Food Science and Advanced Food Processing Technologies
1. Fundamentals of Food Science
1.1 Composition of Foods: Macronutrients and Micronutrients
Food is made up of various components that serve different functions in the body. These components broadly fall into two categories: macronutrients and micronutrients. Understanding these is essential for food science, nutrition, and food processing.
Macronutrients
Macronutrients are the nutrients required by the body in large amounts. They provide energy and the building blocks for growth and maintenance.
-
Carbohydrates
- Primary energy source.
- Composed of carbon, hydrogen, and oxygen.
- Types include sugars (monosaccharides and disaccharides), starches (polysaccharides), and dietary fiber.
- Example: Glucose is a monosaccharide; sucrose (table sugar) is a disaccharide.
-
Proteins
- Made of amino acids.
- Essential for tissue repair, enzymes, hormones, and immune function.
- Complete proteins contain all essential amino acids (e.g., eggs, meat).
- Example: Whey protein in milk is a high-quality protein source.
-
Fats (Lipids)
- Concentrated energy source.
- Include triglycerides, phospholipids, and sterols.
- Fatty acids can be saturated, monounsaturated, or polyunsaturated.
- Example: Olive oil is rich in monounsaturated fats.
-
Water
- Often overlooked but vital macronutrient.
- Involved in metabolic reactions, temperature regulation, and nutrient transport.
- Makes up a large percentage of most foods.
Micronutrients
Micronutrients are nutrients needed in smaller amounts but are crucial for health, metabolism, and disease prevention.
-
Vitamins
- Organic compounds.
- Classified as fat-soluble (A, D, E, K) or water-soluble (B-complex, C).
- Play roles in energy metabolism, immune function, and antioxidant activity.
- Example: Vitamin C in citrus fruits aids collagen synthesis.
-
Minerals
- Inorganic elements.
- Include macro-minerals (calcium, potassium, magnesium) and trace minerals (iron, zinc, selenium).
- Important for bone health, oxygen transport, and enzyme function.
- Example: Iron in red meat is essential for hemoglobin formation.
Mind Map: Overview of Food Composition
Examples to Illustrate Macronutrients and Micronutrients
-
Example 1: Apple Composition
- Water: ~85%
- Carbohydrates: ~14% (mostly sugars and fiber)
- Protein: ~0.3%
- Fat: ~0.2%
- Vitamins: Vitamin C present
- Minerals: Small amounts of potassium
-
Example 2: Whole Milk Composition
- Water: ~87%
- Fat: ~3.5%
- Protein: ~3.3%
- Carbohydrates: ~4.8% (mainly lactose)
- Vitamins: A, D, B-complex
- Minerals: Calcium, phosphorus
-
Example 3: Lentils Composition
- Water: ~8%
- Protein: ~25%
- Carbohydrates: ~60% (starch and fiber)
- Fat: ~1%
- Vitamins: B-complex
- Minerals: Iron, magnesium, potassium
Mind Map: Nutrient Functions and Food Sources
Understanding the composition of foods helps in designing nutritional products and optimizing processing methods. For example, knowing that heat can degrade vitamin C informs processing choices for fruit juices. Similarly, recognizing that fats can oxidize guides packaging decisions. Each nutrient’s presence and stability influence food quality, safety, and nutritional value.
1.2 Physical and Chemical Properties of Food Components
Food components exhibit a range of physical and chemical properties that determine their behavior during processing, storage, and consumption. Understanding these properties helps food scientists manipulate texture, flavor, stability, and nutritional value.
Physical Properties
Physical properties relate to the observable and measurable characteristics of food without changing its chemical identity.
- State and Phase: Foods can be solids, liquids, gases, or combinations (e.g., emulsions). For example, butter is a solid fat at room temperature but melts to a liquid when heated.
- Density and Specific Gravity: These affect packaging and processing. For instance, the density of milk influences separation during centrifugation.
- Viscosity: The resistance to flow, important in sauces and syrups. Honey has a higher viscosity than water, affecting pourability.
- Texture: Includes hardness, cohesiveness, and elasticity. The chewiness of cooked meat versus the crispness of fresh vegetables illustrates different textural properties.
- Color and Appearance: Determined by pigments and surface characteristics. The green color of spinach comes from chlorophyll, which degrades during cooking.
- Water Activity (a_w): Measures free water available for microbial growth. Dried fruits have low water activity, which helps preserve them.
Chemical Properties
Chemical properties describe the composition and reactions of food molecules.
- pH and Acidity: pH affects flavor, microbial stability, and enzyme activity. Citrus fruits have low pH (acidic), which inhibits bacterial growth.
- Solubility: How well a component dissolves in water or fat. Sugar dissolves readily in water but not in oil.
- Maillard Reaction: A chemical reaction between amino acids and reducing sugars that browns food and creates flavor compounds, such as in toasted bread.
- Oxidation: Fat oxidation leads to rancidity, affecting flavor and safety. Antioxidants like vitamin E slow this process.
- Emulsification: The ability of molecules (like lecithin in egg yolk) to stabilize mixtures of oil and water.
Mind Map: Physical Properties of Food Components
Mind Map: Chemical Properties of Food Components
Examples
-
Viscosity in Practice: When making ketchup, controlling viscosity is key to ensure it pours easily but doesn’t run off the plate. Adjusting starch content or temperature changes viscosity.
-
pH Impact: Yogurt’s tartness comes from lactic acid produced by bacteria lowering the pH. This acidity also prevents spoilage.
-
Maillard Reaction Example: The golden crust on baked bread is a result of Maillard browning, which also creates complex flavor compounds.
-
Water Activity Control: Jerky is dried to reduce water activity, preventing microbial growth and extending shelf life.
-
Emulsification in Mayonnaise: Egg yolk contains lecithin, which stabilizes oil droplets in vinegar, creating a smooth, stable emulsion.
Understanding these physical and chemical properties allows food scientists to design processes that maintain quality, enhance nutrition, and ensure safety.
1.3 Food Biochemistry: Enzymes and Metabolic Pathways
Food biochemistry focuses on the chemical processes and substances that occur within food, especially those involving enzymes and metabolic pathways. Enzymes are biological catalysts that speed up chemical reactions without being consumed. They are essential in food processing, affecting texture, flavor, color, and nutritional value.
Enzymes in Food Biochemistry
Enzymes are proteins that lower the activation energy of biochemical reactions. Each enzyme is specific to a substrate and catalyzes a particular reaction. In food systems, enzymes can be naturally present or added intentionally.
- Examples of enzymes in food:
- Amylase: breaks down starch into sugars, important in bread making and brewing.
- Protease: breaks down proteins, used in tenderizing meat and cheese production.
- Lipase: breaks down fats, relevant in flavor development in dairy products.
- Pectinase: breaks down pectin, used in fruit juice clarification.
Enzyme Activity Factors
Enzyme activity depends on several factors:
- Temperature: Each enzyme has an optimal temperature. Too high, and the enzyme denatures; too low, and the reaction slows.
- pH: Enzymes have an optimal pH range. For example, pepsin works best in acidic environments.
- Substrate concentration: Increasing substrate concentration increases reaction rate until the enzyme becomes saturated.
- Inhibitors: Substances that reduce enzyme activity, either reversibly or irreversibly.
Mind Map: Enzymes in Food Processing
Metabolic Pathways Relevant to Food
Metabolic pathways are sequences of enzymatic reactions that transform molecules. In food biochemistry, understanding these pathways helps explain changes during processing and storage.
- Glycolysis: Breakdown of glucose to pyruvate, producing energy. Relevant in fermentation processes like yogurt and alcohol production.
- Fermentation: Anaerobic metabolism converting sugars into acids, gases, or alcohol. Examples include lactic acid fermentation in sauerkraut and alcoholic fermentation in beer.
- Lipolysis: Breakdown of lipids into glycerol and fatty acids, influencing flavor and rancidity.
- Maillard Reaction: Non-enzymatic browning involving amino acids and reducing sugars, important in baking and roasting.
Mind Map: Key Metabolic Pathways in Food
Practical Examples
- Bread Making: Amylase breaks down starch into maltose, which yeast ferments via glycolysis and fermentation pathways, producing carbon dioxide that makes the dough rise.
- Cheese Production: Proteases (rennet) coagulate milk proteins. Lipases contribute to flavor by breaking down fats during ripening.
- Fruit Juice Clarification: Pectinase breaks down pectin, reducing cloudiness and improving juice yield.
- Meat Tenderizing: Proteases degrade muscle proteins, softening the texture.
Enzyme Inactivation in Food Processing
Heat treatments like pasteurization often aim to inactivate enzymes that cause spoilage, such as polyphenol oxidase, which causes browning in cut fruits.
Summary
Enzymes and metabolic pathways are central to the biochemical changes in food. Controlling enzyme activity and understanding metabolic reactions allow food scientists to enhance quality, safety, and nutritional value.
1.4 Sensory Science: Taste, Aroma, Texture, and Appearance
Sensory science studies how humans perceive food through their senses. It focuses on four main attributes: taste, aroma, texture, and appearance. Each attribute plays a distinct role in how we experience food, influencing preference, acceptance, and overall eating satisfaction.
Taste
Taste is the sensation perceived by taste buds on the tongue. It is traditionally categorized into five basic tastes:
- Sweet: Signals energy-rich nutrients, often sugars.
- Sour: Indicates acidity, often from organic acids.
- Salty: Reflects presence of sodium and other minerals.
- Bitter: Often a warning for toxins but can be pleasurable in small amounts.
- Umami: The savory taste, linked to amino acids like glutamate.
Taste perception is influenced by concentration, temperature, and the presence of other tastes. For example, adding salt can suppress bitterness in chocolate, making it more palatable.
Mind Map: Taste
Example: When developing a low-sugar fruit juice, balancing sweetness with natural acidity can maintain flavor without adding artificial sweeteners.
Aroma
Aroma arises from volatile compounds detected by olfactory receptors in the nose. It contributes significantly to flavor perception since much of what we call ‘taste’ is actually aroma.
Aroma compounds vary widely depending on food type and processing. For instance, roasting coffee beans produces complex aromatic molecules that define coffee’s characteristic smell.
Mind Map: Aroma
Example: In bread making, fermentation produces alcohols and esters that contribute to the final aroma, influencing consumer preference.
Texture
Texture refers to the physical feel of food in the mouth, detected by mechanoreceptors. It includes attributes like hardness, crispness, chewiness, and creaminess.
Texture affects not only enjoyment but also perception of freshness and quality. For example, a crisp apple is often perceived as fresher than a mealy one.
Mind Map: Texture
Example: Yogurt texture can be modified by adjusting protein content and fermentation time to achieve a creamier mouthfeel preferred by consumers.
Appearance
Appearance includes color, shape, size, and surface characteristics. It is the first sensory cue and strongly influences expectations.
Color changes can indicate spoilage or processing effects. For example, browning in cut apples signals enzymatic oxidation.
Mind Map: Appearance
Example: Uniform color in chocolate bars signals consistent processing and quality, while uneven color might suggest poor tempering.
Integrating Sensory Attributes
Food developers often consider these sensory attributes together. For instance, a crisp apple (texture) with a sweet taste and fresh aroma (aroma) and bright red color (appearance) is likely to be preferred.
Mind Map: Sensory Integration
Example: In chocolate manufacturing, balancing bitterness (taste), cocoa aroma, smooth texture, and glossy appearance creates a product that appeals to consumers.
Understanding sensory science helps in designing food products that meet consumer expectations and maintain quality throughout processing and storage.
1.5 Nutritional Science: Understanding Dietary Requirements
Nutritional science focuses on how food components affect the body’s growth, maintenance, and overall health. Understanding dietary requirements means knowing what nutrients the body needs, in what amounts, and how these needs vary across different populations and life stages.
Key Nutrient Categories
- Macronutrients: Provide energy and structural components.
- Carbohydrates
- Proteins
- Fats
- Micronutrients: Essential in small amounts for metabolic functions.
- Vitamins
- Minerals
- Water: Vital for hydration and biochemical reactions.
Mind Map: Nutrient Categories and Functions
Dietary Reference Intakes (DRIs)
DRIs are a set of nutrient reference values used to plan and assess diets. They include:
- Recommended Dietary Allowance (RDA): Average daily intake sufficient for nearly all healthy individuals.
- Adequate Intake (AI): Established when RDA cannot be determined.
- Tolerable Upper Intake Level (UL): Maximum daily intake unlikely to cause adverse effects.
- Estimated Average Requirement (EAR): Intake estimated to meet the needs of 50% of individuals.
Example: Protein Requirements
For an average adult, the RDA for protein is about 0.8 grams per kilogram of body weight per day. For a 70 kg person, that’s 56 grams daily. Athletes or pregnant women may require more due to increased tissue repair or growth.
Mind Map: Factors Influencing Dietary Requirements
Nutrient Bioavailability and Interactions
Not all consumed nutrients are absorbed equally. Factors affecting bioavailability include:
- Food matrix and preparation methods
- Presence of enhancers (e.g., vitamin C enhances iron absorption)
- Presence of inhibitors (e.g., phytates reduce mineral absorption)
Practical Example: Iron Absorption
Iron exists in two forms in food: heme (from animal sources) and non-heme (plant sources). Heme iron is absorbed more efficiently. Consuming vitamin C-rich foods like citrus alongside plant-based iron sources can improve absorption.
Energy Balance and Metabolism
Energy intake must balance energy expenditure for weight maintenance. Excess intake leads to storage as fat; deficits cause weight loss. Basal metabolic rate (BMR), physical activity, and thermic effect of food contribute to total energy expenditure.
Mind Map: Components of Energy Expenditure
Example: Calculating Energy Needs
A moderately active 30-year-old woman weighing 60 kg might have a BMR of approximately 1400 kcal/day. Adding physical activity and thermic effect, her total energy expenditure could be around 2000 kcal/day.
Summary
Understanding dietary requirements involves recognizing the types and amounts of nutrients needed, how these vary by individual factors, and how nutrient interactions affect absorption and utilization. Applying this knowledge helps in designing nutritional products that meet specific needs while supporting health and safety.
1.6 Practical Example: Analyzing Nutrient Profiles in Common Foods
Understanding the nutrient profile of a food item means breaking down its components—carbohydrates, proteins, fats, vitamins, minerals, and water—and quantifying each. This process helps in assessing the food’s contribution to a balanced diet and its suitability for specific nutritional goals.
Step 1: Selecting Foods for Analysis
Choose a range of common foods representing different categories: fruits, vegetables, grains, dairy, and proteins. For example:
- Apple (fruit)
- Spinach (vegetable)
- Brown rice (grain)
- Milk (dairy)
- Chicken breast (protein)
Step 2: Identifying Key Nutrients
Focus on macronutrients and key micronutrients relevant to health:
- Macronutrients: Carbohydrates, Proteins, Fats
- Micronutrients: Vitamin C, Calcium, Iron, Vitamin A
Step 3: Collecting Data
Use laboratory analysis or reliable food composition databases to gather nutrient values per 100 grams of edible portion.
Step 4: Organizing Data
Create a nutrient profile table for each food. For example, the apple’s profile might look like this:
| Nutrient | Amount per 100g |
|---|---|
| Energy (kcal) | 52 |
| Carbohydrates | 14 g |
| Protein | 0.3 g |
| Fat | 0.2 g |
| Vitamin C | 4.6 mg |
| Calcium | 6 mg |
| Iron | 0.1 mg |
| Vitamin A | 54 IU |
Step 5: Visualizing Nutrient Profiles with Mind Maps
Mind maps help visualize the nutrient composition and relationships within a food item.
Mind Map: Apple Nutrient Profile
Mind Map: Spinach Nutrient Profile
Step 6: Comparing Nutrient Profiles
Comparisons highlight how different foods contribute to nutrition.
| Nutrient | Apple | Spinach | Brown Rice | Milk | Chicken Breast |
|---|---|---|---|---|---|
| Energy (kcal) | 52 | 23 | 111 | 42 | 165 |
| Carbohydrates | 14 g | 3.6 g | 23 g | 5 g | 0 g |
| Protein | 0.3 g | 2.9 g | 2.6 g | 3.4 g | 31 g |
| Fat | 0.2 g | 0.4 g | 0.9 g | 1 g | 3.6 g |
| Vitamin C | 4.6 mg | 28.1 mg | 0 mg | 0 mg | 0 mg |
| Calcium | 6 mg | 99 mg | 3 mg | 125 mg | 15 mg |
| Iron | 0.1 mg | 2.7 mg | 0.4 mg | 0 mg | 1 mg |
| Vitamin A | 54 IU | 469 IU | 0 IU | 500 IU | 13 IU |
Step 7: Interpreting the Data
- Energy: Chicken breast is energy-dense mainly due to protein content.
- Carbohydrates: Brown rice and apple are carbohydrate-rich; spinach and chicken are low.
- Protein: Chicken breast leads, followed by milk and spinach.
- Fat: Chicken breast has the highest fat content among these.
- Micronutrients: Spinach is a good source of Vitamin C, Calcium, Iron, and Vitamin A.
Step 8: Practical Applications
- Use nutrient profiles to tailor diets for specific needs, e.g., iron-rich foods for anemia.
- Food manufacturers can design fortified products by combining foods with complementary nutrients.
Additional Mind Map: Nutrient Categories Across Foods
This example shows how analyzing nutrient profiles provides a clear picture of what each food offers. It also demonstrates the value of combining foods to achieve balanced nutrition. Visual tools like mind maps make the data easier to grasp and communicate, especially when dealing with complex nutrient information.
2. Food Microbiology and Safety Principles
2.1 Microbial Ecology of Foods: Beneficial and Spoilage Microorganisms
Microorganisms are everywhere in food systems. They can be friends or foes depending on their type and activity. Understanding the microbial ecology of foods means recognizing which microbes contribute positively to food quality and safety, and which cause spoilage or pose health risks.
Types of Microorganisms in Foods
Microorganisms in foods mainly include bacteria, yeasts, molds, and viruses. Each group has members that can be beneficial, neutral, or harmful.
- Bacteria: Most abundant and diverse. Some ferment foods, others spoil them or cause disease.
- Yeasts: Important in fermentation and flavor development but can also spoil sugary foods.
- Molds: Key in cheese ripening and flavor, but some produce toxins.
- Viruses: Usually not involved in food processing but can cause foodborne illness.
Beneficial Microorganisms
Beneficial microbes are used intentionally or occur naturally to improve food safety, nutrition, and sensory qualities.
- Lactic Acid Bacteria (LAB): Used in yogurt, cheese, sauerkraut, and pickles. They ferment sugars into lactic acid, lowering pH and inhibiting pathogens.
- Propionibacteria: Important in Swiss cheese, producing carbon dioxide for holes and propionic acid for flavor.
- Yeasts: Saccharomyces cerevisiae is essential in bread and alcoholic beverage production.
- Molds: Penicillium species are used in blue cheese and Camembert for flavor and texture.
Spoilage Microorganisms
Spoilage microbes degrade food quality by producing off-flavors, slime, discoloration, or gas.
- Pseudomonas spp.: Common in refrigerated meats and dairy, causing slime and off-odors.
- Clostridium spp.: Anaerobic bacteria causing gas production and spoilage in canned foods.
- Yeasts and molds: Can spoil fruits, juices, and baked goods by fermenting sugars or growing on surfaces.
Microbial Interactions in Food
Microorganisms often interact, competing for nutrients or producing metabolites that inhibit or promote others. For example, LAB produce organic acids that suppress spoilage bacteria.
Mind Map: Microbial Ecology of Foods
Examples
-
Yogurt Production: Lactic acid bacteria ferment lactose into lactic acid, lowering pH and thickening milk. This process not only creates the desired texture and tangy flavor but also inhibits harmful bacteria.
-
Meat Spoilage: Pseudomonas species grow on refrigerated meat, producing enzymes that break down proteins and fats, resulting in slime formation and unpleasant odors.
-
Blue Cheese: Penicillium roqueforti mold grows inside the cheese, creating characteristic blue veins and contributing to its distinct flavor and aroma.
-
Fruit Juice Spoilage: Yeasts ferment sugars in fruit juices, causing unwanted gas and off-flavors, leading to product spoilage.
-
Sauerkraut Fermentation: LAB naturally present on cabbage ferment sugars to lactic acid, preserving the cabbage and developing its sour taste.
Understanding which microorganisms are present and their roles helps food scientists control processes, enhance product quality, and ensure safety. The balance between beneficial and spoilage microbes is a key factor in food manufacturing and storage.
2.2 Foodborne Pathogens and Their Control
Foodborne pathogens are microorganisms that cause illness when ingested through contaminated food. Understanding these pathogens, their characteristics, and how to control them is fundamental to food safety.
