables more efficient validation and fault isolation.
- Benefit: Reduced test time and improved yield.
- Practice: Maintain a modular test architecture that can be updated as package complexity grows.
Mind Map: DFT in Flexible Design Framework
Implementation Tips
- Adopt Standardized Interfaces: Use industry standards (e.g., UCIe for chiplets) to ensure interoperability.
- Leverage EDA Tools Supporting Parametric and Modular Design: Tools that allow easy modification of design parameters accelerate iteration.
- Integrate Cross-Domain Simulations: Combine electrical, thermal, and mechanical simulations early to identify trade-offs.
- Maintain Comprehensive Documentation: Version control and clear documentation enable smooth transitions between design iterations.
- Foster Cross-Functional Collaboration: Encourage early involvement of manufacturing and test teams in design decisions.
Summary
Preparing for future semiconductor packaging technologies demands flexible design frameworks that are modular, parametric, and test-friendly. By embedding best practices such as early simulation integration, standardized interfaces, and modular test architectures, teams can accelerate innovation, reduce risk, and improve product quality.
For package engineers, manufacturing leads, and test engineers, adopting these frameworks is a strategic investment to stay ahead in the fast-evolving semiconductor landscape.
10. Summary and Recommendations for Package Engineers and Manufacturing Leads
10.1 Recap of Key Technologies and Practices
In this section, we revisit the essential technologies and best practices that define next-generation semiconductor packaging and heterogeneous integration. This recap serves as a quick reference for package engineers, manufacturing leads, and test engineers to consolidate their understanding and apply these insights effectively.
Mind Map: Key Technologies in Next-Generation Packaging
Mind Map: Best Practices Overview
Detailed Recap with Examples
1. Advanced Packaging Techniques:
- Fan-Out Wafer-Level Packaging (FOWLP) enables thinner, high-density packages ideal for mobile devices. For example, a smartphone manufacturer reduced package thickness by 30% while improving I/O density by adopting FOWLP.
- 2.5D and 3D Packaging allow integration of multiple dies with high bandwidth interconnects. A high-performance computing company used 2.5D interposers to integrate logic and high-bandwidth memory, achieving significant performance gains.
2. Heterogeneous Integration:
- Combining different chip technologies (e.g., logic, memory, RF) in a single package improves functionality and reduces footprint. For instance, an IoT device integrated sensors, processors, and power management ICs in a SiP, simplifying assembly and enhancing reliability.
3. Material Selection:
- Choosing substrates and underfills that balance thermal conductivity and mechanical stress is critical. A best practice example includes selecting a silicon interposer for high-frequency applications due to its superior electrical properties.
4. Thermal and Mechanical Management:
- Early-stage thermal simulation helped a design team identify hotspots and optimize heat spreaders, preventing costly redesigns later in the process.
5. Testing and Validation:
- Implementing Built-In Self-Test (BIST) in complex heterogeneous packages enabled faster fault detection and reduced test time by 25% in a production environment.
6. Manufacturing Best Practices:
- Inline metrology was introduced in a wafer-level packaging line, leading to a 15% yield improvement by early detection of process deviations.
7. Cross-Functional Collaboration:
- Successful package implementation often requires collaboration between design, manufacturing, and test teams. A leading semiconductor firm formed cross-disciplinary teams to accelerate time-to-market and improve package reliability.
Summary
This recap highlights that mastering next-generation semiconductor packaging requires a holistic approach: integrating advanced technologies with sound design, material, manufacturing, and testing practices. Leveraging these insights with real-world examples empowers professionals to innovate and optimize in this rapidly evolving field.
10.2 Strategic Planning for Next-Generation Packaging Adoption
Adopting next-generation semiconductor packaging technologies requires a well-structured strategic plan that aligns technical capabilities with business goals. This section explores key elements of strategic planning, supported by illustrative mind maps and practical examples to guide package engineers, manufacturing leads, and test engineers.
Key Elements of Strategic Planning
- Technology Assessment: Evaluate emerging packaging technologies such as 2.5D/3D integration, fan-out wafer-level packaging (FOWLP), and heterogeneous integration.