Common Foodborne Pathogens
- Bacteria: Salmonella, Listeria monocytogenes, Escherichia coli (E. coli), Clostridium perfringens, Campylobacter jejuni
- Viruses: Norovirus, Hepatitis A
- Parasites: Giardia lamblia, Trichinella spiralis
- Fungi: Certain molds producing mycotoxins
Each pathogen has unique growth conditions, reservoirs, and routes of contamination.
Mind Map: Major Foodborne Pathogens
Characteristics and Examples
-
Salmonella: Often found in raw poultry, eggs, and unpasteurized milk. Causes diarrhea, fever, and cramps. It grows best at 35–37°C but can survive refrigeration.
-
Listeria monocytogenes: Can grow at refrigeration temperatures, making it a concern in ready-to-eat foods like deli meats and soft cheeses. It can cause severe illness, especially in pregnant women.
-
E. coli (especially O157:H7): Found in undercooked ground beef and contaminated produce. Produces toxins causing severe gastrointestinal symptoms.
-
Norovirus: Highly contagious virus transmitted through contaminated food or surfaces, often linked to shellfish and ready-to-eat foods.
Mind Map: Control Measures for Foodborne Pathogens
Control Strategies Explained
-
Prevention: Contamination often starts at the source. Good Agricultural Practices reduce pathogen presence on raw materials. For example, washing hands and sanitizing equipment in processing facilities prevent cross-contamination.
-
Thermal Processing: Cooking food to adequate internal temperatures kills most pathogens. For instance, poultry should reach 74°C internally to ensure Salmonella destruction.
-
Non-Thermal Methods: High Pressure Processing (HPP) can inactivate pathogens in products like juices without heat, preserving freshness.
-
Storage: Keeping food at safe temperatures slows or stops pathogen growth. Refrigeration below 4°C inhibits Listeria growth, while freezing can halt most microbial activity.
-
Monitoring and Verification: Regular microbial testing and HACCP plans identify critical points where contamination can occur and ensure controls are effective.
Practical Example: Controlling Salmonella in Poultry Processing
- Source Control: Use suppliers with certified safe practices.
- Processing Controls: Implement rapid chilling after slaughter to reduce bacterial growth.
- Thermal Kill Step: Ensure cooking to 74°C internal temperature.
- Cross-Contamination Prevention: Separate raw and cooked product lines.
- Monitoring: Routine swabbing of surfaces and final products.
Mind Map: Salmonella Control in Poultry
Summary
Foodborne pathogens vary widely but share common control principles: prevent contamination, kill or inhibit growth, and verify safety. Applying these principles with clear procedures and monitoring reduces the risk of foodborne illness effectively.
2.3 Principles of Food Preservation: Microbial Inactivation and Inhibition
Food preservation aims to extend shelf life and maintain safety by controlling microbial growth. Microbial inactivation and inhibition are two core strategies. Inactivation kills or destroys microorganisms, while inhibition slows or stops their growth without necessarily killing them.
Microbial Inactivation
Microbial inactivation involves processes that reduce the number of viable microorganisms to safe levels. This is often achieved through physical or chemical means.
-
Thermal Processing: Heat treatments like pasteurization and sterilization denature microbial proteins and enzymes, leading to cell death.
- Example: Pasteurization of milk at 72°C for 15 seconds reduces pathogens without significantly affecting taste.
-
Irradiation: Exposure to ionizing radiation damages microbial DNA, preventing replication.
- Example: Irradiation of spices to eliminate microbial contamination while preserving flavor.
-
High Pressure Processing (HPP): Applying pressures up to 600 MPa disrupts cell membranes and proteins.
- Example: HPP used in ready-to-eat meats to inactivate Listeria monocytogenes.
-
Chemical Sanitizers: Agents like chlorine or peracetic acid inactivate microbes on surfaces or in wash water.
- Example: Chlorine washes in fresh produce processing reduce surface pathogens.
Microbial Inhibition
Inhibition focuses on creating conditions unfavorable for microbial growth, without necessarily killing microbes outright.
-
Low Temperature Storage: Refrigeration slows microbial metabolism.
- Example: Storing fresh vegetables at 4°C to delay spoilage.
-
Reduced Water Activity (a_w): Drying, salting, or adding sugar lowers available water, limiting microbial growth.
- Example: Jerky production involves drying meat to a_w below 0.85 to inhibit bacteria.
-
pH Control: Acidifying foods inhibits many pathogens.
- Example: Pickling cucumbers in vinegar lowers pH to around 3.5, preventing growth of spoilage microbes.
-
Modified Atmosphere Packaging (MAP): Altering oxygen and carbon dioxide levels inhibits aerobic microbes.
- Example: Packaging fresh-cut lettuce in low oxygen atmosphere to slow microbial spoilage.
-
Use of Preservatives: Adding compounds like sorbates or nitrates inhibits microbial metabolism.
- Example: Sodium benzoate in soft drinks prevents yeast growth.
Mind Map: Food Preservation Strategies
Mind Map: Thermal Processing Details
Practical Example: Pasteurization vs Sterilization
Pasteurization aims to reduce pathogenic microbes to safe levels without sterilizing the product, preserving flavor and nutrients. Milk pasteurized at 72°C for 15 seconds kills Coxiella burnetii, the most heat-resistant pathogen in milk, but leaves some spoilage microbes alive, limiting shelf life to about two weeks under refrigeration.
Sterilization, such as in canned foods, involves heating above 121°C for a set time to achieve commercial sterility. This kills all vegetative cells and spores, enabling shelf stability at room temperature for months or years. However, it can cause more nutrient loss and flavor changes.
Practical Example: Water Activity and Jerky Production
Jerky is made by drying meat to reduce water activity below 0.85, which inhibits most bacteria. Salt is often added to bind water and create an osmotic effect, further limiting microbial growth. This combination of drying and salting allows jerky to be stored safely without refrigeration.
Mind Map: Factors Affecting Microbial Growth
Summary
Food preservation through microbial inactivation and inhibition relies on understanding microbial physiology and environmental needs. Applying heat, pressure, chemicals, or altering storage conditions can either kill microbes or prevent their growth. Each method has trade-offs in terms of food quality, safety, and shelf life. Combining these strategies thoughtfully allows for safe, nutritious, and appealing food products.
2.4 Hazard Analysis and Critical Control Points (HACCP) System
Hazard Analysis and Critical Control Points, or HACCP, is a systematic approach to food safety that focuses on identifying, evaluating, and controlling hazards throughout the food production process. The goal is to prevent food safety problems before they occur rather than relying solely on end-product testing.
What is HACCP?
HACCP is a preventive system designed to ensure food safety by analyzing potential hazards and establishing control measures at critical points in the process. Hazards can be biological (like bacteria), chemical (such as pesticides), or physical (for example, metal fragments).
The Seven Principles of HACCP
The HACCP system is built on seven core principles, each serving a specific role in managing food safety risks:
- Conduct a hazard analysis
- Determine critical control points (CCPs)
- Establish critical limits for each CCP
- Establish monitoring procedures
- Establish corrective actions
- Establish verification procedures
- Establish record-keeping and documentation procedures
Mind Map: Overview of HACCP Principles
Step 1: Conducting a Hazard Analysis
This involves reviewing each step of the food production process to identify potential hazards. For example, in a juice processing facility, biological hazards might include microbial contamination during fruit washing, while chemical hazards could stem from pesticide residues.
Step 2: Determining Critical Control Points (CCPs)
CCPs are points in the process where control can be applied to prevent or eliminate a hazard. Using the juice example, pasteurization is a CCP because it kills harmful microorganisms.
Step 3: Establishing Critical Limits
Critical limits are measurable values that separate safe from unsafe conditions. For pasteurization, this might be heating the juice to 72°C for at least 15 seconds.
Step 4: Monitoring Procedures
Monitoring ensures that CCPs stay within critical limits. This could involve continuous temperature recording during pasteurization.
Step 5: Corrective Actions
If monitoring shows a deviation, corrective actions must be taken. For instance, if the pasteurizer temperature drops below 72°C, the batch might be rejected or reprocessed.
Step 6: Verification Procedures
Verification confirms that the HACCP system works as intended. This can include reviewing records, calibrating equipment, or microbiological testing.
Step 7: Record-Keeping and Documentation
Maintaining detailed records supports traceability and accountability. Documentation includes hazard analyses, CCP monitoring logs, corrective actions, and verification results.
Mind Map: Example of HACCP Applied to a Juice Processing Line
Practical Example: Applying HACCP in a Small Bakery
Consider a bakery producing bread. The hazard analysis might identify biological hazards like mold growth during storage and physical hazards such as metal shards from equipment.
- CCP 1: Baking temperature and time — must reach a temperature sufficient to kill pathogens (e.g., 95°C for 10 minutes).
- CCP 2: Metal detection before packaging — to catch any physical contaminants.
Critical limits are set accordingly, and monitoring involves checking oven temperatures and running the metal detector for every batch. If a batch fails the metal detection, it is removed from the production line, and the equipment is inspected.
Verification includes periodic microbial testing of bread samples and calibration of metal detectors. Records are kept for all monitoring and corrective actions.
Summary
HACCP is a structured approach that shifts food safety from reactive to proactive. By identifying hazards early and controlling them at critical points, it reduces the risk of unsafe food reaching consumers. The system’s strength lies in its clear principles, measurable limits, and thorough documentation, making it a cornerstone of modern food safety management.
2.5 Good Manufacturing Practices (GMP) in Food Industry
Good Manufacturing Practices (GMP) in the food industry are a set of guidelines designed to ensure that food products are consistently produced and controlled according to quality standards. GMP covers all aspects of production, from raw material sourcing to employee hygiene and equipment maintenance. The goal is to minimize risks such as contamination, mix-ups, and errors that could compromise food safety and quality.
Core Elements of GMP
-
Personnel Hygiene and Training: Employees must maintain personal cleanliness and be trained in food safety principles. For example, workers handling ready-to-eat foods should wear gloves and hairnets and know how to avoid cross-contamination.
-
Facility and Equipment Maintenance: Production areas should be designed for easy cleaning and maintained to prevent pest entry. Equipment must be regularly inspected and sanitized to avoid microbial buildup.
-
Raw Material Control: Ingredients should be sourced from approved suppliers and inspected upon receipt. For instance, checking for spoilage signs or verifying certificates of analysis helps prevent substandard inputs.
-
Process Control: Procedures must be documented and followed precisely. This includes controlling temperatures during cooking or storage to inhibit pathogen growth.
-
Sanitation and Pest Control: Cleaning schedules and pest monitoring programs reduce contamination risks. For example, daily floor cleaning and weekly pest trap inspections are common practices.
-
Documentation and Record-Keeping: Accurate records of production, cleaning, and inspections support traceability and accountability.
Mind Map: Good Manufacturing Practices Overview
Personnel Hygiene and Training
Employees are the first line of defense against contamination. A practical example is a bakery where staff must wash hands before handling dough and change gloves regularly. Training sessions might include recognizing symptoms of illness and proper use of protective clothing.
Facility and Equipment
A dairy processing plant might have smooth, non-porous floors and walls to facilitate cleaning. Equipment such as pasteurizers should have accessible parts for thorough sanitation. Regular maintenance schedules prevent equipment failure that could lead to contamination.
Raw Material Control
Consider a juice manufacturer receiving fruit from multiple farms. Each batch is inspected for freshness and tested for pesticide residues. Only suppliers meeting quality criteria are approved, reducing the risk of introducing contaminants.
Process Control
In meat processing, cooking temperatures are monitored continuously to ensure pathogens like Salmonella are destroyed. Deviations trigger corrective actions, such as reprocessing or discarding affected batches.
Sanitation and Pest Control
A snack food factory might implement a daily cleaning routine for production lines and install pest traps around the perimeter. Records of cleaning and pest control activities are reviewed regularly to identify trends or issues.
Documentation and Record-Keeping
Every batch produced is logged with details of raw materials, processing parameters, and personnel involved. This documentation supports investigations if a product recall becomes necessary.
Mind Map: GMP Implementation Steps
Practical Example: Implementing GMP in a Small-Scale Jam Production
- Personnel: Train workers on handwashing and glove use.
- Facility: Ensure the kitchen has separate areas for raw fruit washing and jam cooking.
- Raw Materials: Source fruit from trusted suppliers and inspect for spoilage.
- Process: Follow a documented recipe with temperature checks during cooking.
- Sanitation: Clean utensils and surfaces after each batch.
- Documentation: Record batch numbers, ingredient sources, and processing times.
This approach reduces contamination risks and improves product consistency.
In summary, GMP is a practical framework that integrates hygiene, facility design, raw material control, process management, sanitation, and documentation. Applying these principles with clear procedures and examples helps food businesses maintain safety and quality standards reliably.
2.6 Practical Example: Implementing HACCP in a Dairy Processing Plant
Implementing a Hazard Analysis and Critical Control Points (HACCP) system in a dairy processing plant involves a structured approach to identify, evaluate, and control food safety hazards. The goal is to ensure that the milk and dairy products leaving the plant are safe for consumption. This example walks through the key steps, supported by mind maps and concrete examples.
Step 1: Assemble the HACCP Team
A multidisciplinary team is essential. It typically includes a food safety specialist, quality control officer, production manager, microbiologist, and maintenance engineer. Each brings expertise to identify hazards and control points.
Step 2: Describe the Product and Its Intended Use
- Product: Pasteurized milk and yogurt
- Intended use: Direct consumption, including vulnerable groups like children and elderly
This description helps focus hazard identification on relevant risks.
Step 3: Construct a Flow Diagram of the Process
A clear flow diagram maps each step from raw milk reception to packaging.
Step 4: Conduct Hazard Analysis
Hazards are biological, chemical, or physical. For dairy, biological hazards like Listeria monocytogenes, Salmonella, and E. coli are primary concerns. Chemical hazards include cleaning agents residues; physical hazards include metal fragments.
Mind Map: Hazard Identification
Hazard Identification Mind Map
Example: Raw milk may contain Listeria from farm contamination. Pasteurization is critical to eliminate this hazard.
Step 5: Determine Critical Control Points (CCPs)
CCPs are steps where control can prevent or eliminate hazards.
Mind Map: CCP Determination
CCP Determination Mind Map
Example: Pasteurization at 72°C for 15 seconds is a CCP to eliminate pathogens.
Step 6: Establish Critical Limits for Each CCP
Critical limits are measurable criteria.
- CCP1 (Pasteurization): Minimum 72°C for 15 seconds
- CCP2 (Packaging): No leaks or seal defects
- CCP3 (Storage): Temperature below 4°C
Example: Temperature sensors monitor pasteurization; alarms trigger if limits are breached.
Step 7: Establish Monitoring Procedures
Monitoring ensures CCPs stay within limits.
- Continuous temperature recording during pasteurization
- Visual inspection and pressure testing of packaging seals
- Regular temperature logging in cold storage
Example: Operators check pasteurizer gauges every batch; automated systems record data.
Step 8: Establish Corrective Actions
When monitoring shows deviation, corrective actions are needed.
- If pasteurization temperature drops below 72°C, affected batch is rejected or reprocessed
- If packaging seal fails, product is removed and packaging equipment inspected
- If storage temperature rises above 4°C, investigate refrigeration system and hold products
Step 9: Establish Verification Procedures
Verification confirms HACCP system effectiveness.
- Periodic microbiological testing of finished products
- Calibration of temperature sensors
- Internal audits of monitoring records
Example: Monthly testing for Listeria confirms pasteurization and hygiene controls.
Step 10: Establish Documentation and Record Keeping
Records include hazard analyses, CCP monitoring logs, corrective actions, and verification results.
Example: Digital logs of pasteurization temperatures and packaging inspections are maintained for traceability.
Summary Mind Map: HACCP Implementation in Dairy Plant
HACCP Implementation Mind Map
Additional Concrete Examples
-
Monitoring Pasteurization: Using a time-temperature recorder that prints a graph after each batch helps operators verify compliance quickly.
-
Packaging Seal Testing: A vacuum test machine detects leaks by applying suction to sealed pouches; any loss of vacuum indicates a seal failure.
-
Cold Storage Monitoring: Installing remote temperature sensors with alerts sent to supervisors ensures prompt response to refrigeration failures.
Implementing HACCP in a dairy processing plant is a systematic process that integrates scientific understanding of hazards with practical controls. The examples and mind maps here provide a clear, stepwise approach to managing food safety risks effectively.
3. Food Processing Technologies: Thermal Methods
3.1 Pasteurization: Principles and Applications
Pasteurization is a heat treatment process aimed at reducing the microbial load in food and beverages to extend shelf life and ensure safety without significantly affecting taste or nutritional value. It is named after Louis Pasteur, who demonstrated that heating liquids could prevent spoilage caused by microorganisms.
Principles of Pasteurization
The core principle involves applying controlled heat to a product for a specific time to inactivate pathogenic and spoilage microorganisms. Pasteurization does not sterilize the product; instead, it targets harmful microbes while preserving the food’s sensory and nutritional qualities.
Key factors include:
- Temperature: Typically between 60°C and 85°C.
- Time: Ranges from a few seconds to several minutes depending on the method.
- Microbial Target: Primarily pathogens like Listeria monocytogenes, Salmonella, and Mycobacterium tuberculosis.
The balance between temperature and time is critical. Higher temperatures require shorter times and vice versa. This relationship is often expressed through the thermal death time (TDT) and D-value (decimal reduction time), which quantify the time needed to reduce a microbial population by 90% at a given temperature.
Common Pasteurization Methods
- Low-Temperature Long-Time (LTLT): Heating at 63°C for 30 minutes. Used mainly for milk and dairy products.
- High-Temperature Short-Time (HTST): Heating at 72°C for 15 seconds. The most common method for milk pasteurization.
- Ultra-High Temperature (UHT): Heating at 135–150°C for 2–5 seconds. Produces shelf-stable products but technically considered sterilization.
Mind Map: Pasteurization Overview
Applications of Pasteurization
Pasteurization is widely used in dairy, juices, beer, and other liquid foods. It ensures safety by inactivating pathogens and reduces spoilage organisms to prolong freshness.
- Milk: Pasteurization is mandatory in many countries to prevent diseases like tuberculosis and brucellosis. HTST is preferred for its efficiency and balance of quality retention.
- Fruit Juices: Heat treatment reduces microbial load while maintaining flavor. For example, orange juice is often pasteurized at 71.7°C for 15 seconds.
- Beer and Wine: Pasteurization stabilizes the product by inactivating yeast and bacteria without affecting taste.
Practical Example: Designing a Pasteurization Process for Fruit Juices
Suppose a manufacturer wants to pasteurize apple juice to ensure safety and shelf life. The target is to inactivate E. coli and Salmonella.
- Step 1: Identify thermal resistance of target microbes. For E. coli, D-value at 70°C is approximately 0.5 seconds.
- Step 2: Choose a pasteurization method. HTST at 71.7°C for 15 seconds is common.
- Step 3: Calculate microbial reduction. At 15 seconds, this achieves multiple log reductions, ensuring safety.
- Step 4: Validate sensory and nutritional quality post-treatment.
Mind Map: Designing Pasteurization for Fruit Juice
Effects on Nutritional and Sensory Properties
Pasteurization causes some nutrient loss, mainly heat-sensitive vitamins like vitamin C and some B vitamins. However, losses are generally minimal compared to sterilization. Sensory changes are subtle; for example, pasteurized milk retains its fresh taste, while juices may experience slight flavor changes.
Best Practices
- Monitor temperature and time precisely to avoid under- or over-processing.
- Use rapid heating and cooling to minimize quality degradation.
- Regularly validate microbial inactivation through testing.
- Consider product-specific adjustments; for example, juices with pulp may require different parameters.
Summary
Pasteurization is a cornerstone of food safety and preservation. By carefully balancing heat and time, it reduces harmful microbes while maintaining product quality. Understanding the thermal resistance of target organisms and selecting appropriate methods ensures effective and efficient processing.
3.2 Sterilization and Commercial Canning Techniques
Sterilization in food processing is the method of eliminating all forms of microbial life, including spores, to ensure food safety and extend shelf life. Commercial canning is a widely used sterilization technique where food is sealed in airtight containers and subjected to heat treatment to destroy microorganisms.
Principles of Sterilization
Sterilization relies primarily on heat to inactivate microorganisms. The key factors are temperature, time, and the nature of the food product. The goal is to apply sufficient heat to kill spores of Clostridium botulinum, the most heat-resistant pathogen of concern in canned foods.
- Thermal Death Time (TDT): The time required at a certain temperature to kill a specific microorganism.
- D-value: Time needed at a certain temperature to reduce the microbial population by 90%.
- Z-value: Temperature change needed to change the D-value by a factor of 10.
These parameters help design sterilization processes that balance safety and food quality.
Commercial Sterilization Process
Commercial sterilization aims to render food commercially sterile, meaning all pathogenic and spoilage microorganisms are destroyed or inactivated under normal storage conditions.
The process involves:
- Preparation: Cleaning, peeling, cutting, or blanching food as needed.
- Filling: Food is packed into cans or jars, leaving appropriate headspace.
- Sealing: Containers are hermetically sealed to prevent recontamination.
- Heating: Containers are heated in retorts (pressure vessels) at temperatures typically between 116°C and 130°C.
- Cooling: Rapid cooling to stop the cooking process and prevent overprocessing.
Types of Commercial Canning
- Water Bath Canning: Suitable for high-acid foods (pH < 4.6) like fruits and pickles. Uses boiling water (100°C) to destroy yeasts and molds.
- Pressure Canning: Required for low-acid foods (pH > 4.6) such as vegetables, meats, and dairy. Uses pressurized steam to achieve temperatures above 100°C.
Equipment Used
- Retorts: Large pressure vessels where sealed containers are heated.
- Continuous Rotary Retorts: For high-volume production, cans move through a heated chamber continuously.
- Batch Retorts: Containers are processed in batches.
Effects on Food Quality
Sterilization can cause changes in texture, flavor, and nutrient content. Overprocessing leads to nutrient loss and undesirable texture, while underprocessing risks safety.
Mind Map: Sterilization Process Overview
Mind Map: Commercial Canning Steps
Practical Example: Designing a Sterilization Process for Canned Green Beans
Green beans are low-acid vegetables requiring pressure canning. The process begins with washing and trimming. Beans are blanched to inactivate enzymes and packed into cans with brine. The cans are sealed and loaded into a retort.
Based on microbial data, the process is set to 121°C for 30 minutes to ensure a 12D reduction of Clostridium botulinum spores. After heating, cans are cooled rapidly to preserve texture.
This process balances safety with maintaining acceptable texture and color.
Common Challenges
- Underprocessing: Leads to spoilage and safety risks.
- Overprocessing: Causes nutrient degradation and poor texture.
- Container Integrity: Leaks or improper sealing can cause contamination.
Mind Map: Quality Considerations in Sterilization
Sterilization and commercial canning remain fundamental in industrial food manufacturing. Understanding the balance between microbial safety and food quality is essential for effective process design.
3.3 Blanching and Its Role in Food Quality Preservation
Blanching is a mild heat treatment applied to food, primarily fruits and vegetables, before further processing such as freezing, drying, or canning. The main goal is to inactivate enzymes that cause spoilage and quality deterioration. It also helps reduce microbial load and prepares the product for subsequent processing steps.
What Happens During Blanching?
Blanching typically involves immersing the food in hot water or exposing it to steam for a short time, usually between 30 seconds to a few minutes. The temperature ranges from 70°C to 100°C depending on the product and desired effect.
The process inactivates enzymes like polyphenol oxidase and peroxidase, which are responsible for undesirable changes such as browning, off-flavors, and texture loss. It also removes trapped air from plant tissues, which can improve packaging and reduce oxidation.
Types of Blanching
- Water Blanching: Food is submerged in hot water. It is effective but can cause nutrient leaching.
- Steam Blanching: Food is exposed to steam, reducing nutrient loss and water usage.
- Hot Air Blanching: Less common, uses hot air but is slower and less uniform.
Mind Map: Blanching Overview
Impact on Food Quality
Blanching preserves color by preventing enzymatic browning. For example, green beans retain their bright green color after blanching because chlorophyll degradation slows down. Texture is softened slightly, which can be beneficial for frozen vegetables to avoid toughness after freezing.
However, excessive blanching can cause nutrient loss, especially water-soluble vitamins like vitamin C and B-complex vitamins. Therefore, optimizing blanching time and temperature is crucial.
Practical Example: Blanching Green Beans
- Step 1: Immerse green beans in boiling water at 85°C for 3 minutes.
- Step 2: Immediately cool in ice water to stop cooking.
- Result: Enzymes are inactivated, color is preserved, and texture is tender but not mushy.
This example shows how controlling time and temperature balances enzyme inactivation and nutrient retention.
Mind Map: Effects of Blanching on Food Quality
Best Practices in Blanching
- Use precise temperature control to avoid over- or under-blanching.
- Choose steam blanching when nutrient retention is a priority.
- Rapid cooling after blanching is essential to halt enzyme activity.
- Monitor blanching time carefully; different vegetables require different durations.
Example: Comparing Water vs Steam Blanching of Carrots
- Water blanching at 90°C for 2 minutes results in some vitamin C loss due to leaching.
- Steam blanching at the same temperature and time retains more vitamin C and flavor.
This comparison highlights how method choice affects nutritional quality.
Mind Map: Blanching Best Practices
In summary, blanching is a critical step in food processing that helps maintain quality by controlling enzymatic activity and microbial load. Its effectiveness depends on selecting appropriate methods, times, and temperatures tailored to the specific food product.
3.4 Cooking Technologies: Baking, Roasting, and Frying
Cooking transforms raw ingredients into edible and often more digestible foods. Baking, roasting, and frying are three fundamental thermal methods widely used in food processing. Each method applies heat differently, affecting texture, flavor, nutritional content, and shelf life.
Baking
Baking uses dry heat in an enclosed environment, typically an oven, to cook food evenly. Heat transfers primarily through convection and radiation. Common baked goods include bread, cakes, pastries, and casseroles.
- Heat Transfer: Hot air circulates around the food, cooking from the outside inward.
- Moisture Loss: Baking causes evaporation of water, which can affect texture and shelf life.
- Maillard Reaction: Occurs at the surface, producing browning and complex flavors.
Example: Baking a loaf of bread involves mixing flour, water, yeast, and salt, then proofing and baking at around 180–220°C. The heat causes starch gelatinization and protein coagulation, setting the crumb structure. The crust forms through Maillard browning and moisture evaporation.
Mind Map: Baking Process
Roasting
Roasting is similar to baking but typically applies to meats, vegetables, and nuts. It uses dry heat at higher temperatures, often with direct exposure to heat sources or hot air.
- Heat Transfer: Primarily convection and radiation; sometimes conduction if food contacts a hot surface.
- Surface Browning: Enhanced Maillard reactions and caramelization develop flavor and color.
- Moisture Dynamics: Roasting reduces water content, concentrating flavors but risking dryness if overdone.
Example: Roasting a whole chicken at 180–200°C for about 1.5 hours cooks the meat evenly, browns the skin, and renders fat. The process involves protein denaturation and collagen breakdown, which tenderizes the meat.
Mind Map: Roasting Characteristics
Frying
Frying cooks food by immersing it in hot oil or fat, transferring heat rapidly through conduction and convection. It can be categorized into deep frying, shallow frying, and pan frying.
- Heat Transfer: Oil transfers heat faster than air, leading to rapid cooking and crust formation.
- Moisture Evaporation: Water inside the food vaporizes, creating steam that helps form a crispy outer layer.
- Oil Absorption: Some oil penetrates the food, affecting texture and caloric content.
- Chemical Changes: Maillard reactions and caramelization occur on the surface.
Example: Deep frying potato slices at 170–180°C produces French fries with a crispy exterior and soft interior. The starch gelatinizes inside while the surface browns due to Maillard reactions.
Mind Map: Frying Process
Comparative Notes
| Aspect | Baking | Roasting | Frying |
|---|---|---|---|
| Heat Medium | Hot air | Hot air / radiant heat | Hot oil |
| Typical Temperature | 160–220°C | 180–250°C | 160–190°C |
| Moisture Loss | Moderate | High | Rapid evaporation |
| Surface Browning | Maillard reaction | Maillard + caramelization | Maillard + caramelization |
| Texture Outcome | Soft crumb, crusty exterior | Tender inside, crisp skin | Crispy exterior, moist inside |
Practical Example: Designing a Baking Process for Cookies
- Goal: Achieve a crisp exterior with a chewy interior.
- Temperature: 175–190°C.
- Time: 8–12 minutes.
- Considerations: Sugar content influences browning; higher sugar increases Maillard reaction and caramelization.
- Outcome: Proper heat and time balance ensures moisture evaporation without over-drying.
This example highlights how controlling temperature and time affects texture and flavor.
In summary, baking, roasting, and frying each use heat differently to transform food. Understanding heat transfer modes, chemical reactions like Maillard browning, and moisture changes helps optimize product quality. Practical examples and mind maps clarify these processes and their effects on food characteristics.
3.5 Effects of Thermal Processing on Nutritional Quality
Thermal processing is a cornerstone of food preservation and safety, but it inevitably influences the nutritional profile of foods. Understanding these effects helps food scientists balance safety, shelf life, and nutrient retention.
Nutrient Sensitivity to Heat
Not all nutrients respond to heat in the same way. Some degrade quickly, while others are more stable. Here’s a mind map summarizing key nutrient groups and their heat sensitivity:
Vitamin Losses
Vitamin C is the most vulnerable nutrient during thermal processing. For example, boiling broccoli can reduce vitamin C content by up to 50%. The losses occur because vitamin C is water-soluble and heat-labile, so it leaches into cooking water and degrades.
B vitamins like thiamine and folate also degrade but to a lesser extent. For instance, thiamine can lose 20-30% during typical cooking processes.
Fat-soluble vitamins (A, D, E, K) are more resistant but can degrade with prolonged exposure to high heat, especially in the presence of oxygen.
Protein Changes
Heat causes proteins to denature, altering their structure. This process is usually beneficial for digestibility. However, excessive heating can trigger Maillard reactions, where amino acids react with reducing sugars, reducing the availability of essential amino acids like lysine.
Example: Overcooking meat can reduce lysine availability, impacting the protein quality.
Mineral Stability
Minerals such as calcium, iron, and zinc are stable under heat. The main cause of mineral loss is not degradation but leaching into cooking water. For example, boiling spinach can cause up to 30% mineral loss if the cooking water is discarded.
Practical Example: Cooking Methods and Nutrient Retention
| Cooking Method | Vitamin C Retention | Protein Quality | Mineral Retention |
|---|---|---|---|
| Boiling | Low (40-60%) | Good | Low (due to leaching) |
| Steaming | High (70-90%) | Good | High |
| Microwaving | High (80-90%) | Good | High |
| Frying | Moderate | Possible Maillard reaction |
Steaming preserves more vitamin C and minerals than boiling because it minimizes contact with water.
Mind Map: Thermal Processing Impact Summary
Example: Making Vegetable Soup
When making vegetable soup, boiling vegetables causes vitamin and mineral loss into the water. However, since the cooking water is consumed as broth, the nutrients are retained in the final dish. This contrasts with boiling vegetables and discarding the water, which results in nutrient loss.
Summary
Thermal processing affects nutrients differently. Water-soluble vitamins are most vulnerable, while minerals are stable but can be lost through leaching. Proteins undergo structural changes that can be beneficial or detrimental depending on the extent of heating. Choosing appropriate cooking methods and times can optimize nutrient retention without compromising safety.
3.6 Practical Example: Designing a Pasteurization Process for Fruit Juices
Pasteurization is a heat treatment process aimed at reducing microbial load to ensure safety and extend shelf life without significantly compromising nutritional and sensory qualities. Designing a pasteurization process for fruit juices involves balancing microbial inactivation, enzyme deactivation, and preservation of flavor and nutrients.
Key Considerations in Pasteurization Design
- Microbial Targets: Pathogens like Salmonella, E. coli, and spoilage organisms such as yeasts and molds.
- Thermal Sensitivity: Different microbes and enzymes have varying heat resistances.
- Juice Characteristics: pH, sugar content, turbidity, and viscosity affect heat transfer and microbial survival.
- Process Parameters: Temperature, holding time, and heating/cooling rates.
- Equipment Constraints: Type of pasteurizer (batch, continuous), heat exchangers, flow rates.
Mind Map: Factors Influencing Pasteurization Process Design
Step 1: Identify Microbial and Enzymatic Targets
Fruit juices typically harbor spoilage yeasts and molds, and occasionally pathogens. For example, E. coli O157:H7 can be present in unpasteurized apple juice. Enzymes like pectin methylesterase (PME) cause cloud loss and affect texture.
- Microbial Thermal Death Time: For E. coli, a common pasteurization target, a temperature of 71.7°C for 15 seconds (HTST) is effective.
- Enzyme Inactivation: PME requires higher temperatures or longer times, often balanced against quality loss.
Step 2: Determine Process Parameters
Using the thermal death time data, select a temperature-time combination that achieves a 5-log reduction of pathogens while minimizing nutrient degradation.
| Temperature (°C) | Holding Time (seconds) | Effectiveness |
|---|---|---|
| 63 | 30 | Low |
| 71.7 | 15 | Standard HTST |
| 85 | 5 | Higher enzyme inactivation |
Example: Pasteurizing orange juice at 71.7°C for 15 seconds balances microbial safety and quality.
Step 3: Choose Equipment and Process Type
- Batch Pasteurization: Juice is heated in a tank, held, then cooled. Simple but slower and less uniform heating.
- Continuous Pasteurization: Juice flows through heat exchangers, allowing precise control and higher throughput.
For industrial scale, continuous pasteurization with plate heat exchangers is common.
Step 4: Design Heat Exchange System
Heat exchangers transfer heat efficiently with minimal quality loss. Plate heat exchangers provide large surface area and rapid heating/cooling.
- Heating Section: Juice is preheated by incoming pasteurized juice (regeneration), then heated to pasteurization temperature.
- Holding Section: Juice is held at target temperature for required time.
- Cooling Section: Juice is cooled rapidly to prevent overprocessing.
Mind Map: Heat Exchange Process Flow
Step 5: Validate Process and Monitor Quality
- Microbial Testing: Confirm 5-log reduction of target pathogens.
- Enzyme Activity: Measure residual PME activity.
- Nutrient Analysis: Check vitamin C retention.
- Sensory Evaluation: Assess flavor, color, and aroma.
Example: After pasteurization, vitamin C retention in orange juice typically ranges from 70-90%, depending on temperature and time.
Step 6: Implement Control and Safety Measures
- Use temperature sensors and flow meters to ensure consistent processing.
- Install alarms for deviations.
- Maintain cleaning protocols to prevent contamination.
Example Scenario: Designing Pasteurization for Apple Juice
- Microbial Target: E. coli O157:H7
- pH: ~3.5 (acidic, which aids microbial control)
- Process: Continuous HTST pasteurization
- Parameters: 71.7°C for 15 seconds
- Equipment: Plate heat exchanger with regenerative heating
- Quality Checks: Vitamin C retention >80%, sensory panel confirms minimal flavor change
This example highlights how understanding microbial risks, juice properties, and equipment capabilities come together to design an effective pasteurization process that ensures safety and maintains quality.
4. Non-Thermal Food Processing Technologies
4.1 High Pressure Processing (HPP): Mechanisms and Applications
High Pressure Processing (HPP) is a non-thermal food preservation technique that uses extremely high pressure, typically between 100 and 600 MPa (megapascals), to inactivate microorganisms and enzymes in food. Unlike traditional heat treatments, HPP applies pressure uniformly and instantaneously, preserving the food’s sensory and nutritional qualities better.
How HPP Works
Pressure is transmitted through a liquid medium, usually water, surrounding the food product inside a sealed flexible container. This pressure is isostatic, meaning it acts equally in all directions, which prevents crushing or deformation of the food’s structure.
The main effects of HPP on microorganisms and enzymes include:
- Cell membrane disruption: High pressure alters the lipid bilayer, increasing permeability and causing leakage of cellular contents.
- Protein denaturation: Pressure changes the tertiary and quaternary structures of proteins, including enzymes, leading to loss of function.
- Inactivation of vegetative cells: Bacteria, yeasts, and molds are generally sensitive to pressure, though spores are more resistant.
Pressure does not break covalent bonds, so small molecules like vitamins, flavor compounds, and pigments remain largely intact.
Mind Map: Mechanisms of HPP
Equipment and Process Steps
- Packaging: Food is packed in flexible, water-resistant pouches or containers that can withstand pressure transmission.
- Loading: Packages are placed into a pressure vessel filled with water.
- Pressurization: The vessel is sealed and pressure is rapidly increased to the target level.
- Holding Time: Pressure is maintained for a specific duration, usually seconds to minutes.
- Depressurization: Pressure is released quickly.
- Unloading: Processed food is removed and stored.
The entire cycle typically lasts from 3 to 10 minutes.
Mind Map: HPP Process Flow
Applications of HPP
HPP is used across various food categories where maintaining fresh-like qualities is important.
- Ready-to-eat meals: Extends shelf life without altering texture or flavor.
- Juices and beverages: Inactivates pathogens and spoilage organisms while preserving vitamin C and fresh taste.
- Meat and seafood: Improves safety and shelf life without cooking.
- Dairy products: Used for products like guacamole or yogurt to reduce microbial load.
- Fruits and vegetables: Preserves color, texture, and nutrients better than thermal pasteurization.
Practical Example: HPP in Fresh Juice Production
A company producing cold-pressed orange juice wants to extend shelf life without heat pasteurization, which can degrade vitamin C and alter flavor. Using HPP at 600 MPa for 3 minutes inactivates spoilage bacteria and pathogens like Listeria monocytogenes while retaining the juice’s fresh taste and nutritional profile. The juice is packaged in flexible pouches that allow pressure transmission. After processing, the juice shelf life extends from 5 days to over 30 days under refrigeration.
Mind Map: HPP Applications
Limitations and Considerations
- Spore-forming bacteria: HPP alone may not inactivate spores; combining with mild heat or other hurdles is often necessary.
- Packaging constraints: Only flexible, water-transmissible packaging can be used.
- Cost: High initial investment and operational costs compared to conventional methods.
- Product texture: Some products may experience texture changes due to protein denaturation.
Practical Example: Combining HPP with Mild Heat for Meat Products
To control Clostridium botulinum spores in vacuum-packed cooked ham, HPP at 600 MPa is combined with a mild heat treatment at 50°C for 5 minutes. This hurdle approach achieves microbial safety while preserving the ham’s texture and flavor better than traditional sterilization.
In summary, HPP offers a way to extend shelf life and improve food safety without the downsides of heat processing. Its mechanism relies on pressure-induced microbial inactivation and enzyme denaturation, with minimal impact on small molecules responsible for food quality. The technology fits well in applications where fresh-like qualities are valued, though it requires careful consideration of packaging and microbial targets.
4.2 Pulsed Electric Fields (PEF) for Microbial Inactivation
Pulsed Electric Fields (PEF) is a non-thermal food processing technology that uses short bursts of high voltage electric pulses to inactivate microorganisms in food. The goal is to extend shelf life and improve safety while preserving the food’s fresh-like qualities, such as flavor, color, and nutrients, which can be compromised by heat treatments.
How PEF Works
PEF applies electric pulses typically ranging from 10 to 80 kV/cm for microseconds to milliseconds. These pulses create an electric field across the food matrix, which causes electroporation—formation of pores in microbial cell membranes. When the pores become large or numerous enough, the cell membrane loses integrity, leading to microbial inactivation.
The process generally involves:
- Placing the food product between two electrodes.
- Applying a series of high-voltage pulses.
- Controlling parameters such as pulse strength, duration, number, and treatment temperature.
Mind Map: Key Components of PEF Processing
Advantages of PEF
- Minimal heat generation preserves sensory and nutritional qualities.
- Rapid treatment times increase throughput.
- Energy-efficient compared to some thermal methods.
- Can be applied to liquid and semi-liquid foods.
Limitations
- Less effective on solid foods due to uneven electric field distribution.
- Requires foods to have sufficient electrical conductivity.
- Equipment cost and scale-up challenges.
Practical Example: PEF Treatment of Orange Juice
Orange juice is sensitive to heat, which can alter flavor and vitamin C content. Applying PEF at 35 kV/cm with 100 pulses of 2 microseconds each at 25°C can reduce microbial load by 5 log cycles. This achieves safety standards similar to pasteurization but retains more fresh flavor and vitamin C.
The juice is pumped through a treatment chamber with parallel plate electrodes. The electric field causes electroporation in spoilage bacteria and pathogens like Escherichia coli and Listeria monocytogenes. After treatment, the juice is cooled and packaged.
Mind Map: PEF Process Parameters for Orange Juice
Example: PEF in Milk Processing
Milk contains both Gram-positive and Gram-negative bacteria. PEF treatment at 30-40 kV/cm with short pulses can reduce microbial populations effectively without the cooked flavor sometimes introduced by pasteurization. However, the fat content and conductivity of milk require careful control of pulse parameters to ensure uniform treatment.
Mind Map: Factors Affecting PEF Efficiency
In summary, PEF offers a way to inactivate microbes with minimal heat, preserving food quality. Its success depends on balancing electric field strength, pulse characteristics, and food properties. Practical applications in juices and milk demonstrate its potential, though challenges remain for solid foods and large-scale implementation.