- Capability Gap Analysis: Identify gaps in current manufacturing, design, and testing capabilities.
- Resource Allocation: Plan investments in equipment, talent, and R&D.
- Cross-Functional Collaboration: Foster communication between design, manufacturing, and testing teams.
- Risk Management: Anticipate technical, supply chain, and market risks.
- Roadmap Development: Define milestones and timelines for technology adoption.
Mind Map: Strategic Planning Framework
Example 1: Implementing Fan-Out Wafer-Level Packaging (FOWLP) in a Mid-Size Fab
Scenario: A mid-size semiconductor fab aims to adopt FOWLP to support thinner, higher-performance mobile device chips.
Steps Taken:
- Technology Assessment: Conducted benchmarking against industry leaders and identified FOWLP as a key growth area.
- Capability Gap Analysis: Found gaps in wafer handling equipment and lack of skilled process engineers.
- Resource Allocation: Invested in new wafer-level packaging tools and initiated training programs.
- Cross-Functional Collaboration: Established a task force including package engineers, manufacturing leads, and test engineers to oversee pilot runs.
- Risk Management: Developed contingency plans for yield loss during ramp-up.
- Roadmap Development: Set a 12-month timeline for pilot production and a 24-month timeline for full production.
Outcome: Successful pilot runs with yield improvements after iterative process tuning, enabling competitive product launches.
Mind Map: Capability Gap Analysis Example
Best Practice: Iterative Roadmap with Feedback Loops
Develop your strategic roadmap with iterative cycles that incorporate feedback from pilot projects and early production runs. This approach allows for agile adjustments to technology choices, process parameters, and resource deployment.
Example 2: Roadmap Iteration for 3D Packaging Adoption
- Initial Plan: Adopt 3D stacking with through-silicon vias (TSVs) within 18 months.
- Pilot Feedback: Yield challenges identified in TSV formation.
- Adjustment: Extended pilot phase by 6 months, invested in new TSV inspection equipment, and enhanced training.
- Result: Improved yields and on-time production ramp.
Mind Map: Risk Management in Packaging Adoption
Summary
Strategic planning for next-generation packaging adoption is a multi-dimensional process that requires thorough technology evaluation, honest capability assessment, and proactive risk management. By leveraging structured frameworks and iterative roadmaps, semiconductor teams can successfully transition to advanced packaging technologies, delivering competitive advantages and meeting evolving market demands.
10.3 Building Cross-Functional Teams for Packaging Success
In the rapidly evolving field of next-generation semiconductor packaging and heterogeneous integration, the complexity of projects demands a collaborative approach. Building cross-functional teams that bring together diverse expertise is essential for delivering innovative, reliable, and manufacturable packaging solutions. This section explores the key aspects of forming and managing such teams, supported by practical examples and mind maps to visualize the collaboration framework.
Why Cross-Functional Teams Matter
- Complexity of Packaging Technologies: Advanced packaging involves design, materials science, thermal management, manufacturing, and testing, requiring input from multiple disciplines.
- Faster Time-to-Market: Collaborative teams can identify and resolve issues early, accelerating development cycles.
- Improved Quality and Reliability: Diverse perspectives help anticipate challenges and optimize solutions.
Key Roles in a Cross-Functional Packaging Team
Best Practices for Building and Managing Cross-Functional Teams
-
Define Clear Roles and Responsibilities
- Example: Assign a lead for thermal management who coordinates with both design and manufacturing to ensure heat dissipation strategies are feasible.
-
Establish Open Communication Channels
- Use collaborative platforms (e.g., Slack, MS Teams) for real-time updates.
- Schedule regular cross-discipline meetings to discuss progress and challenges.
-
Encourage Early Involvement of All Stakeholders
- Involve test engineers during the design phase to embed testability features.
- Material scientists collaborate with manufacturing early to select process-compatible materials.
-
Implement Integrated Project Management Tools
- Use tools like Jira or Asana to track tasks across teams.
-
Promote Knowledge Sharing and Continuous Learning
- Host workshops and training sessions on emerging packaging technologies.