4.3 Ultrasound Processing: Enhancing Extraction and Preservation
Ultrasound processing uses sound waves at frequencies above 20 kHz, beyond human hearing, to affect food materials. The technology relies on mechanical vibrations that create microscopic bubbles in liquids, a phenomenon called cavitation. When these bubbles collapse, they generate localized high pressure and temperature spots, which can disrupt cell structures and enhance mass transfer. This makes ultrasound a useful tool in both extraction and preservation.
Principles of Ultrasound Processing
- Ultrasound frequencies typically range from 20 kHz to several MHz.
- Low-frequency ultrasound (20-100 kHz) is mainly used for physical disruption and extraction.
- High-frequency ultrasound (>1 MHz) is more common for analytical purposes.
- Cavitation is the key mechanism: bubble formation, growth, and implosion.
Mind Map: Ultrasound Processing Mechanisms
Enhancing Extraction with Ultrasound
Ultrasound improves extraction by breaking cell walls and increasing solvent penetration. This accelerates the release of intracellular compounds such as oils, flavors, pigments, and bioactive molecules.
-
Example 1: Extraction of Essential Oils from Citrus Peels Ultrasound-assisted extraction reduces time and solvent use compared to traditional steam distillation. The cavitation disrupts oil glands, releasing oils more efficiently.
-
Example 2: Recovery of Polyphenols from Grape Pomace Ultrasound enhances solvent contact with plant tissues, increasing yield and preserving antioxidant activity.
-
Example 3: Protein Extraction from Soybean Ultrasound breaks down protein aggregates and cell membranes, improving solubility and extraction rate.
Mind Map: Ultrasound-Assisted Extraction
Ultrasound in Food Preservation
Ultrasound can also extend shelf life by reducing microbial load and modifying enzyme activity without high temperatures.
-
Microbial Inactivation Cavitation damages microbial cell membranes, causing leakage of cell contents and death. It is often combined with mild heat or pressure for better effect.
-
Enzyme Inactivation Ultrasound can alter enzyme structure, slowing down spoilage reactions like browning or off-flavor development.
-
Example 4: Preservation of Fresh Juices Ultrasound treatment reduces spoilage microorganisms while maintaining fresh flavor and nutrients better than pasteurization.
-
Example 5: Shelf Life Extension of Fish Fillets Ultrasound combined with refrigeration slows microbial growth and enzymatic degradation.
Mind Map: Ultrasound in Food Preservation
Practical Considerations
- Ultrasound intensity, frequency, and treatment time must be optimized for each food matrix.
- Excessive ultrasound can damage food texture or cause off-flavors.
- Equipment design varies: probe-type systems deliver high intensity locally; bath-type systems provide uniform but lower intensity treatment.
- Scale-up from lab to industrial scale requires attention to energy distribution and process control.
Summary
Ultrasound processing offers a versatile approach to improving extraction efficiency and preserving food quality. By harnessing cavitation, it disrupts cells and microbes gently but effectively. The technology fits well into modern food manufacturing where reducing processing time and preserving nutritional and sensory qualities are priorities.
4.4 Cold Plasma Technology in Food Safety
Cold plasma technology uses partially ionized gases at near-room temperature to inactivate microorganisms on food surfaces and packaging materials. Unlike thermal methods, cold plasma operates without significant heat, preserving food quality while enhancing safety.
What is Cold Plasma?
Plasma is often called the fourth state of matter, consisting of ions, electrons, neutral particles, and reactive species. Cold plasma is generated by applying energy to a gas (like air, oxygen, or nitrogen), creating reactive oxygen and nitrogen species, UV photons, and charged particles. These components interact with microbial cells, damaging their membranes, DNA, and proteins, leading to inactivation.
Mind Map: Components and Effects of Cold Plasma
Generation Methods
Cold plasma can be generated by several methods. Dielectric Barrier Discharge (DBD) is common for treating food surfaces directly. Plasma jets allow targeted treatment, useful for irregular surfaces. Corona discharge is often used for air and packaging sterilization.
Microbial Inactivation Mechanisms
Reactive oxygen and nitrogen species oxidize lipids and proteins in microbial membranes, causing leakage and cell death. UV photons induce DNA damage, preventing replication. The combined effect ensures a broad-spectrum antimicrobial action, effective against bacteria, yeasts, molds, and viruses.
Practical Example: Surface Decontamination of Fresh Produce
Leafy greens like spinach are prone to microbial contamination. Washing reduces microbes but may not eliminate all pathogens. Applying cold plasma for a few minutes on spinach leaves can reduce surface bacteria by 3-5 log cycles without affecting texture or color. This treatment also reduces pesticide residues and extends shelf life.
Mind Map: Advantages and Limitations
Packaging Sterilization
Cold plasma can sterilize food packaging materials before filling, reducing contamination risk. For example, treating polyethylene terephthalate (PET) bottles with cold plasma improves surface wettability and sterilizes the surface, facilitating better adhesion of labels and reducing microbial load.
Biofilm Removal
Biofilms on food processing equipment harbor resistant microbes. Cold plasma disrupts biofilms by oxidizing the extracellular polymeric substances and killing embedded cells. This reduces cleaning time and chemical usage.
Practical Example: Cold Plasma in Meat Processing
Raw meat surfaces can harbor pathogens like Listeria monocytogenes. Cold plasma treatment of meat cuts for 2-3 minutes reduces Listeria counts significantly without cooking the meat or altering its sensory properties. This allows safer products with minimal processing.
Safety and Quality Considerations
Cold plasma treatments must be optimized to avoid oxidation of sensitive food components like lipids, which can lead to off-flavors. Treatment time, gas composition, and power settings are adjusted based on food type. Studies show no significant changes in vitamin content or texture when properly applied.
Mind Map: Cold Plasma Treatment Parameters
In summary, cold plasma technology offers a non-thermal, chemical-free method to improve food safety by reducing microbial contamination on surfaces and packaging. Its effectiveness depends on careful control of treatment parameters to balance microbial inactivation with preservation of food quality.
4.5 Irradiation: Types, Safety, and Regulatory Aspects
Food irradiation is a processing method that exposes food to ionizing radiation to achieve preservation, sterilization, or pest control. It’s a technique used worldwide, but it often raises questions about safety and regulation. This section breaks down the types of irradiation, safety considerations, and the regulatory framework governing its use.
Types of Food Irradiation
Food irradiation employs three main sources of ionizing radiation:
- Gamma Rays: Emitted from radioactive isotopes like Cobalt-60 or Cesium-137. Gamma rays have high penetration power, making them suitable for bulk or packaged foods.
- Electron Beams (E-beams): Streams of high-energy electrons generated by accelerators. E-beams have lower penetration depth compared to gamma rays but offer rapid processing times.
- X-rays: Produced by reflecting high-energy electrons off a target material. X-rays penetrate deeper than e-beams but require more energy to generate.
Each type has specific applications depending on the food product, desired effect, and processing scale.
Mind Map: Types of Food Irradiation
Applications of Food Irradiation
- Microbial Control: Reduces or eliminates pathogens and spoilage organisms.
- Insect Disinfestation: Controls pests in grains, fruits, and vegetables without chemical residues.
- Delay of Ripening and Sprouting: Extends shelf life of produce like potatoes and onions.
- Sterilization: Produces shelf-stable products, such as spices and dried herbs.
Safety Considerations
Irradiation does not make food radioactive. The energy levels used are insufficient to induce radioactivity in food components. The process can cause minor chemical changes, such as the formation of radiolytic products, but these are generally at levels comparable to other food processing methods like cooking or freezing.
Nutrient losses can occur, particularly with vitamins A, C, E, and some B vitamins, but these losses are often similar to or less than those caused by conventional processing. For example, irradiated strawberries retain most of their vitamin C content compared to heat-treated ones.
Mind Map: Safety Aspects of Food Irradiation
Regulatory Aspects
Food irradiation is regulated by national and international agencies to ensure safety and proper labeling. Key points include:
- Approved Food Types: Not all foods are approved for irradiation; common approvals include spices, dried vegetable seasonings, fresh fruits, and poultry.
- Dose Limits: Maximum absorbed doses are set depending on the food and purpose, typically ranging from 1 to 10 kGy (kilograys).
- Labeling Requirements: Foods treated with irradiation must be labeled with the Radura symbol and a statement such as “Treated with irradiation” or “Treated by ionizing radiation”.
- Facility Licensing: Irradiation facilities require certification and regular inspection to comply with safety standards.
Mind Map: Regulatory Framework
Practical Example: Irradiation of Spices
Spices are often irradiated to eliminate microbial contamination without affecting flavor or aroma significantly. For instance, black pepper can be treated with gamma rays at doses around 7 kGy to reduce bacterial load. This process replaces fumigation, which uses chemicals that may leave residues.
The irradiated spices retain their sensory qualities while achieving a safer product with extended shelf life. The labeling informs consumers, and the process complies with regulatory limits.
Summary
Food irradiation uses gamma rays, electron beams, or X-rays to improve safety and shelf life. It does not induce radioactivity and causes minimal nutrient loss. Regulatory bodies control its application through approved food lists, dose limits, labeling, and facility licensing. Practical uses, such as spice sterilization, demonstrate its effectiveness and safety when properly managed.
4.6 Practical Example: Using HPP to Extend Shelf Life of Ready-to-Eat Meals
High Pressure Processing (HPP) is a non-thermal preservation method that uses extremely high pressure (up to 600 MPa) to inactivate microorganisms and enzymes in food. This technique is particularly useful for ready-to-eat (RTE) meals, which require extended shelf life without compromising freshness or nutritional quality.
How HPP Works in RTE Meals
- Pressure Application: The packaged meal is placed in a pressure vessel filled with a liquid (usually water). Pressure is applied uniformly, crushing microorganisms and disrupting cellular functions.
- Minimal Heat: Since HPP relies on pressure rather than heat, it preserves heat-sensitive nutrients and sensory attributes.
- Packaging Compatibility: Flexible, water-resistant packaging is essential to withstand pressure without damage.
Key Benefits for RTE Meals
- Extends shelf life by reducing spoilage and pathogenic microbes.
- Maintains texture, flavor, and nutrient content better than thermal methods.
- Enables clean-label products by reducing or eliminating chemical preservatives.
Mind Map: HPP Process for Ready-to-Eat Meals
Step-by-Step Example: Applying HPP to a Chicken and Vegetable Meal
- Product Preparation: Cook chicken and vegetables, then assemble the meal with sauce.
- Packaging: Seal the meal in a flexible, high-barrier pouch under vacuum to prevent package collapse during pressure.
- HPP Treatment: Place packages in the HPP vessel. Apply 600 MPa pressure for 3 minutes at 10°C.
- Microbial Impact: Pressure disrupts bacterial cell membranes, inactivating pathogens like Listeria monocytogenes and spoilage organisms.
- Post-HPP Handling: Remove packages, inspect for integrity, and store at 4°C.
- Shelf Life Assessment: Microbial counts remain low for 30-45 days, compared to 7-10 days for untreated meals.
Mind Map: Microbial Inactivation by HPP
Practical Considerations
- Packaging Integrity: Packages must be flexible and leak-proof. Rigid containers are generally unsuitable.
- Food Matrix Effects: High-fat or high-protein content can protect microbes, requiring adjustments in pressure or time.
- Enzyme Activity: Some enzymes are pressure-resistant and may cause quality changes post-treatment; additional hurdles may be needed.
- Cost: HPP equipment is capital-intensive; cost-benefit analysis is necessary.
Example: Comparing Shelf Life and Quality
| Parameter | Conventional Thermal Processing | HPP Processing |
|---|---|---|
| Shelf Life | 7-10 days | 30-45 days |
| Nutrient Retention | Moderate to low | High |
| Texture and Flavor | Altered due to heat | Maintained |
| Use of Preservatives | Often required | Reduced or eliminated |
Summary
Using HPP for ready-to-eat meals allows manufacturers to extend shelf life significantly while preserving the sensory and nutritional quality of the product. The process relies on uniform pressure application, suitable packaging, and careful control of treatment parameters. While initial investment is high, the benefits in product quality and consumer appeal can justify the cost.
This example illustrates how integrating HPP into RTE meal production can be a practical and effective strategy for food processors aiming to deliver fresher, safer products with longer shelf life.
5. Food Engineering and Unit Operations
5.1 Size Reduction and Mixing Technologies
Size reduction and mixing are foundational operations in food processing. They influence texture, flavor release, shelf life, and even the efficiency of downstream processes. Understanding the principles and equipment involved helps optimize product quality and manufacturing efficiency.
Size Reduction
Size reduction refers to breaking down large food particles into smaller ones. This can be done by cutting, grinding, crushing, or milling. The choice of method depends on the food’s physical properties, desired particle size, and the intended application.
Objectives of Size Reduction:
- Increase surface area for better heat or mass transfer
- Facilitate mixing and homogenization
- Improve texture and mouthfeel
- Enable extraction of nutrients or flavors
Common Equipment and Techniques:
- Cutting machines: Knives, slicers, and dicing equipment for uniform particle sizes in vegetables or meats.
- Grinding mills: Hammer mills, roller mills, and ball mills, used for grains, spices, and dry ingredients.
- Crushing: Used for fruits or nuts to break down cell structures.
- Homogenizers: Reduce particle size in liquids to create stable emulsions.
Example: In flour milling, wheat grains pass through roller mills that crush and grind the kernels into fine flour. The process is controlled to achieve specific particle size distributions affecting dough properties.
Mind Map: Size Reduction Techniques
Best Practice: When grinding spices, controlling temperature is crucial to avoid loss of volatile oils. Using cooled grinding systems or intermittent operation helps preserve flavor.
Mixing Technologies
Mixing involves combining two or more ingredients to achieve uniformity. Proper mixing ensures consistent product quality, even distribution of additives, and proper texture.
Types of Mixing:
- Batch mixing: Ingredients are combined in a vessel and mixed for a set time.
- Continuous mixing: Ingredients are continuously fed and mixed, common in large-scale production.
Mixing Mechanisms:
- Convection: Bulk movement of material, common in paddle mixers.
- Diffusion: Molecular movement, important in fine powders.
- Shear: Forces that deform materials, used in emulsification.
Common Mixers:
- Ribbon mixers: For dry powders, providing gentle but thorough mixing.
- Planetary mixers: For viscous doughs and batters.
- High-shear mixers: For emulsions and suspensions.
- Static mixers: No moving parts, mixing occurs as materials flow through a shaped element.
Example: In chocolate production, a conching mixer blends cocoa solids, sugar, and fats under heat and shear to develop smooth texture and flavor.
Mind Map: Mixing Technologies
Best Practice: For powders prone to segregation, such as mixtures of different particle sizes or densities, using a V-blender with tumbling action reduces separation and ensures homogeneity.
Integrated Example: Preparing a Nutritional Powder Blend
- Size Reduction: Raw ingredients like dried fruits, grains, and protein isolates are milled to a uniform particle size to ensure smooth texture and consistent nutrient distribution.
- Mixing: The milled powders are blended in a ribbon mixer to evenly distribute vitamins, minerals, and flavorings.
- Quality Check: Samples are taken to verify uniformity and absence of lumps.
This process ensures the final product dissolves well in liquids and delivers consistent nutrition.
Summary
Size reduction and mixing are interlinked steps that affect product quality and process efficiency. Choosing the right equipment and parameters depends on the food matrix and desired outcome. Attention to detail—like temperature control during grinding or mixer selection for powders—makes a significant difference in the final product.
5.2 Separation Techniques: Filtration, Centrifugation, and Sedimentation
Separation techniques are fundamental in food processing to isolate, purify, or concentrate components. They rely on physical principles to separate solids from liquids or liquids from liquids based on differences in size, density, or other properties. This section covers three key methods: filtration, centrifugation, and sedimentation, each with distinct mechanisms and applications.
Filtration
Filtration separates particles suspended in a fluid by passing the mixture through a porous medium that retains solids but allows the fluid to pass. It is widely used to clarify liquids, remove impurities, or recover solids.
Types of Filtration:
- Surface Filtration: Particles are trapped on the surface of the filter medium.
- Depth Filtration: Particles are trapped within the thickness of the filter material.
Common Filter Media:
- Cloth or fabric
- Paper
- Membranes (microfiltration, ultrafiltration)
- Sand or diatomaceous earth (used in depth filtration)
Applications in Food Processing:
- Clarifying fruit juices to remove pulp and suspended solids.
- Filtering oils to remove particulate matter.
- Sterile filtration of beverages to remove microorganisms.
Example: In apple juice production, after pressing, the juice contains suspended solids and pectin. Passing the juice through a membrane filter with pore sizes around 0.45 microns removes these particles, resulting in a clear juice ready for pasteurization.
Mind Map: Filtration
Centrifugation
Centrifugation separates components based on differences in density by applying a centrifugal force. The denser particles move outward to the perimeter, while lighter components remain closer to the center.
Types of Centrifuges:
- Batch Centrifuges: Process a fixed volume at a time.
- Continuous Centrifuges: Feed and discharge occur continuously.
Applications in Food Processing:
- Separating cream from milk.
- Clarifying fruit juices by removing suspended solids.
- Recovering yeast from fermentation broths.
Example: In dairy processing, milk is spun in a centrifugal separator. Fat globules, being less dense, collect near the center and are skimmed off as cream, while the heavier skim milk is discharged separately.
Mind Map: Centrifugation
Sedimentation
Sedimentation relies on gravity to separate particles from a liquid by allowing them to settle over time. It is the simplest form of separation but can be slow and less efficient for very fine particles.
Factors Influencing Sedimentation:
- Particle size and density
- Viscosity of the liquid
- Temperature
Applications in Food Processing:
- Clarifying wine or beer by letting solids settle.
- Removing coarse particles from vegetable juices.
- Preliminary separation before filtration or centrifugation.
Example: In winemaking, after fermentation, the wine is left in tanks to allow grape solids and yeast cells to settle at the bottom. The clear wine is then siphoned off, leaving the sediment behind.
Mind Map: Sedimentation
Integrating Separation Techniques
Often, these techniques are combined for optimal results. For example, sedimentation may be used to remove large particles before filtration, or centrifugation may follow filtration to polish a product.
Example Integration: In olive oil production, crushed olives undergo sedimentation to separate water and solids. The oil is then centrifuged to separate remaining water and fine solids, followed by filtration to clarify the final product.
Summary Table
| Technique | Principle | Typical Use Cases | Advantages | Limitations |
|---|---|---|---|---|
| Filtration | Size exclusion | Juice clarification, oil filtering | Precise particle removal | Filter clogging, limited to particle size |
| Centrifugation | Density difference via centrifugal force | Cream separation, yeast recovery | Fast, can separate fine particles | Equipment cost, energy use |
| Sedimentation | Gravity settling | Wine clarification, pre-filtration | Simple, low cost | Slow, less effective for fine particles |
Each method has its place in food processing, chosen based on the nature of the product, particle characteristics, and production scale.
5.3 Heat Transfer Operations in Food Processing
Heat transfer is a cornerstone of many food processing methods, influencing texture, safety, flavor, and shelf life. Understanding how heat moves through food and equipment helps optimize processes like cooking, pasteurization, sterilization, and drying.
Modes of Heat Transfer
Heat moves in three primary ways: conduction, convection, and radiation. Each mode has distinct characteristics and applications in food processing.
Conduction is the slowest but most controlled mode. It occurs when heat passes through a solid or between solids in contact. For example, when grilling a steak, heat conducts from the hot grill surface into the meat.
Convection speeds up heat transfer by moving heated fluid around the food. In a steam jacketed kettle, steam heats the jacket, and the hot liquid inside circulates, transferring heat efficiently.
Radiation involves energy transfer without direct contact. Infrared ovens use radiation to cook food surfaces quickly, useful for browning.
Heat Transfer Coefficients and Their Importance
The heat transfer coefficient (h) quantifies how effectively heat moves between a surface and a fluid. It depends on factors like fluid velocity, viscosity, and temperature difference.
Higher coefficients mean faster heat transfer. For example, forced convection (stirring or pumping) increases h compared to natural convection, improving heating uniformity.
Practical Example: Pasteurization of Milk
Pasteurization requires heating milk to a specific temperature for a set time to kill pathogens without damaging quality.
- Conduction: Heat moves from the hot surface of the heat exchanger to the milk.
- Convection: Milk flow inside the heat exchanger enhances heat transfer.
Optimizing flow rate and surface area ensures milk reaches the target temperature quickly and uniformly.
Heat Transfer in Different Food Matrices
Food composition and structure affect heat transfer. Dense or viscous foods conduct heat slower than watery ones.
- Solid foods (meat, vegetables) rely heavily on conduction.
- Liquids (soups, juices) benefit from convection.
Example: Baking bread depends on conduction through dough, while steaming vegetables uses convection via hot steam.
Mind Map: Heat Transfer in Food Processing
Heat Transfer Equipment Examples
- Plate Heat Exchangers: Thin plates allow rapid heat conduction between fluids; used in pasteurization.
- Steam Jacketed Kettles: Steam heats the jacket; convection circulates the product inside.
- Rotary Kilns: Radiation and convection heat solids like cereals.
Practical Example: Optimizing Baking
In baking, heat must penetrate dough to cook it evenly. The crust forms by radiation and convection heat at the surface, while conduction heats the interior.
Adjusting oven temperature and humidity controls crust formation and crumb texture. For example, adding steam early in baking delays crust hardening, allowing better oven spring.
Heat Transfer Challenges
- Uneven heating can cause undercooked zones or overprocessing.
- Food shape and size influence heat penetration.
- Scaling up from lab to industrial scale requires careful heat transfer analysis.
Mind Map: Factors Influencing Heat Transfer Efficiency
Summary
Heat transfer operations are fundamental to food processing. Knowing the modes and factors affecting heat movement helps design efficient, safe, and quality-focused processes. Practical examples like pasteurization and baking illustrate how theory translates into everyday food manufacturing.
5.4 Mass Transfer: Drying, Dehydration, and Evaporation
Mass transfer is a fundamental concept in food processing, especially when it comes to drying, dehydration, and evaporation. These processes remove moisture from food products to improve shelf life, reduce weight for transport, and sometimes concentrate flavors or nutrients. Understanding the mechanisms behind moisture removal helps optimize product quality and energy efficiency.
Basic Principles of Mass Transfer
Mass transfer refers to the movement of molecules from one phase to another, often driven by differences in concentration, pressure, or temperature. In drying and evaporation, water molecules move from inside the food matrix to the surrounding air or vapor phase.
Key factors influencing mass transfer include:
- Concentration gradient: Water moves from high moisture areas inside the food to lower moisture areas outside.
- Temperature: Higher temperatures increase the vapor pressure of water, speeding up evaporation.
- Air velocity and humidity: Dry, moving air removes moisture faster than still, humid air.
Mind Map: Mass Transfer in Drying Processes
Drying and Dehydration: Definitions and Differences
Drying and dehydration are often used interchangeably but have subtle differences:
- Drying: The process of removing moisture by evaporation, usually reducing moisture content to a level safe for storage.
- Dehydration: A more intensive drying process aimed at removing nearly all free water, often to very low moisture levels.
Both processes rely on mass transfer principles but may differ in equipment, temperature, and final moisture targets.
Evaporation in Food Processing
Evaporation is the phase change of water from liquid to vapor. In food processing, evaporation is used to concentrate liquids like milk, fruit juices, and sauces.
Evaporation involves:
- Heating the liquid to increase vapor pressure.
- Removing vapor from the system to maintain the driving force.
Evaporators come in various designs, such as falling film, rising film, and multiple-effect evaporators, each balancing efficiency and product quality.
Mind Map: Evaporation Process Components
Practical Example 1: Convective Drying of Apple Slices
In convective drying, heated air passes over apple slices, removing moisture through evaporation. The process involves:
- Heat transfer from air to apple surface.
- Moisture migration from inside the apple to the surface (diffusion).
- Evaporation of surface moisture into the air.
Optimizing air temperature and velocity is crucial. Too high a temperature can cause case hardening, where the surface dries too fast, trapping moisture inside and leading to poor texture.
Practical Example 2: Spray Drying of Milk Powder
Spray drying converts liquid milk into powder by atomizing it into a hot air chamber. Key steps:
- Atomization creates fine droplets, increasing surface area.
- Hot air rapidly evaporates moisture from droplets.
- Powder particles are collected at the bottom.
This method preserves nutritional quality and flavor better than prolonged heating. Controlling inlet and outlet air temperatures prevents overheating and product degradation.
Practical Example 3: Multiple-Effect Evaporation in Fruit Juice Concentration
Multiple-effect evaporators use steam in a series of vessels operating at decreasing pressures. This setup:
- Uses vapor from one effect to heat the next, saving energy.
- Allows concentration of juice without excessive heat exposure.
This method balances energy efficiency and product quality, maintaining flavor and color.
Summary
Drying, dehydration, and evaporation rely on mass transfer principles to remove moisture from foods. Each method has unique mechanisms and equipment suited to different products and goals. Understanding these processes helps design efficient systems that maintain food quality while meeting shelf life and safety requirements.
5.5 Packaging Technologies and Their Impact on Food Quality
Packaging Technologies and Their Impact on Food Quality
Packaging is more than just a container; it plays a crucial role in maintaining food quality, safety, and shelf life. The right packaging technology can protect food from physical damage, microbial contamination, chemical changes, and moisture loss or gain. This section covers key packaging technologies and their direct effects on food quality, illustrated with practical examples and mind maps to clarify concepts.
Types of Packaging Materials
Packaging materials vary widely, each with distinct properties affecting food quality:
- Glass: Inert, impermeable to gases and moisture, excellent for preserving flavor and freshness but fragile and heavy.
- Plastics: Versatile, lightweight, and cost-effective. Different polymers offer varied barrier properties.
- Metals (Aluminum, Steel): Provide excellent barrier to light, oxygen, and moisture; commonly used in cans.
- Paper and Paperboard: Often combined with coatings or laminates for improved barrier properties.
Packaging Functions and Their Impact on Food Quality
-
Protection from Physical Damage
- Prevents bruising, crushing, or breaking.
- Example: Rigid plastic trays for fresh berries reduce squashing during transport.
-
Barrier to Oxygen and Moisture
- Oxygen promotes oxidation, leading to rancidity and color changes.
- Moisture changes can cause sogginess or drying out.
- Example: Vacuum-sealed plastic bags for nuts prevent oxidation and moisture uptake.
-
Light Protection
- Light can degrade vitamins and cause off-flavors.
- Example: Opaque or tinted glass bottles for milk protect riboflavin from light degradation.
-
Microbial Protection
- Packaging that prevents contamination helps maintain safety.
- Example: Sealed aseptic cartons for juices prevent microbial growth without refrigeration.
-
Containment and Convenience
- Packaging must hold the product securely and allow easy handling.
- Example: Resealable pouches for snacks preserve freshness after opening.
Mind Map: Packaging Functions and Food Quality Impact
Barrier Technologies
Barrier properties are critical to controlling the atmosphere around food. Common barrier technologies include:
- Multilayer Films: Combine layers of different polymers to optimize oxygen and moisture barriers.
- Edible Coatings: Thin layers applied directly to food surfaces to reduce moisture loss.
- Active Packaging: Incorporates substances that absorb oxygen or release preservatives.
Example: Multilayer Packaging for Potato Chips
Potato chips are sensitive to moisture and oxygen, which cause sogginess and rancidity. Multilayer films with an inner polyethylene layer for sealing, a middle aluminum foil layer for oxygen and light barrier, and an outer polyester layer for mechanical strength are commonly used. This combination extends shelf life while maintaining crispness.
Packaging Atmosphere Control
Modified Atmosphere Packaging (MAP) replaces the air inside the package with a gas mixture (e.g., nitrogen, carbon dioxide) to slow microbial growth and oxidation. Controlled Atmosphere Packaging (CAP) adjusts gas composition dynamically during storage.
Example: MAP for Fresh-Cut Salad
Fresh-cut salads are packaged with a high nitrogen and low oxygen atmosphere to reduce browning and microbial spoilage. The packaging film must have selective permeability to maintain this atmosphere.
Mind Map: Packaging Materials and Their Properties
Impact on Nutritional Quality
Packaging can influence nutrient retention by protecting sensitive vitamins and antioxidants from oxygen, light, and moisture. For example, vitamin C degrades rapidly when exposed to oxygen and light; packaging that limits these exposures helps maintain nutritional value.
Example: Vitamin C Preservation in Orange Juice
Opaque, oxygen-impermeable cartons help preserve vitamin C better than clear plastic bottles. Additionally, nitrogen flushing before sealing reduces oxygen content.
Packaging and Shelf Life
The combined effects of physical protection, barrier properties, and atmosphere control directly influence shelf life. Poor packaging can lead to spoilage, off-flavors, texture changes, and nutrient loss.
Practical Example: Shelf Life Extension of Bakery Products
Bakery items are prone to staling due to moisture loss and oxidation of fats. Using metallized films with low oxygen permeability and resealable closures helps maintain freshness longer.
Summary
Packaging technologies are essential tools to maintain food quality by controlling environmental factors that cause deterioration. Selecting the appropriate material and technology depends on the food product’s sensitivity to oxygen, moisture, light, and physical damage. Understanding these relationships helps design packaging that preserves safety, nutrition, and sensory attributes effectively.
5.6 Practical Example: Optimizing Drying Parameters for Vegetable Powders
Drying vegetables into powders is a common method to extend shelf life, reduce storage space, and create convenient ingredients. However, drying is not just about removing water; it’s about preserving nutrients, color, flavor, and texture while achieving efficient processing. Optimizing drying parameters means balancing these factors.
Key Drying Parameters
- Temperature: Higher temperatures speed drying but can degrade heat-sensitive nutrients and alter color.
- Airflow rate: Increased airflow removes moisture faster but may cause surface hardening if too high.
- Drying time: Must be sufficient to reach target moisture but not so long that quality deteriorates.
- Particle size: Smaller particles dry faster but may clump or lose volatile compounds.
- Pre-treatment: Blanching or osmotic dehydration can affect drying rate and product quality.
Mind Map: Factors Influencing Drying Optimization
Step 1: Selecting Drying Method
Common drying methods for vegetable powders include hot air drying, freeze drying, and spray drying. Hot air drying is cost-effective but risks nutrient loss. Freeze drying preserves nutrients better but is expensive. Spray drying suits liquid vegetable extracts.
Example: For spinach powder, hot air drying at moderate temperature is often used due to cost and scale.
Step 2: Establishing Baseline Parameters
Start with a moderate temperature (e.g., 60°C), airflow rate (2 m/s), and drying time (4 hours). Measure moisture content, color (using a colorimeter), and nutrient levels (e.g., vitamin C).
Example: Spinach leaves dried at 60°C for 4 hours resulted in 8% moisture, acceptable green color, but 30% vitamin C loss.
Step 3: Adjusting Temperature
Increasing temperature to 70°C reduced drying time to 3 hours but caused a 50% vitamin C loss and browning.
Lowering temperature to 50°C preserved 80% vitamin C but extended drying time to 6 hours, increasing energy use.
Trade-off: Find a temperature that balances drying speed and nutrient retention.
Step 4: Modifying Airflow Rate
Increasing airflow to 3 m/s at 60°C shortened drying time by 30% without additional nutrient loss.
Too high airflow (4 m/s) caused surface hardening, trapping moisture inside and uneven drying.
Step 5: Particle Size and Pre-treatment
Cutting vegetables into uniform small pieces (e.g., 5 mm) ensures even drying.
Blanching spinach before drying inactivates enzymes that cause browning but may leach water-soluble nutrients.
Example: Blanched spinach dried at 60°C retained better color but showed a 10% additional vitamin C loss compared to unblanched.
Mind Map: Optimization Workflow
Step 6: Final Parameter Selection
For spinach powder:
- Temperature: 60°C
- Airflow: 3 m/s
- Drying time: 3.5 hours
- Particle size: 5 mm pieces
- Pre-treatment: Light blanching (1 min)
This combination achieved moisture <8%, retained 65% vitamin C, preserved green color, and minimized energy consumption.
Additional Considerations
- Moisture content target: Typically below 8% for powders to prevent microbial growth.
- Storage stability: Lower moisture and good packaging prevent caking and spoilage.
- Scale-up: Parameters may need adjustment when moving from lab to industrial scale.
Summary
Optimizing drying parameters for vegetable powders requires balancing drying efficiency with product quality. Systematic variation and measurement of temperature, airflow, particle size, and pre-treatment help identify the best conditions. Practical examples like spinach powder illustrate how small changes affect nutrient retention and drying time. Mind maps can help visualize the factors and workflow involved.
6. Development of Nutritional Food Products
6.1 Formulation Strategies for Nutrient-Enriched Foods
Formulation strategies for nutrient-enriched foods focus on designing products that deliver specific nutritional benefits while maintaining acceptable taste, texture, and shelf life. The goal is to enhance the nutrient content without compromising the overall quality or consumer acceptance.
Key Considerations in Formulation
- Nutrient Selection: Identify which nutrients to enrich based on target population needs, such as vitamins, minerals, proteins, or dietary fiber.
- Bioavailability: Ensure the added nutrients are in forms that the body can absorb and utilize effectively.
- Compatibility: Assess interactions between nutrients and other ingredients that might affect stability or sensory properties.
- Regulatory Limits: Follow guidelines on maximum allowable levels for fortification.
- Processing Impact: Consider how processing steps affect nutrient retention.
Mind Map: Formulation Strategy Components
Nutrient Selection
Choosing the right nutrient depends on the product’s purpose and consumer needs. For example, adding calcium to plant-based milk alternatives addresses common deficiencies in non-dairy consumers. Protein enrichment in snack bars targets athletes or those seeking satiety. Each nutrient has unique characteristics; iron fortification requires attention to taste and color changes, while vitamin C is sensitive to heat and oxygen.
Bioavailability
Not all added nutrients are equally absorbed. For instance, non-heme iron (from plants) is less bioavailable than heme iron (from animal sources). Adding vitamin C can enhance non-heme iron absorption, a practical example seen in fortified cereals paired with citrus flavors. Conversely, phytates in whole grains can inhibit mineral absorption, so processing methods like fermentation or soaking may be used to reduce these inhibitors.
Compatibility and Stability
Nutrient interactions can affect product quality. For example, adding iron to dairy products can cause off-flavors or color changes due to oxidation. Encapsulation techniques can protect sensitive nutrients and mask undesirable tastes. pH also plays a role; vitamin C is more stable in acidic environments, which influences beverage formulation.
Regulatory Compliance
Different countries have specific regulations on fortification levels and labeling. For example, the maximum allowable amount of vitamin A in margarine is regulated to prevent toxicity. Formulators must balance nutritional goals with legal limits and clear communication to consumers.
Processing Impact
Thermal processing can degrade heat-sensitive nutrients like vitamin C and some B vitamins. High-pressure processing or cold pasteurization methods can help retain these nutrients. Understanding the processing steps allows formulators to adjust nutrient levels to compensate for losses.
Mind Map: Example of Formulating a Nutrient-Enriched Beverage
Practical Example: Fortifying a Fruit Juice with Calcium and Vitamin C
A fruit juice is fortified with calcium to support bone health and vitamin C to boost immune function. Calcium salts can cause cloudiness or sedimentation, so microencapsulated calcium is used to maintain clarity. Vitamin C is added in a stabilized form to prevent oxidation during pasteurization. The pH is adjusted to maintain vitamin C stability and preserve the juice’s natural flavor. Antioxidants like ascorbyl palmitate may be included to further protect nutrients. Packaging in opaque containers reduces light exposure, preserving nutrient integrity.
Summary
Formulating nutrient-enriched foods requires balancing nutritional goals with sensory quality, stability, and regulatory compliance. Understanding nutrient properties, interactions, and processing effects guides effective product design. Using techniques like encapsulation, pH adjustment, and selecting appropriate nutrient forms helps create products that deliver health benefits without sacrificing consumer appeal.
6.2 Use of Functional Ingredients and Bioactive Compounds
Functional ingredients and bioactive compounds are components added to foods to provide health benefits beyond basic nutrition. These substances can influence physiological functions, potentially improving health or reducing disease risk. Understanding their sources, mechanisms, and applications helps food scientists develop products that meet specific nutritional goals.
Categories of Functional Ingredients and Bioactive Compounds
Functional ingredients can be broadly classified into several groups based on their origin and function:
- Dietary fibers: Non-digestible carbohydrates that aid digestion and may reduce cholesterol.
- Probiotics and prebiotics: Live beneficial bacteria and substances that promote their growth.
- Phytochemicals: Plant-derived compounds such as polyphenols, flavonoids, and carotenoids.
- Omega-3 fatty acids: Essential fats with cardiovascular and cognitive benefits.
- Vitamins and minerals: Micronutrients with specific physiological roles.
- Enzymes and peptides: Bioactive proteins that can influence metabolism or immune response.
Mind Map: Functional Ingredients Overview
Mechanisms of Action
Functional ingredients exert effects through various mechanisms:
- Modulating gut microbiota: Probiotics and prebiotics alter microbial populations, influencing digestion and immunity.
- Antioxidant activity: Phytochemicals can neutralize free radicals, reducing oxidative stress.
- Anti-inflammatory effects: Certain bioactives reduce inflammation markers.
- Cholesterol reduction: Soluble fibers bind bile acids, lowering blood cholesterol.
- Enhancing nutrient absorption: Some peptides improve mineral uptake.
Practical Examples
- Inulin as a Prebiotic Fiber in Yogurt
Inulin, a soluble fiber extracted from chicory root, is often added to yogurt to promote growth of beneficial gut bacteria. It also improves texture and mouthfeel. For instance, a 2% inulin addition can increase Bifidobacterium populations in the gut, contributing to better digestive health.
- Omega-3 Fortification in Baked Goods
Incorporating microencapsulated fish oil into bread dough can enrich products with EPA and DHA without imparting fishy flavors. Microencapsulation protects omega-3s from oxidation during baking and storage.
- Polyphenol-Enriched Fruit Juices
Adding grape seed extract, rich in polyphenols, to fruit juices can enhance antioxidant capacity. This addition requires balancing concentration to avoid bitterness while maintaining sensory appeal.
Mind Map: Application Examples
Considerations for Use
- Stability: Many bioactives are sensitive to heat, light, or pH. For example, vitamin C degrades quickly during thermal processing.
- Bioavailability: The body’s ability to absorb and utilize the compound varies. Encapsulation or combining with other ingredients can improve this.
- Sensory impact: Some compounds may alter taste, color, or texture. Formulation must balance health benefits with consumer acceptance.
- Regulatory compliance: Usage levels and claims must align with food safety regulations.
Example: Formulating a High-Protein Snack Bar with Added Peptides
A manufacturer wants to develop a snack bar that supports muscle recovery. They add bioactive peptides derived from whey protein hydrolysate, known to stimulate muscle protein synthesis. To maintain texture and flavor, the peptides are blended with natural sweeteners and fiber. Stability tests confirm peptide activity after storage at room temperature for three months.
Summary
Functional ingredients and bioactive compounds offer targeted health benefits when incorporated thoughtfully into food products. Their successful use depends on understanding their properties, interactions, and effects on both the food matrix and the consumer. Practical examples illustrate how these ingredients can be integrated without compromising product quality.
6.3 Designing Foods for Special Dietary Needs (Gluten-Free, Low-Sodium)
Designing foods for special dietary needs requires a clear understanding of the nutritional constraints and the functional roles of ingredients being replaced or reduced. Two common dietary considerations are gluten-free and low-sodium products. Both present unique formulation challenges and opportunities.
Gluten-Free Food Design
Gluten is a protein complex found primarily in wheat, barley, and rye. It provides elasticity and structure in baked goods. Removing gluten means losing these textural properties, so alternative ingredients and techniques must compensate.
Key challenges:
- Achieving dough elasticity and gas retention without gluten
- Preventing dryness or crumbliness
- Maintaining flavor and nutritional value
Common gluten-free ingredients:
- Rice flour, corn starch, potato starch
- Tapioca starch, sorghum flour
- Xanthan gum or guar gum as binders
Mind Map: Gluten-Free Food Design
Example: A gluten-free bread recipe might combine rice flour with tapioca starch and add xanthan gum to mimic gluten’s binding. Moisture is increased slightly to compensate for the drier texture of gluten-free flours. Protein can be boosted by adding soy protein isolate or pea protein.
Low-Sodium Food Design
Sodium reduction is important for consumers managing hypertension or cardiovascular risk. Sodium chloride (table salt) affects flavor, preservation, and texture.
Key challenges:
- Maintaining palatability with less salt
- Ensuring microbial safety without excessive salt
- Preserving texture and shelf life
Strategies for sodium reduction:
- Use of potassium chloride or other mineral salts as partial replacements
- Flavor enhancers like yeast extracts or umami compounds
- Adjusting processing conditions to compensate for reduced salt’s preservative effect
Mind Map: Low-Sodium Food Design
Example: In a low-sodium soup, part of the sodium chloride can be replaced with potassium chloride to maintain salty taste. Adding mushroom extract or tomato paste can enhance umami flavor, compensating for reduced saltiness. The recipe may also include a slight increase in acidity to improve flavor perception.
Combined Considerations
When designing foods that are both gluten-free and low-sodium, the formulation becomes more complex. For example, gluten-free breads often rely on salt for flavor and dough handling. Reducing salt requires careful balancing with binders and flavor enhancers.
Example: A gluten-free, low-sodium cracker might use a blend of rice and sorghum flours, xanthan gum for structure, and a mix of potassium chloride and herbs to maintain flavor without excess sodium.
Practical Tips
- Test ingredient substitutions incrementally to monitor changes in texture and flavor.