Example: Cross-Functional Team in a 3D Stacked Memory Project
-
Scenario: Developing a 3D stacked DRAM package with high thermal density and tight mechanical tolerances.
-
Team Composition:
- Package Design Engineers create the physical layout.
- Thermal Engineers run simulations to predict hotspots.
- Material Scientists select underfill and substrate materials to optimize heat conduction.
- Manufacturing Leads develop assembly processes ensuring minimal warpage.
- Test Engineers design test protocols for inter-die connectivity.
- Quality Assurance monitors yield and failure modes.
-
Outcome: Early collaboration led to the identification of a potential thermal bottleneck, prompting a redesign of the heat spreader before costly prototyping.
Mind Map: Workflow of a Cross-Functional Packaging Project
Tips for Manufacturing Leads and Package Engineers
- Foster a culture of collaboration rather than siloed expertise.
- Encourage team members to understand the basics of other disciplines to improve communication.
- Use prototyping and pilot runs as opportunities for cross-team learning.
- Recognize and celebrate team successes to build morale.
By embracing cross-functional teamwork, semiconductor packaging projects can achieve higher innovation levels, better quality, and faster delivery, ultimately driving success in the competitive electronics manufacturing landscape.
10.4 Continuous Learning and Skill Development
In the rapidly evolving field of semiconductor packaging and heterogeneous integration, continuous learning and skill development are essential for package engineers, manufacturing leads, and test engineers to stay competitive and effective. This section explores strategies, resources, and practical examples to foster ongoing professional growth.
Why Continuous Learning Matters
- Technology Evolution: Packaging technologies such as 3D stacking, fan-out wafer-level packaging, and heterogeneous integration are advancing quickly.
- Complexity Increase: Designs are becoming more complex, requiring multidisciplinary knowledge.
- Quality and Yield Demands: Higher standards necessitate updated skills in testing and manufacturing.
Key Areas for Skill Development
- Advanced Packaging Techniques: Understanding new architectures like 2.5D/3D, SiP, and chiplets.
- Materials Science: Learning about novel substrates, underfills, and encapsulants.
- Thermal and Mechanical Simulation: Using tools to predict package behavior.
- Test Methodologies: Mastering electrical, thermal, and mechanical testing.
- Data Analytics & Automation: Leveraging AI and machine learning for process optimization.
Mind Map: Core Competencies for Next-Gen Packaging Professionals
Practical Examples of Continuous Learning
-
Online Courses and Certifications:
- Example: Enrolling in specialized courses on platforms like Coursera or edX for topics such as “Advanced Semiconductor Packaging” or “Thermal Management in Electronics.”
-
Industry Workshops and Conferences:
- Example: Attending the IEEE Electronic Components and Technology Conference (ECTC) to learn about the latest packaging innovations.
-
Cross-Disciplinary Training:
- Example: A package engineer collaborating with materials scientists to understand new substrate materials, enhancing design decisions.
-
On-the-Job Learning:
- Example: Participating in pilot production runs of new packaging processes and analyzing yield data to identify improvement areas.
-
Mentorship Programs:
- Example: Senior engineers mentoring junior staff on best practices in heterogeneous integration design.
Mind Map: Continuous Learning Strategies
Tips for Effective Skill Development
- Set Clear Learning Goals: Define what skills or knowledge areas to focus on based on current and future job demands.
- Allocate Regular Time: Dedicate weekly time slots for learning activities.
- Leverage Company Resources: Use internal training programs and knowledge bases.
- Engage in Communities: Join semiconductor packaging forums and LinkedIn groups.
- Document Learnings: Maintain a personal knowledge repository or blog.
Example: Implementing a Learning Plan for a Test Engineer
- Goal: Master built-in self-test (BIST) techniques for heterogeneous integration packages.
- Actions:
- Enroll in an online course on BIST fundamentals.
- Attend a webinar by a leading test equipment vendor.
- Collaborate with design engineers to understand BIST implementation.
- Participate in testing pilot runs and analyze results.