- Use sensory panels to evaluate acceptability, especially for salt reduction.
- Consider nutritional labeling requirements when adding mineral salt substitutes.
- Monitor microbial stability closely when reducing salt, as it affects preservation.
This section highlights that designing for special dietary needs is a balancing act between nutrition, safety, and sensory quality. Each adjustment has ripple effects that require thoughtful formulation and testing.
6.4 Fortification and Enrichment Techniques
Fortification and enrichment are two key strategies used to improve the nutritional quality of foods. Both involve adding nutrients, but they differ in purpose and scope. Fortification means adding nutrients that are not originally present or are present in insignificant amounts, while enrichment restores nutrients lost during processing.
Fortification and Enrichment: Definitions and Differences
- Fortification: Adding vitamins or minerals to foods to prevent or correct a nutritional deficiency in a population.
- Enrichment: Replacing nutrients lost during food processing to restore the original nutritional value.
Mind Map: Fortification vs Enrichment
Commonly Fortified and Enriched Foods
- Salt: Iodine added to prevent goiter.
- Milk: Vitamin D added to aid calcium absorption.
- Flour: Iron, folic acid, and B vitamins added to combat anemia.
- Rice: Fortified with iron, folic acid, and vitamin B12 in some countries.
Mind Map: Nutrients Commonly Added
Techniques for Fortification and Enrichment
- Direct Addition: Nutrients are mixed directly into the food during processing.
- Example: Adding iron powder to wheat flour.
- Biofortification: Breeding crops to increase nutrient content naturally.
- Example: High-iron beans.
- Encapsulation: Nutrients are coated to protect them from degradation.
- Example: Encapsulated vitamin C in beverages.
Practical Example: Enriched Flour
During milling, wheat loses bran and germ, which contain fiber, vitamins, and minerals. Enrichment adds back iron, thiamine, riboflavin, niacin, and folic acid to white flour. This helps reduce nutrient deficiencies without changing the flour’s appearance or taste.
Mind Map: Enrichment Process for Flour
Challenges in Fortification and Enrichment
- Stability: Some nutrients degrade during processing or storage. For example, vitamin C is sensitive to heat and oxygen.
- Bioavailability: Added nutrients must be in a form the body can absorb. For instance, non-heme iron is less bioavailable than heme iron.
- Sensory Impact: Nutrients should not alter taste, color, or texture negatively.
- Regulatory Compliance: Fortification levels must meet legal standards to avoid toxicity or insufficient dosing.
Practical Example: Fortifying Salt with Iodine
Iodine deficiency causes goiter and developmental issues. Adding potassium iodate to salt is a simple, cost-effective way to deliver iodine. The iodine compound must be stable, not affect salt taste, and remain effective during storage.
Mind Map: Salt Iodization
Practical Example: Vitamin D Fortification in Milk
Vitamin D helps calcium absorption and bone health. Milk is fortified by adding vitamin D3 during processing. The vitamin must be evenly distributed and stable under pasteurization temperatures. Fortified milk helps reduce rickets in populations with limited sun exposure.
Summary
Fortification and enrichment improve public health by addressing nutrient deficiencies through food. Successful implementation depends on choosing appropriate nutrients, ensuring stability and bioavailability, and maintaining food quality. Examples like iodized salt, enriched flour, and vitamin D milk illustrate how these techniques work in practice.
6.5 Sensory Evaluation and Consumer Acceptability Testing
Sensory evaluation is the scientific discipline used to evoke, measure, analyze, and interpret reactions to characteristics of food as perceived by the senses of sight, smell, taste, touch, and hearing. Consumer acceptability testing focuses on how well a product satisfies the preferences of its target audience. Both are essential tools in developing nutritional products that meet quality and market demands.
Key Concepts in Sensory Evaluation
- Sensory Attributes: These are the measurable characteristics perceived by senses, including appearance, aroma, flavor, texture, and aftertaste.
- Panel Types: Sensory panels can be trained (experts) or untrained (consumers). Trained panels provide detailed descriptive data, while consumer panels provide preference and acceptability data.
- Test Methods: Common methods include discrimination tests (detect differences), descriptive analysis (characterize attributes), and affective tests (measure liking).
Mind Map: Sensory Evaluation Overview
Sensory Test Methods Explained
-
Discrimination Tests: These determine if there is a perceivable difference between two or more products. Examples include triangle tests, duo-trio tests, and paired comparison tests.
- Example: A triangle test where panelists receive three samples, two identical and one different, and must identify the odd one out. Useful when reformulating a product to check if changes are noticeable.
-
Descriptive Analysis: Trained panelists quantify the intensity of specific sensory attributes using standardized scales.
- Example: A descriptive panel rates the sweetness, bitterness, and texture firmness of a new protein bar, providing a sensory profile that guides formulation adjustments.
-
Affective Tests: These measure consumer liking or preference, often using hedonic scales (e.g., 9-point scale from “dislike extremely” to “like extremely”).
- Example: A consumer test where 100 participants rate their liking of a fortified beverage, helping to assess market potential.
Mind Map: Sensory Test Methods
Designing a Sensory Evaluation
- Define Objectives: Are you testing for difference, profiling attributes, or assessing liking?
- Select Panel: Choose trained panelists for detailed analysis or consumers for acceptability.
- Prepare Samples: Ensure samples are coded, randomized, and served under controlled conditions.
- Choose Environment: Minimize distractions, control lighting and odors.
- Collect Data: Use standardized forms and scales.
- Analyze Results: Apply appropriate statistical tests (ANOVA, t-tests, non-parametric tests).
Practical Example: Sensory Evaluation of a High-Protein Snack Bar
A company developing a high-protein snack bar wants to ensure the product is both nutritionally sound and appealing. They conduct:
- Descriptive Analysis: A trained panel evaluates texture (hardness, chewiness), flavor notes (sweetness, bitterness), and aroma.
- Affective Test: A consumer panel rates overall liking and purchase intent.
Findings show the bar is too hard for some consumers, and bitterness from protein isolates is noticeable. The formulation team adjusts sweeteners and texture modifiers accordingly.
Consumer Acceptability Testing
Consumer acceptability focuses on how well the product meets the preferences and expectations of the target market. It involves:
- Sample Size: Typically larger than trained panels to capture variability in preferences.
- Demographics: Representative of the intended consumer group.
- Testing Conditions: Can be central location tests or home use tests.
- Data Collected: Liking scores, purchase intent, and open-ended feedback.
Mind Map: Consumer Acceptability Testing
Example: Acceptability Testing for a Fortified Beverage
A fortified beverage is tested with 150 consumers representing the target age group. Participants rate taste, aroma, and overall liking on a 9-point hedonic scale. Results indicate high liking for taste but moderate acceptance of aroma. Feedback suggests adjusting flavoring agents to improve aroma.
Summary
Sensory evaluation and consumer acceptability testing are complementary. The former provides detailed, objective data on product attributes, while the latter captures subjective consumer preferences. Together, they guide product development to balance nutrition, safety, and enjoyment.
Using structured sensory methods and clear data analysis ensures that nutritional products are not only healthy but also enjoyable, increasing the chance of market success.
6.6 Practical Example: Developing a High-Protein Snack Bar with Enhanced Shelf Life
Developing a high-protein snack bar with enhanced shelf life involves several key steps, from ingredient selection to processing and packaging. The goal is to create a product that delivers a good protein content, maintains sensory appeal, and remains safe and stable over time.
Ingredient Selection
The foundation of a high-protein snack bar is its protein source. Common options include whey protein concentrate/isolate, soy protein, pea protein, and casein. Each has different solubility, taste, and texture impacts.
Other ingredients include:
- Carbohydrates: binders like oats, rice crisps, or maltodextrin
- Fats: for mouthfeel and energy, such as nut butters or vegetable oils
- Sweeteners: sugar, honey, or sugar alcohols
- Fiber: for texture and health benefits, e.g., inulin or chicory root fiber
- Preservatives and antioxidants: to extend shelf life
Mind Map: Ingredient Roles
Formulation Considerations
Balancing protein content with texture and taste is critical. Too much protein can make the bar dry or chalky. Using a mix of protein types can improve texture and flavor. For example, combining whey (fast-digesting, good solubility) with casein (slow-digesting, creamy texture) can create a more pleasant mouthfeel.
Binders like maltodextrin or syrup help hold the bar together. The amount must be enough to ensure cohesion but not so much that it dilutes protein content.
Sweeteners should complement the protein source’s flavor. For instance, soy protein may have a beany taste that pairs better with honey than with artificial sweeteners.
Processing Steps
- Mixing: Combine dry ingredients (proteins, fibers, carbohydrates) uniformly.
- Adding liquids: Incorporate fats and sweeteners to form a dough-like mass.
- Shaping: Press or extrude the mixture into bar shapes.
- Thermal treatment: Optional baking or drying to reduce moisture and improve shelf life.
- Cooling: Bring bars to room temperature to prevent condensation in packaging.
Shelf Life Enhancement
Moisture control is key. Water activity (a_w) should be kept below 0.6 to inhibit microbial growth. Drying or baking helps achieve this.
Antioxidants like tocopherols or rosemary extract can prevent fat oxidation, which causes rancidity.
Packaging in moisture and oxygen barrier materials further protects the product.
Mind Map: Shelf Life Factors
Example Formulation
- Whey protein concentrate: 25%
- Oats (rolled): 20%
- Maltodextrin: 15%
- Almond butter: 10%
- Honey: 10%
- Inulin fiber: 5%
- Natural antioxidant (rosemary extract): 0.1%
- Minor ingredients (salt, flavor): 0.5%
- Water (to bind): 14.4%
Practical Example: Step-by-Step
- Mix whey protein, oats, maltodextrin, inulin, salt, and rosemary extract.
- Warm almond butter and honey to reduce viscosity.
- Combine dry mix with warmed almond butter and honey.
- Add water gradually to form a cohesive dough.
- Press mixture into molds or sheets.
- Bake at 90°C for 15 minutes to reduce moisture.
- Cool bars to room temperature.
- Package in laminated foil pouches with oxygen and moisture barriers.
Sensory and Quality Testing
Test bars for texture (firmness, chewiness), taste, and aroma. Measure moisture content and water activity to confirm shelf life targets. Conduct accelerated shelf life testing by storing samples at elevated temperatures and checking for rancidity or microbial growth.
Summary
Creating a high-protein snack bar with enhanced shelf life requires a careful balance of ingredients, processing conditions, and packaging. Understanding the role of each component and controlling moisture and oxidation are essential to producing a stable, enjoyable product.
7. Food Safety Systems and Quality Assurance
7.1 Food Safety Management Systems: ISO 22000 and FSSC 22000
Food safety management systems (FSMS) are frameworks designed to ensure that food products are safe for consumption at every stage of the supply chain. Two widely recognized standards in this area are ISO 22000 and FSSC 22000. Both provide structured approaches to managing food safety risks, but they differ slightly in scope and application.
What is ISO 22000?
ISO 22000 is an international standard that specifies requirements for a food safety management system. It integrates the principles of Hazard Analysis and Critical Control Points (HACCP) with prerequisite programs (PRPs) and management system elements. The goal is to control food safety hazards to ensure that food is safe when consumed.
Key components of ISO 22000 include:
- Interactive communication: Ensures information flow between all parties in the food chain.
- System management: Applies management system principles like continual improvement.
- Prerequisite programs (PRPs): Basic conditions and activities needed to maintain a hygienic environment.
- HACCP principles: Systematic identification, evaluation, and control of food safety hazards.
Mind Map: ISO 22000 Core Elements
Example: Implementing ISO 22000 in a Bakery
A bakery uses ISO 22000 to identify potential hazards such as microbial contamination from raw flour or allergen cross-contact. PRPs include cleaning schedules and supplier controls. HACCP plans identify critical points like baking temperature to ensure pathogens are destroyed. Regular monitoring and documentation keep the process transparent and verifiable.
What is FSSC 22000?
FSSC 22000 (Food Safety System Certification 22000) builds on ISO 22000 by adding specific technical specifications for prerequisite programs (PRPs) and additional requirements. It is recognized by the Global Food Safety Initiative (GFSI), which makes it particularly relevant for companies supplying large retailers.
FSSC 22000 includes:
- ISO 22000 requirements
- Sector-specific PRP standards (e.g., ISO/TS 22002-1 for food manufacturing)
- Additional FSSC requirements such as management of services and outsourced processes
Mind Map: FSSC 22000 Structure
Example: FSSC 22000 in a Dairy Processing Facility
A dairy processor adopts FSSC 22000 to meet retailer demands. The company follows ISO 22000 for hazard control and uses ISO/TS 22002-1 for detailed PRPs like water quality and equipment maintenance. Additional FSSC requirements lead to implementing food defense measures, such as restricted access to critical areas, and controls to prevent food fraud, like ingredient traceability.
Comparing ISO 22000 and FSSC 22000
| Aspect | ISO 22000 | FSSC 22000 |
|---|---|---|
| Scope | General FSMS standard | ISO 22000 + sector-specific PRPs + additional requirements |
| Recognition | International standard | GFSI recognized certification |
| PRP Requirements | General PRPs | Detailed, sector-specific PRPs |
| Additional Controls | Basic FSMS controls | Food defense, food fraud prevention, management of outsourced processes |
| Typical Users | Food businesses of all sizes | Companies targeting global retail markets |
Practical Tips for Implementation
- Start with a gap analysis: Compare current practices against ISO 22000 or FSSC 22000 requirements.
- Engage all departments: Food safety is cross-functional; involve quality, production, procurement, and maintenance.
- Document clearly: Keep records of hazard analyses, monitoring, corrective actions, and verification.
- Train staff regularly: Understanding roles in FSMS is crucial for effectiveness.
- Use examples from your sector: For instance, a beverage company might focus on microbial hazards in water, while a bakery emphasizes allergen control.
Mind Map: Steps to Implement FSMS
In summary, ISO 22000 provides a solid foundation for managing food safety risks, while FSSC 22000 adds sector-specific detail and additional controls that are often required by large retailers. Both systems emphasize communication, documentation, and continual improvement. Practical application involves tailoring the system to the specific hazards and operational realities of the food business, supported by clear examples and ongoing staff involvement.
7.2 Traceability and Recall Procedures in Food Industry
Traceability and recall procedures are essential components of a food safety system. Traceability refers to the ability to track any food product through all stages of production, processing, and distribution. Recall procedures are the steps taken to remove unsafe or non-compliant products from the market. Both work hand in hand to protect consumers and maintain trust in the food supply.
Why Traceability Matters
Traceability enables quick identification of the source of contamination or quality issues. This reduces the scope of recalls, limits economic losses, and helps prevent harm to consumers. It also supports regulatory compliance and facilitates transparency.
Key Elements of Traceability
- Identification: Assigning unique codes or batch numbers to raw materials, intermediate products, and finished goods.
- Data Recording: Capturing detailed information about suppliers, processing conditions, and distribution channels.
- Linking: Connecting data points from raw materials through to the final product.
- Access and Retrieval: Being able to quickly access traceability records when needed.
Traceability Mind Map
Example: Traceability in a Bakery
A bakery receives flour from multiple suppliers. Each flour batch is assigned a lot number. When dough is mixed, the lot numbers of all ingredients are recorded. Finished bread loaves are labeled with production dates and batch codes. If a flour supplier reports contamination, the bakery can identify which bread batches used that flour and isolate them for recall.
Recall Procedures Overview
Recalls are triggered when a product poses a health risk or violates regulations. An effective recall procedure minimizes consumer exposure and ensures swift action.
Steps in Recall Procedures
- Detection: Identify the issue through testing, complaints, or supplier notification.
- Risk Assessment: Determine the severity and scope of the problem.
- Notification: Inform regulatory authorities, distributors, retailers, and consumers.
- Product Retrieval: Remove affected products from shelves and warehouses.
- Disposition: Decide whether to destroy, reprocess, or return the product.
- Documentation: Record all actions taken during the recall.
- Follow-up: Verify effectiveness and prevent recurrence.
Recall Procedures Mind Map
Example: Recall in a Juice Processing Plant
Routine microbial testing detects Listeria in a batch of bottled juice. The plant immediately assesses the risk and finds only one batch is affected. Authorities and distributors are notified, and the batch is pulled from distribution centers and stores. The company documents the recall process and reviews cleaning protocols to prevent future contamination.
Integrating Traceability and Recall
Traceability data is the backbone of an efficient recall. Without clear records linking raw materials to finished products and distribution points, recalls become slow and costly.
Practical Tips for Effective Traceability and Recall
- Use standardized coding systems for easy identification.
- Maintain digital records to speed up data retrieval.
- Train staff on the importance and procedures of traceability.
- Regularly test recall procedures through mock recalls.
- Keep communication channels open with suppliers and customers.
Example: Mock Recall Exercise
A frozen vegetable processor conducts a mock recall by selecting a random batch and tracing it through the system. The exercise reveals delays in data retrieval from manual logs. The company then invests in a digital traceability system, reducing recall response time by 50%.
In summary, traceability and recall procedures are practical tools that protect consumers and businesses alike. Clear records, prompt action, and thorough communication make these systems effective and manageable.
7.3 Allergen Management and Labeling Requirements
Food allergens are a critical concern in food safety, as allergic reactions can range from mild discomfort to life-threatening anaphylaxis. Managing allergens effectively requires a clear understanding of common allergens, cross-contact risks, and regulatory labeling standards.
Common Food Allergens
The most recognized allergens, often referred to as the “Big 8,” account for the majority of allergic reactions worldwide. These include:
- Milk
- Eggs
- Fish
- Crustacean shellfish
- Tree nuts
- Peanuts
- Wheat
- Soybeans
Some regions expand this list to include sesame, mustard, or sulfites, depending on local regulations.
Allergen Management Principles
Managing allergens in a food manufacturing environment involves several key steps:
- Identification: Know which allergens are present in raw materials and ingredients.
- Segregation: Separate allergenic ingredients and products to prevent cross-contact.
- Cleaning: Implement validated cleaning procedures to remove allergen residues.
- Training: Educate staff on allergen risks and handling protocols.
- Documentation: Maintain records of allergen controls and supplier declarations.
Cross-Contact vs. Cross-Contamination
Cross-contact refers specifically to the unintended presence of an allergen in a product due to shared equipment or surfaces. It differs from microbial cross-contamination but demands equal attention. For example, using the same slicer for peanut-containing and peanut-free products without thorough cleaning can cause cross-contact.
Labeling Requirements
Food labeling laws require clear disclosure of allergens to inform consumers and prevent accidental exposure. Key points include:
- Ingredient List: Allergens must be declared using common names (e.g., “milk” instead of “casein”).
- Allergen Statements: Phrases like “Contains peanuts” are mandatory when allergens are present.
- Precautionary Statements: Warnings such as “May contain traces of nuts” are voluntary but common to indicate potential cross-contact.
- Format: Allergens should be easy to find, often highlighted in bold or a separate allergen statement.
Practical Example: Managing Peanut Allergens in a Bakery
A bakery produces both peanut-containing cookies and peanut-free muffins. To manage allergens:
- Peanut ingredients are stored separately in sealed containers.
- Production schedules are arranged to run peanut-free products first, followed by peanut products.
- Equipment is cleaned thoroughly between runs, with cleaning validated by allergen swab tests.
- Staff receive training on allergen risks and proper handling.
- Labels clearly state “Contains peanuts” on peanut products and include a precautionary “May contain traces of peanuts” on other items if cross-contact risk exists.
Mind Maps
Allergen Management Mind Map
Labeling Requirements Mind Map
Summary
Effective allergen management combines careful control of ingredients and processes with transparent labeling. This approach minimizes risk and builds consumer trust. Clear communication on labels and thorough operational controls are both essential elements in preventing allergic reactions.
7.4 Microbiological Testing and Rapid Detection Methods
Microbiological testing is a cornerstone of food safety systems, ensuring that products meet safety standards and are free from harmful microorganisms. This section covers traditional and rapid detection methods, highlighting their principles, applications, and practical examples.
Traditional Microbiological Testing Methods
Traditional methods rely on culturing microorganisms on selective media, followed by colony counting or identification. These methods are reliable but often time-consuming.
- Plate Count Method: Measures the number of viable bacteria by counting colony-forming units (CFUs) on agar plates after incubation.
- Most Probable Number (MPN): Estimates microbial populations in liquid samples based on statistical probability from multiple dilution tubes.
- Membrane Filtration: Used for water and liquid foods; microbes are trapped on a filter and cultured.
Example: Testing raw milk for total bacterial count using the plate count method involves plating diluted samples on nutrient agar and incubating at 37°C for 48 hours. Colonies are counted and reported as CFU/mL.
Rapid Detection Methods
Rapid methods reduce the time needed for results, which is crucial for timely decision-making in food manufacturing.
Immunological Methods
These methods use antibodies to detect specific microorganisms or toxins.
- ELISA (Enzyme-Linked Immunosorbent Assay): Detects antigens or antibodies with colorimetric output.
- Lateral Flow Assays: Simple, portable tests similar to pregnancy tests, providing qualitative or semi-quantitative results.
Example: Detecting Salmonella in poultry using ELISA kits can yield results within hours, compared to days with culture methods.
Molecular Methods
Molecular techniques detect DNA or RNA sequences unique to target microorganisms.
- PCR (Polymerase Chain Reaction): Amplifies specific DNA sequences for detection.
- Real-Time PCR: Quantifies DNA in real-time, allowing rapid and sensitive detection.
- Loop-Mediated Isothermal Amplification (LAMP): Amplifies DNA at a constant temperature, suitable for field testing.
Example: Using real-time PCR to detect Listeria monocytogenes in ready-to-eat foods can provide results within 4 hours.
Biosensors
Devices that convert a biological response into an electrical signal.
- Can be based on antibodies, enzymes, or nucleic acids.
- Provide rapid, often on-site detection.
Example: A biosensor detecting E. coli O157:H7 in fresh produce can alert operators in under an hour.
ATP Bioluminescence
Measures adenosine triphosphate (ATP) as an indicator of microbial contamination or cleanliness.
- Quick surface hygiene check.
- Does not identify specific microbes.
Example: Swabbing a food contact surface and measuring ATP levels to verify sanitation effectiveness.
Mind Map: Microbiological Testing Methods
Mind Map: Rapid Detection Method Applications
Practical Considerations
- Sensitivity and Specificity: Molecular methods generally offer higher sensitivity and specificity than culture methods.
- Time to Result: Rapid methods can provide results in hours rather than days.
- Cost and Equipment: Some rapid methods require expensive instruments and trained personnel.
- Sample Preparation: Complex food matrices may require careful sample preparation to avoid inhibitors.
Example Scenario
A ready-to-eat salad manufacturer implements a rapid PCR-based test for Listeria monocytogenes. Samples are collected daily, and results are available within 4 hours. This allows quick response to contamination, reducing product recalls and ensuring consumer safety.
Summary
Microbiological testing combines traditional culture techniques with rapid detection methods to balance reliability and speed. Selecting the appropriate method depends on the food product, target microorganism, required sensitivity, and operational constraints.
7.5 Auditing and Compliance in Food Manufacturing
Auditing and compliance are essential pillars in food manufacturing to ensure products meet safety, quality, and regulatory standards. Audits verify that processes align with established protocols and legal requirements, while compliance ensures ongoing adherence to these standards.
What is Auditing in Food Manufacturing?
Auditing is a systematic, independent examination of food manufacturing processes, documentation, and practices. It identifies gaps, verifies corrective actions, and confirms that the facility operates within regulatory and company standards.
Types of Audits
- Internal Audits: Conducted by the company’s own staff to monitor and improve processes.
- External Audits: Performed by third-party organizations or regulatory bodies to certify compliance.
- Supplier Audits: Focus on raw material suppliers to ensure quality and safety upstream.
Key Areas Audited
- Facility hygiene and sanitation
- Equipment maintenance and calibration
- Employee training and hygiene
- Raw material sourcing and storage
- Process controls and critical control points
- Traceability and record-keeping
- Packaging and labeling
Mind Map: Components of a Food Manufacturing Audit
The Audit Process
- Preparation: Define scope, objectives, and audit criteria. Gather relevant documents.
- Opening Meeting: Align expectations with auditees.
- On-site Inspection: Observe operations, interview staff, review records.
- Reporting: Document findings, categorize non-conformities.
- Corrective Actions: Develop and implement solutions for issues found.
- Follow-up: Verify effectiveness of corrective actions.
Compliance: Staying Within the Lines
Compliance means consistently meeting legal and company standards. It requires:
- Regular training to keep staff updated.
- Continuous monitoring of processes.
- Maintaining accurate and accessible records.
- Promptly addressing non-conformities.
Practical Example: Auditing a Ready-to-Eat Salad Production Line
- Documentation Review: Checked HACCP plan for temperature controls during washing and packaging.
- Facility Inspection: Noted a minor pest control issue near the loading dock.
- Process Evaluation: Verified that cold chain was maintained; temperature logs were complete.
- Personnel: Observed staff following hygiene protocols, but one employee lacked recent training.
- Product Testing: Microbial tests within acceptable limits.
- Outcome: Raised a non-conformity for pest control and training; corrective actions scheduled.
Mind Map: Common Non-Conformities in Food Manufacturing Audits
Tips for Effective Auditing and Compliance
- Approach audits as opportunities for improvement, not just inspections.
- Use checklists tailored to your processes.
- Engage staff early to foster cooperation.
- Document everything clearly and objectively.
- Prioritize corrective actions based on risk.
In summary, auditing and compliance are ongoing commitments. They require attention to detail, clear communication, and a willingness to address issues promptly. When done well, they protect consumers, enhance product quality, and support the reputation of the food manufacturer.
7.6 Practical Example: Establishing a Traceability System for Poultry Processing
Establishing a traceability system in poultry processing is essential for food safety, quality control, and regulatory compliance. Traceability means being able to track the history, application, or location of a product through all stages of production, processing, and distribution. In poultry, this involves linking each bird from farm to final packaged product.
Key Components of a Poultry Traceability System
Step 1: Bird Identification on the Farm
Each bird or flock must have a unique identifier. This can be an ear tag with a barcode or RFID chip. The identifier links to farm records including breeder source, feed type, vaccination, and medication history. For example, Farm A tags a batch of 1,000 birds with IDs 1001-2000. These IDs are scanned and logged before transport.
Step 2: Transport Documentation
When birds leave the farm, transport details are recorded: vehicle ID, driver, departure time, and temperature logs if refrigerated. This ensures conditions during transport meet safety standards. For instance, if a temperature spike occurs, the system flags the batch for inspection upon arrival.
Step 3: Receiving and Inspection at Processing Plant
Upon arrival, the batch ID is scanned. Inspectors verify the condition of birds and check transport records. Any discrepancies are noted. For example, if the transport temperature was out of range, the batch might be quarantined.
Step 4: Processing Line Tracking
Each processing step is linked to the batch ID. Slaughter time, equipment used, and operator ID are recorded. This helps trace back any contamination or quality issues. For example, if a contamination is found in a final product, the system can identify the exact processing line and time.
Step 5: Packaging and Labeling
Final products receive packaging labels with batch codes and production dates. These codes link back to all previous data. For example, a pack of chicken breasts with batch code 20230415-PL1 can be traced to birds processed on April 15, line 1.
Step 6: Distribution and Retail Tracking
Products are tracked through warehouses and delivery trucks. Scanning at each point updates the system. This allows quick identification of product location in case of recalls.
Mind Map: Traceability Workflow
Example: Traceability in Action
Imagine a batch of chickens processed on March 10. Later, a consumer reports illness linked to a particular product. Using the traceability system, the company scans the batch code and discovers that the birds came from Farm B, transported on March 8, processed on line 3. The system shows a temperature deviation during transport. The company isolates all products from that batch, notifies retailers, and investigates the transport issue.
Best Practices
- Use standardized, machine-readable IDs (barcodes or RFID).
- Automate data capture to reduce human error.
- Maintain real-time data updates accessible to all stakeholders.
- Regularly audit the system for gaps or inconsistencies.
- Train staff on the importance and use of traceability tools.
In summary, a traceability system in poultry processing is a chain of linked data points from farm to fork. It requires clear identification, thorough documentation, and reliable data management. When set up properly, it supports food safety, quality assurance, and swift response to issues.
8. Industrial Food Manufacturing Processes
8.1 Raw Material Handling and Storage
Raw material handling and storage form the foundation of any food manufacturing process. The quality and safety of the final product depend heavily on how raw materials are received, inspected, stored, and prepared for processing. Poor handling can lead to contamination, spoilage, and significant economic losses.
Key Objectives of Raw Material Handling and Storage
- Preserve quality and nutritional value
- Prevent contamination and spoilage
- Maintain traceability and inventory control
- Optimize space and reduce waste
Raw Material Receiving
Receiving is the first point of contact between raw materials and the processing facility. It requires thorough inspection and documentation.
- Inspection: Check for physical damage, signs of spoilage, pest infestation, and temperature control compliance.
- Documentation: Verify supplier certificates, delivery notes, and compliance with purchase specifications.
- Sampling: Collect samples for microbiological and chemical testing if necessary.
Example: When receiving fresh vegetables for processing, workers inspect for bruising, wilting, or foreign material. Temperature logs are checked to ensure cold chain integrity.
Sorting and Cleaning
Before storage or processing, raw materials often require sorting and cleaning to remove debris, damaged items, or contaminants.
- Mechanical sorting (e.g., sieves, conveyors)
- Manual inspection for quality control
- Washing with potable water or approved sanitizers
Example: Nuts are passed through air classifiers to remove shells and foreign particles before storage.
Storage Conditions
Storage conditions must be tailored to the type of raw material to maintain quality and safety.
- Temperature: Refrigerated, frozen, or ambient storage depending on perishability.
- Humidity: Controlled to prevent microbial growth or drying out.
- Ventilation: Adequate airflow to avoid condensation and mold.
- Packaging: Use of breathable or sealed packaging to protect from contamination.
Storage Facilities
Different raw materials require specific storage setups:
- Cold Storage: For perishable items like dairy, meat, and fresh produce.
- Dry Storage: For grains, spices, and dehydrated products.
- Bulk Storage: Silos or bins for large quantities of cereals or powders.
Example: Flour is stored in a dry, cool warehouse with humidity below 65% to prevent caking and mold.
Inventory Management
Effective inventory control ensures raw materials are used within their shelf life and reduces waste.
- First-In, First-Out (FIFO) system
- Regular stock rotation and inspection
- Accurate record-keeping and batch tracking
Handling Equipment
Proper equipment reduces damage and contamination risks.
- Conveyors, forklifts, and pallet jacks for movement
- Hygienic containers and bins
- Automated dosing and weighing systems
Example: Using stainless steel bins with smooth surfaces minimizes residue buildup and facilitates cleaning.
Mind Map: Raw Material Handling and Storage
Practical Example: Handling Raw Milk in a Dairy Plant
Raw milk is highly perishable and sensitive to contamination. Upon receiving, milk is tested for temperature, fat content, and microbial load. It is then quickly transferred to refrigerated storage tanks at 4°C or below. Milk tanks are cleaned and sanitized regularly to prevent biofilm formation. Inventory is managed to ensure milk is processed within 48 hours to maintain freshness and safety.
Summary
Raw material handling and storage require a systematic approach to maintain food quality and safety. Each step, from receiving to storage, must be carefully controlled with appropriate equipment and procedures. Clear documentation and regular inspection support traceability and compliance. Properly managed raw materials reduce risks and set the stage for efficient food processing.
8.2 Continuous vs Batch Processing Systems
Food manufacturing relies heavily on two primary processing approaches: continuous and batch systems. Each has distinct characteristics, advantages, and limitations that influence their suitability for different products and production scales.
Continuous Processing Systems
Continuous processing involves an uninterrupted flow of raw materials through the production line, where inputs are constantly fed, processed, and outputs are continuously collected. This system is common in large-scale industrial operations where high throughput and consistent product quality are priorities.
Key Features:
- Constant input and output
- Automated control systems
- Minimal downtime once running
- High efficiency and scalability
Example: In the production of carbonated soft drinks, syrup, water, and carbon dioxide are continuously mixed, carbonated, and bottled in a streamlined process. The system runs 24/7 with minimal interruptions, ensuring steady output.
Mind Map: Continuous Processing
Batch Processing Systems
Batch processing handles production in discrete quantities or lots. Raw materials are loaded, processed, and then the system is emptied before the next batch begins. This approach suits products requiring flexibility, customization, or small to medium production volumes.
Key Features:
- Production in defined lots
- Easier to change formulations
- More manual intervention
- Downtime between batches
Example: A bakery producing different flavors of cookies uses batch processing. Each flavor batch is mixed, baked, and packaged separately, allowing recipe adjustments and quality checks between batches.
Mind Map: Batch Processing
Comparing Continuous and Batch Systems
| Aspect | Continuous Processing | Batch Processing |
|---|---|---|
| Production Flow | Uninterrupted, steady | Intermittent, in lots |
| Flexibility | Low - suited for uniform products | High - easy to change recipes |
| Scale | Large-scale, high volume | Small to medium scale |
| Equipment Cost | High initial investment | Lower initial investment |
| Labor | Less manual intervention | More manual or semi-automated |
| Product Consistency | High, due to steady conditions | Variable, depends on batch control |
Practical Example: Juice Manufacturing
- Continuous: Juice extraction, pasteurization, and bottling occur in a continuous line. This maximizes throughput and maintains uniform quality.
- Batch: Specialty juices with unique ingredient blends are produced in batches to allow recipe adjustments and small volume runs.
Hybrid Approaches
Some food plants combine both systems, using continuous processing for base products and batch processing for flavoring or packaging stages. This hybrid model balances efficiency with flexibility.
Mind Map: Hybrid Systems
Understanding the distinctions between continuous and batch processing helps in selecting the right system based on product type, volume, and operational goals. Both have their place in food manufacturing, and sometimes the best solution is a thoughtful combination of the two.
8.3 Automation and Control in Food Production Lines
Automation and Control in Food Production Lines
Automation in food production lines refers to the use of control systems, such as computers or robots, to handle different processes and machinery with minimal human intervention. The goal is to improve efficiency, consistency, safety, and traceability while reducing errors and labor costs.
Key Components of Automation and Control Systems
- Sensors: Detect physical, chemical, or biological parameters (e.g., temperature, humidity, pH, flow rate).
- Actuators: Devices that perform actions based on control signals (e.g., motors, valves, conveyors).
- Controllers: Process input data and send commands to actuators (e.g., PLCs - Programmable Logic Controllers).
- Human-Machine Interface (HMI): Interface for operators to monitor and control the system.
- Communication Networks: Connect sensors, controllers, and HMIs for data exchange.
Mind Map: Automation System Components
Types of Control Strategies
- Open-loop Control: Actions are performed without feedback. Example: A conveyor belt running at a fixed speed.
- Closed-loop Control (Feedback Control): System adjusts actions based on sensor feedback. Example: Temperature control in pasteurization where sensors monitor heat and adjust heating elements.
Mind Map: Control Strategies
Example: Automated Bottling Line
In an automated bottling line, bottles move along a conveyor. Sensors detect bottle presence and position. A PLC controls filling nozzles, capping machines, and labeling units. If a bottle is missing or misaligned, the system stops or diverts the line to prevent errors.
- Sensors: Photoelectric sensors detect bottle presence.
- Actuators: Pneumatic cylinders operate caps.
- Controller: PLC sequences filling and capping.
- HMI: Operators monitor line status and adjust parameters.
This setup reduces spillage, ensures consistent fill volumes, and speeds up production.
Benefits of Automation in Food Production
- Consistency: Machines perform repetitive tasks precisely.
- Speed: Automated lines operate faster than manual.
- Safety: Reduces human exposure to hazards.
- Data Collection: Enables real-time monitoring and traceability.
Challenges and Considerations
- Initial Investment: Automation requires capital for equipment and integration.
- Maintenance: Systems need regular upkeep to avoid downtime.
- Flexibility: Automated lines can be less adaptable to product changes.
- Training: Operators must understand system operation and troubleshooting.
Mind Map: Automation Benefits and Challenges
Example: Temperature Control in Pasteurization
A pasteurization unit uses temperature sensors to monitor the product’s heat. The controller adjusts steam valves to maintain the target temperature. If the temperature drops below the setpoint, the system increases steam flow; if it rises too high, it reduces it. This closed-loop control ensures food safety without overprocessing.
Integration with Quality Control
Automation can incorporate quality checks such as weight measurement, metal detection, or vision systems to inspect packaging. For example, a checkweigher automatically rejects underfilled packages, maintaining product standards without slowing the line.
Mind Map: Automation Integration Points
Summary
Automation and control systems in food production lines combine sensors, controllers, and actuators to manage processes efficiently. They improve product consistency, safety, and throughput while enabling data-driven decision-making. Understanding the components and control strategies helps design systems that meet production goals and maintain food quality.
8.4 Cleaning and Sanitation Protocols in Food Plants
Cleaning and sanitation are foundational to food safety and product quality in any food manufacturing facility. They prevent contamination, control microbial growth, and maintain equipment efficiency. A well-structured cleaning and sanitation program balances thoroughness with efficiency, ensuring that all surfaces and equipment are free from residues and pathogens without unnecessary downtime.
Key Concepts in Cleaning and Sanitation
- Cleaning: The physical removal of soil, food residues, dirt, and grease from surfaces.
- Sanitation: The reduction of microorganisms on cleaned surfaces to safe levels.
Both steps are essential; cleaning without sanitation leaves microbes behind, while sanitation on dirty surfaces is ineffective.
Mind Map: Cleaning and Sanitation Overview
Cleaning Agents and Their Roles
- Detergents: Remove fats and oils by emulsifying them.
- Alkalis: Break down proteins and grease, common in food plants.
- Acids: Remove mineral deposits and rust.
- Enzymes: Target specific residues like starch or protein, often used in combination with detergents.
Choosing the right agent depends on the type of soil and surface material.
Cleaning Methods
- Manual Cleaning: Using brushes, cloths, and scrapers. Suitable for small or delicate equipment.
- Mechanical Cleaning: Automated washers, CIP (Clean-In-Place) systems for tanks and pipelines.
- Chemical Cleaning: Use of detergents and sanitizers, often combined with temperature and mechanical action.
Sanitation Agents and Application
Sanitizers reduce microbial load after cleaning. Common types include:
- Chlorine-based sanitizers: Effective and economical but can corrode equipment and lose efficacy in organic matter.
- Quaternary ammonium compounds (Quats): Stable and less corrosive, suitable for many surfaces.
- Peracetic acid: Strong oxidizer, effective against spores, but can be costly.
- Hydrogen peroxide: Environmentally friendly, breaks down into water and oxygen.
Application methods affect sanitizer effectiveness. Foam application increases contact time and coverage, while sprays are faster but may miss crevices.
Cleaning and Sanitation Cycle Example: CIP System
- Pre-rinse: Remove loose soil with water.
- Detergent wash: Circulate alkaline or acid detergent at elevated temperature.
- Intermediate rinse: Remove detergent residues.
- Sanitizer application: Circulate sanitizer solution.
- Final rinse: Remove sanitizer if required.
This cycle is automated and monitored for temperature, flow, and chemical concentration.
Verification and Monitoring
- Visual Inspection: The simplest method, but subjective.
- Microbiological Testing: Swabbing surfaces and culturing microbes.
- ATP Bioluminescence: Measures organic residues quickly by detecting adenosine triphosphate (ATP).
Regular verification ensures protocols are effective and highlights areas needing improvement.
Practical Examples
Example 1: Cleaning a Conveyor Belt in a Snack Food Plant
- Soil Type: Oil, starch, and salt residues.
- Cleaning Method: Manual scrubbing with alkaline detergent followed by high-pressure water rinse.
- Sanitization: Spray application of quaternary ammonium compound.
- Verification: ATP testing after cleaning to confirm residue removal.
Example 2: CIP in a Dairy Processing Tank
- Soil Type: Milk proteins and fats.
- Cleaning Method: Automated CIP cycle with caustic detergent at 70°C, followed by acid rinse to remove mineral scale.
- Sanitization: Peracetic acid circulated for 10 minutes.
- Verification: Microbiological swabs taken weekly.
Mind Map: Cleaning and Sanitation Verification
Summary
Cleaning and sanitation protocols must be tailored to the specific soils, equipment, and microbial risks in a food plant. Selecting appropriate agents and methods, combined with routine verification, ensures food safety and operational efficiency. Practical examples illustrate how these principles apply in real-world settings, balancing thoroughness with productivity.
8.5 Waste Management and Sustainability Practices
Effective waste management in industrial food manufacturing is essential for reducing environmental impact, cutting costs, and complying with regulations. Waste streams in food production include organic waste, packaging materials, wastewater, and by-products. Managing these requires a clear strategy that integrates reduction, reuse, recycling, and responsible disposal.
Types of Waste in Food Manufacturing
- Organic Waste: Includes peelings, trimmings, spoiled raw materials, and expired products.
- Packaging Waste: Plastic films, cardboard, glass, and metal containers.
- Wastewater: Contains organic residues, cleaning agents, and sometimes fats or oils.
- By-products: Secondary materials generated during processing, such as whey from cheese production.
Mind Map: Waste Streams and Management Options
Waste Reduction Strategies
-
Source Reduction: Minimizing waste generation by optimizing raw material use and improving process efficiency. For example, adjusting cutting techniques in vegetable processing to reduce peel waste.