- Present findings in a team knowledge-sharing session.
By embedding continuous learning into daily routines and organizational culture, semiconductor packaging professionals can ensure they remain at the forefront of technology, driving innovation and maintaining high-quality manufacturing standards.
10.5 Best Practice: Leveraging Industry Partnerships and Consortia for Innovation
In the rapidly evolving field of semiconductor packaging and heterogeneous integration, no single company can master all the emerging technologies alone. Leveraging industry partnerships and joining consortia can accelerate innovation, reduce development risks, and enable access to cutting-edge research, shared resources, and standardization efforts.
Why Industry Partnerships and Consortia Matter
- Shared Expertise: Collaborate with experts from different domains such as materials science, design, manufacturing, and testing.
- Resource Pooling: Access to expensive equipment, testing facilities, and specialized software.
- Standardization: Influence and adopt industry standards that improve interoperability and reduce time-to-market.
- Risk Mitigation: Share development costs and reduce uncertainties in adopting new technologies.
- Market Access: Gain insights into market trends and customer needs through a broader network.
Key Benefits for Package Engineers and Manufacturing Leads
- Accelerated learning curve on novel packaging techniques.
- Early access to prototype technologies and pilot lines.
- Opportunities to co-develop solutions tailored to specific applications.
- Enhanced credibility and visibility in the semiconductor ecosystem.
Mind Map: Leveraging Industry Partnerships and Consortia
Examples of Successful Industry Consortia in Semiconductor Packaging
-
The Open Compute Project (OCP)
- Focuses on open hardware designs including advanced packaging for data centers.
- Example: Collaborative development of high-density, energy-efficient server packages.
-
The Semiconductor Research Corporation (SRC)
- Brings academia, industry, and government together to fund research in semiconductor technologies.
- Example: Joint projects on 3D integration and heterogeneous system packaging.
-
JEDEC Solid State Technology Association
- Develops widely adopted standards for memory and packaging.
- Example: Standardization of 3D TSV (Through Silicon Via) packaging techniques.
-
The Heterogeneous Integration Roadmap Consortium
- Focuses on advancing heterogeneous integration technologies through collaborative research.
- Example: Sharing best practices on thermal management and interconnect reliability.
Practical Steps to Leverage Partnerships Effectively
-
Identify Relevant Consortia and Partners
- Align with groups focused on your technology roadmap.
- Example: A package engineer working on fan-out wafer-level packaging (FOWLP) might join the Fan-Out Wafer-Level Packaging Consortium.
-
Engage Actively
- Participate in working groups, technical committees, and workshops.
- Share your challenges and successes to foster mutual learning.
-
Contribute Intellectual Property (IP) Thoughtfully
- Balance openness with protection of proprietary innovations.
- Use licensing agreements to enable collaboration while safeguarding assets.
-
Leverage Shared Resources
- Utilize shared testbeds and pilot lines to validate new packaging designs.
- Example: A manufacturing lead uses a consortium’s advanced metrology lab to improve yield.
-
Promote Cross-Disciplinary Collaboration
- Connect packaging engineers with design, materials, and test teams across organizations.
- Example: Joint workshops to solve signal integrity issues in heterogeneous packages.
Mind Map: Steps to Leverage Industry Partnerships
Real-World Example: Collaborative Development of 3D Packaging Solutions
A leading semiconductor manufacturer partnered with a materials supplier and a university research center through a consortium focused on 3D packaging. The collaboration enabled:
- Access to novel dielectric materials improving thermal dissipation.
- Shared pilot production lines to test wafer bonding techniques.
- Joint development of test protocols to ensure mechanical reliability.
This partnership reduced time-to-market by 30% and improved package reliability by 15%, showcasing the power of collaborative innovation.
Summary
For package engineers, manufacturing leads, and test engineers, leveraging industry partnerships and consortia is a strategic best practice that fosters innovation, accelerates development, and mitigates risks. By actively engaging in collaborative ecosystems, professionals can stay ahead of technology curves, access critical resources, and contribute to shaping the future of semiconductor packaging and heterogeneous integration.