-
Process Optimization: Using precise ingredient dosing and better inventory management to avoid overproduction and spoilage.
-
Employee Training: Educating staff on waste segregation and handling can significantly reduce contamination and improve recycling rates.
Practical Example: Reducing Organic Waste in a Fruit Processing Plant
A fruit processing facility noticed high volumes of peel and pulp waste. By installing a pulping machine that extracts juice more efficiently, they reduced leftover pulp by 15%. The remaining pulp was diverted to an anaerobic digester, producing biogas used to power part of the plant.
Waste Reuse and Valorization
Many by-products can be converted into valuable materials. For instance, whey from cheese production is rich in proteins and can be processed into powders for nutritional supplements. Similarly, spent grains from brewing can be repurposed as animal feed.
Mind Map: Valorization of Food Industry By-products
Packaging Waste Management
Reducing packaging waste starts with selecting materials that are recyclable or biodegradable. Switching from multilayer plastics to mono-material films simplifies recycling. Additionally, redesigning packaging to use less material without compromising protection helps reduce waste volume.
Practical Example: Packaging Optimization in a Snack Factory
A snack manufacturer replaced its multi-material bags with recyclable polyethylene films. This change improved recycling rates and reduced packaging costs by 10%. They also introduced bulk packaging for institutional clients, cutting down on individual wrappers.
Wastewater Treatment and Reuse
Food processing generates wastewater with high organic loads. On-site treatment plants use physical, chemical, and biological methods to reduce contaminants before discharge. Treated water can be reused for cleaning or irrigation, lowering freshwater consumption.
Mind Map: Wastewater Treatment Steps
Sustainability Practices Beyond Waste
Sustainability in food manufacturing also involves energy efficiency, water conservation, and responsible sourcing. While waste management is a core part, integrating these elements creates a more comprehensive approach.
Practical Example: Integrated Sustainability in a Beverage Plant
A beverage plant implemented LED lighting, optimized refrigeration cycles, and installed a wastewater treatment system that recycles 60% of its water. Combined with a composting program for organic waste, these efforts reduced operational costs and environmental footprint.
Waste management in food manufacturing is a multi-faceted challenge. By understanding waste types, applying reduction and valorization techniques, and managing packaging and wastewater effectively, plants can improve sustainability and efficiency. Concrete steps like process optimization, employee training, and technology adoption make these goals achievable.
8.6 Practical Example: Implementing Lean Manufacturing in a Snack Food Factory
Implementing Lean Manufacturing in a Snack Food Factory involves systematically identifying and eliminating waste to improve efficiency, reduce costs, and maintain product quality. Lean principles focus on value from the customer’s perspective, continuous improvement, and respect for people. Here, we explore a practical example illustrating how these principles can be applied in a snack food production setting.
Understanding Waste in Snack Food Manufacturing
The first step is recognizing the types of waste common in the factory:
- Overproduction: Making more snacks than demand requires, leading to excess inventory.
- Waiting: Idle time when machines or workers are not productive.
- Transportation: Unnecessary movement of raw materials or products between workstations.
- Overprocessing: Adding more steps or features than necessary.
- Inventory: Excess raw materials or finished goods stored unnecessarily.
- Motion: Unnecessary movements by workers, such as walking or reaching.
- Defects: Products that do not meet quality standards, requiring rework or disposal.
Step 1: Mapping the Current Process
A value stream map (VSM) helps visualize the flow of materials and information. Here’s a simplified mind map of a snack food production line:
Each step is analyzed for value addition and waste.
Step 2: Identifying Bottlenecks and Waste
For example, the packaging station may have frequent downtime due to machine jams, causing waiting and inventory buildup upstream. Workers may walk long distances to retrieve packaging materials, increasing motion waste.
Step 3: Applying Lean Tools
-
5S (Sort, Set in order, Shine, Standardize, Sustain): Organize workstations to reduce motion and waiting. For instance, placing packaging materials within arm’s reach.
-
Kaizen (Continuous Improvement): Encourage workers to suggest small changes, such as adjusting machine settings to reduce jams.
-
Just-In-Time (JIT): Align production with demand to minimize overproduction and inventory.
-
Kanban: Use visual signals to trigger material replenishment, avoiding excess stock.
-
Poka-Yoke (Error Proofing): Implement simple devices or procedures to prevent defects, like sensors that stop the line if a package is missing.
Step 4: Redesigning the Workflow
A lean layout minimizes transportation and motion. For example, arranging the seasoning and packaging stations side-by-side reduces product movement.
Step 5: Measuring Improvements
Key performance indicators (KPIs) include:
- Reduction in cycle time
- Decrease in inventory levels
- Lower defect rates
- Increased overall equipment effectiveness (OEE)
Practical Example: Reducing Packaging Downtime
Problem: Frequent jams at the packaging machine cause 15 minutes of downtime every hour.
Action: A cross-functional team investigates and finds that inconsistent bag sizes cause jams.
Solution: Standardize bag sizes and implement a poka-yoke sensor to detect misaligned bags.
Result: Downtime reduced to 3 minutes per hour, increasing throughput.
Mind Map: Lean Implementation Steps
Example: Organizing the Mixing Station Using 5S
- Sort: Remove unused tools and ingredients.
- Set in order: Label ingredient bins and place them in order of use.
- Shine: Clean the area daily to spot issues early.
- Standardize: Create a checklist for setup and cleanup.
- Sustain: Assign responsibility and conduct regular audits.
This reduces time spent searching for ingredients and prevents cross-contamination.
Final Thoughts
Lean manufacturing is not a one-time fix but an ongoing effort. In a snack food factory, it helps streamline operations, reduce waste, and improve product consistency. Engaging employees at all levels and using simple, practical tools leads to meaningful improvements without disrupting production.
9. Packaging and Preservation Technologies
9.1 Principles of Food Packaging and Material Selection
Food packaging serves multiple roles beyond simply holding the product. It protects food from physical damage, contamination, and spoilage, while also facilitating handling, storage, and transportation. Choosing the right packaging material requires balancing these protective functions with cost, environmental impact, and compatibility with the food product.
Key Functions of Food Packaging
- Protection: Shields food from moisture, oxygen, light, microbes, and mechanical forces.
- Containment: Holds the product securely, preventing spills and loss.
- Communication: Displays product information, nutritional facts, and branding.
- Convenience: Enables ease of use, portion control, and storage.
Material Selection Criteria
Selecting packaging materials depends on several factors:
- Barrier Properties: Ability to block oxygen, moisture, light, and odors.
- Mechanical Strength: Resistance to punctures, tears, and compression.
- Chemical Compatibility: No interaction or migration between packaging and food.
- Thermal Stability: Withstands processing temperatures like pasteurization.
- Cost and Availability: Balancing budget constraints with performance.
- Environmental Impact: Recyclability, biodegradability, and carbon footprint.
Common Packaging Materials and Their Characteristics
| Material | Barrier Properties | Strength | Typical Use Cases | Notes |
|---|---|---|---|---|
| Glass | Excellent oxygen & moisture barrier | High (fragile to impact) | Beverages, sauces, baby food | Inert, recyclable, heavy |
| Metal (Aluminum, Steel) | Excellent barrier to light, oxygen, moisture | Very high | Canned foods, beverages | Good thermal conductor, recyclable |
| Plastics (PET, HDPE, LDPE, PP) | Variable; PET good oxygen barrier, LDPE low | Moderate | Bottles, films, trays | Lightweight, versatile, some migration concerns |
| Paper and Paperboard | Low barrier unless coated | Moderate | Dry foods, cartons | Renewable, often combined with coatings |
Mind Map: Packaging Material Selection Factors
Barrier Properties Explained
Oxygen and moisture are the main culprits in food spoilage. Oxygen can cause oxidation, leading to rancidity and color changes. Moisture can promote microbial growth or cause texture changes. Packaging materials with low oxygen transmission rates (OTR) and water vapor transmission rates (WVTR) are preferred for sensitive foods.
For example, snack chips require packaging that prevents moisture ingress to maintain crispness. A metallized film or foil laminate is often used because it blocks moisture and oxygen effectively.
Mechanical Strength Considerations
Packaging must survive handling, stacking, and transport. Glass jars provide excellent protection but are prone to breakage. Plastics offer impact resistance but may puncture under sharp forces. Paperboard cartons are lightweight but need reinforcement or coatings for strength.
An example is milk cartons made from paperboard with a polyethylene coating to provide moisture resistance and structural integrity.
Chemical Compatibility and Food Safety
Some plastics can leach additives or monomers into food, especially fatty or acidic products. Regulatory limits exist for migration levels. Glass and metal are generally inert but can corrode or react under certain conditions (e.g., acidic foods in metal cans require protective coatings).
A practical case is the use of epoxy resin liners inside metal cans to prevent corrosion and metal migration into acidic foods like tomatoes.
Thermal Stability and Processing Compatibility
Packaging must withstand processing conditions such as pasteurization, sterilization, or freezing. For example, PET bottles can handle pasteurization temperatures but may deform under retort sterilization. Flexible pouches made of multilayer films can be designed to tolerate high heat.
Environmental Impact
Recyclability and biodegradability are increasingly important. Glass and metal are widely recyclable. Plastics vary; PET and HDPE are commonly recycled, while multilayer films are more challenging. Paper is renewable but often combined with non-recyclable coatings.
Mind Map: Packaging Material Examples and Uses
Example 1: Packaging for Fresh Salad
Fresh salads require packaging that allows gas exchange to maintain freshness but limits moisture loss. Modified atmosphere packaging (MAP) uses films with selective permeability. A plastic tray sealed with a breathable film balances oxygen and carbon dioxide levels.
Material selection here focuses on oxygen permeability and mechanical strength to protect delicate leaves.
Example 2: Packaging for Frozen Foods
Frozen foods need packaging that resists moisture vapor transmission to prevent freezer burn. Multilayer plastic films combining polyethylene for sealability and nylon for strength are common. The packaging must also withstand low temperatures without cracking.
Example 3: Packaging for Snack Foods
Potato chips require a high barrier to oxygen and moisture to maintain crispness and prevent rancidity. Metallized films or foil laminates are used. These materials provide excellent barrier properties but are less recyclable, posing environmental trade-offs.
Summary
Effective food packaging depends on a clear understanding of the product’s needs and the environment it will face. Balancing barrier properties, mechanical strength, chemical safety, thermal stability, cost, and environmental considerations guides material selection. Real-world examples illustrate how these principles come together to protect food quality and safety.
9.2 Modified Atmosphere Packaging (MAP) and Controlled Atmosphere Packaging (CAP)
Modified Atmosphere Packaging (MAP) and Controlled Atmosphere Packaging (CAP) are techniques used to extend the shelf life of perishable foods by altering the composition of gases surrounding the product. Both methods slow down spoilage processes such as microbial growth, enzymatic activity, and oxidation, but they differ in how the atmosphere is managed and maintained.
What is Modified Atmosphere Packaging (MAP)?
MAP involves replacing the air inside a package with a specific gas mixture tailored to the product’s needs. This is done at the time of packaging and the atmosphere is not actively controlled afterward. The package material is selected to maintain the gas composition for as long as possible by limiting gas exchange.
Common gases used in MAP include:
- Carbon dioxide (CO₂): Inhibits growth of many aerobic bacteria and molds.
- Nitrogen (N₂): An inert filler gas that displaces oxygen.
- Oxygen (O₂): Sometimes maintained at low or high levels depending on the product; for example, high O₂ can preserve red meat color.
What is Controlled Atmosphere Packaging (CAP)?
CAP is a more advanced form of atmosphere control where the gas composition is continuously monitored and adjusted during storage. This method is common in large-scale storage facilities, especially for fruits and vegetables, where maintaining precise gas levels can slow respiration and delay ripening.
Differences Between MAP and CAP
| Feature | MAP | CAP |
|---|---|---|
| Atmosphere Control | Set once during packaging | Continuously monitored and adjusted |
| Typical Use | Packaged foods (meat, cheese, ready meals) | Bulk storage of produce (apples, pears) |
| Packaging Material | Gas barrier films to maintain atmosphere | Storage rooms with gas control systems |
| Cost | Lower | Higher |
How MAP Works in Practice
The process begins by flushing the package with the desired gas mixture, then sealing it. The packaging film’s permeability to gases is critical; it must allow minimal gas exchange to maintain the atmosphere but also accommodate product respiration if applicable.
For example, fresh-cut salad mixes are packaged with a high nitrogen and low oxygen atmosphere to slow browning and microbial growth. The packaging film is selected to allow a small oxygen influx to balance the respiration rate, preventing anaerobic conditions that cause off-flavors.
Practical Example: MAP for Fresh-Cut Fruits
- Product: Sliced apples
- Gas mixture: 5% O₂, 10% CO₂, 85% N₂
- Packaging: Polyethylene film with controlled permeability
- Outcome: Reduced enzymatic browning and microbial spoilage, shelf life extended from 3 to 10 days
CAP in Storage Facilities
In CAP, sensors monitor oxygen, carbon dioxide, and sometimes ethylene levels. Automated systems adjust gas concentrations by injecting or removing gases. This control slows respiration and delays ripening or senescence.
For example, apples stored under CAP conditions with 2% O₂ and 3% CO₂ at low temperature can be kept for several months without significant quality loss.
Practical Example: CAP for Apple Storage
- Initial atmosphere: Ambient air
- Controlled atmosphere: 2% O₂, 3% CO₂, balance N₂
- Temperature: 0–1°C
- Result: Slowed respiration rate, maintained firmness and flavor for up to 6 months
Mind Map: Key Elements of MAP and CAP
Gas Composition Guidelines for MAP
| Food Type | O₂ (%) | CO₂ (%) | N₂ (%) | Notes |
|---|---|---|---|---|
| Fresh meat | 60–80 | 20–40 | Balance | High O₂ preserves red color |
| Cheese | 70–80 | 20–30 | Balance | CO₂ inhibits mold growth |
| Fresh-cut vegetables | 2–5 | 5–10 | Balance | Low O₂ to reduce respiration |
| Bakery products | 0 | 0 | 100 | N₂ to prevent oxidation |
Challenges and Considerations
- Respiration Rate: High-respiring products require packaging that allows gas exchange to prevent anaerobic conditions.
- Film Selection: Must balance gas barrier properties and mechanical strength.
- Gas Mixture Optimization: Incorrect gas ratios can cause off-flavors or texture changes.
- Cost: MAP is generally more cost-effective for packaged goods; CAP requires investment in monitoring and control systems.
In summary, MAP and CAP are valuable tools in food preservation. MAP is widely used for packaged foods, where the atmosphere is set once and maintained by packaging materials. CAP offers tighter control for bulk storage, particularly of fruits and vegetables, by actively managing gas levels. Both methods rely on understanding the product’s biology and selecting appropriate gases and packaging to maintain quality and safety.
9.3 Active and Intelligent Packaging Systems
Active and intelligent packaging systems go beyond traditional packaging by interacting with the food product or its environment to extend shelf life, improve safety, or provide information about the product’s condition. These technologies aim to maintain or enhance food quality while offering added value to manufacturers and consumers.
Active Packaging
Active packaging involves materials or components that actively modify the internal atmosphere or interact chemically or biologically with the food or its surroundings. The goal is to slow down spoilage, inhibit microbial growth, or reduce oxidation.
Key types of active packaging:
- Oxygen scavengers: Remove residual oxygen inside the package to reduce oxidation and microbial growth.
- Moisture absorbers: Control humidity to prevent microbial growth and texture changes.
- Ethylene absorbers: Capture ethylene gas to delay ripening in fruits and vegetables.
- Antimicrobial packaging: Incorporate agents that inhibit or kill microorganisms.
- Carbon dioxide emitters: Release CO2 to inhibit microbial growth in modified atmosphere packaging.
Example:
A meat packaging system incorporating oxygen scavengers can significantly extend shelf life by reducing oxidative rancidity and slowing bacterial growth. The scavenger sachets absorb oxygen that penetrates the packaging film, maintaining a low-oxygen environment.
Intelligent Packaging
Intelligent packaging provides information about the condition of the food or its environment. It does not interact directly with the food but monitors and communicates data such as temperature, freshness, or contamination.
Common intelligent packaging components:
- Time-temperature indicators (TTIs): Show cumulative exposure to temperature over time.
- Freshness indicators: Detect chemical changes related to spoilage, such as pH or gas emissions.
- Gas indicators: Monitor levels of gases like oxygen or carbon dioxide inside the package.
- Barcode and RFID tags: Track product movement and provide traceability.
Example:
A freshness indicator label on packaged fish changes color as the product spoils, providing a visual cue to consumers and retailers about the product’s quality.
Mind Map: Active Packaging Components
Mind Map: Intelligent Packaging Features
Practical Examples
-
Active Packaging in Bakery Products: Oxygen scavengers are used in bread packaging to prevent mold growth. By reducing oxygen levels, the bread stays fresher longer without chemical preservatives.
-
Intelligent Packaging for Seafood: Freshness indicators that detect biogenic amines (compounds produced by spoilage bacteria) can be integrated into packaging films. When the fish starts to spoil, the indicator changes color, alerting consumers.
-
Moisture Control in Snack Foods: Moisture absorbers placed inside chip bags prevent sogginess by maintaining low humidity, preserving crispness.
-
Antimicrobial Films for Cheese: Films infused with natural antimicrobial agents like nisin inhibit surface mold growth, extending shelf life without altering flavor.
-
Time-Temperature Indicators in Frozen Foods: TTIs attached to frozen meals provide a visual record of temperature abuse during transport or storage, helping retailers decide whether the product is still safe to sell.
Integration Considerations
When selecting active or intelligent packaging, manufacturers must consider:
- Compatibility with the food product (e.g., no adverse chemical reactions).
- Regulatory approvals for materials and additives.
- Cost implications versus shelf life benefits.
- Consumer acceptance and understanding.
- Environmental impact and recyclability.
Active and intelligent packaging systems offer practical solutions to common food preservation challenges. By carefully choosing the right technology and integrating it into the packaging design, producers can improve product quality, reduce waste, and provide useful information to consumers.
9.4 Edible Coatings and Films for Food Preservation
Edible coatings and films are thin layers of edible material applied to food surfaces to extend shelf life, maintain quality, and sometimes add functional properties. Unlike traditional packaging, these coatings become part of the food and can reduce moisture loss, oxygen transfer, and microbial growth. They are particularly useful for fresh produce, bakery items, and meats.
Types of Edible Coatings and Films
Edible coatings are typically applied as a liquid or semi-liquid that forms a continuous layer, while edible films are pre-formed sheets applied onto the food. Both serve similar purposes but differ in application and form.
- Polysaccharide-based: Derived from starch, cellulose, chitosan, or alginate. These are good oxygen barriers but less effective against moisture.
- Protein-based: Made from gelatin, casein, whey, or soy proteins. They offer good mechanical strength and moderate gas barriers.
- Lipid-based: Include waxes, fatty acids, and oils. These provide excellent moisture barriers but poor gas permeability.
- Composite coatings: Combine polysaccharides, proteins, and lipids to balance barrier properties.
Mind Map: Components and Functions of Edible Coatings
Mechanisms of Preservation
Edible coatings slow down respiration and transpiration in fruits and vegetables by limiting gas exchange and moisture loss. They also act as carriers for antimicrobial agents or antioxidants, which can inhibit spoilage microorganisms or delay oxidation.
For example, a chitosan coating on strawberries can reduce fungal growth while maintaining firmness. Similarly, lipid-based coatings on cheese help prevent moisture loss and mold growth.
Application Methods
- Dipping: Food is submerged in the coating solution and then dried. Common for fruits like apples and citrus.
- Spraying: Coating is sprayed onto the surface, useful for irregular shapes or delicate items.
- Brushing: Manual application for small-scale or artisanal products.
Mind Map: Application Techniques
Examples
-
Alginate Coatings on Fresh-Cut Apples: Alginate forms a gel in the presence of calcium ions, creating a barrier that reduces browning and moisture loss. This coating also carries antibrowning agents like ascorbic acid.
-
Gelatin Films for Meat Products: Gelatin films can be infused with natural antimicrobials such as rosemary extract to inhibit spoilage bacteria on sliced meats.
-
Wax Coatings on Citrus Fruits: Traditional wax coatings reduce water loss and delay mold growth, extending shelf life without altering the fruit’s appearance.
-
Chitosan Coatings on Strawberries: Chitosan’s antimicrobial properties reduce fungal spoilage, and its film-forming ability maintains texture.
Considerations and Limitations
- Sensory Impact: Coatings should not adversely affect taste, aroma, or texture.
- Regulatory Approval: Ingredients must be approved for food use.
- Compatibility: Coatings must adhere well without damaging the food surface.
- Environmental Conditions: Temperature and humidity affect coating performance.
Mind Map: Key Considerations
In summary, edible coatings and films provide a functional, sometimes multifunctional, approach to food preservation. Their ability to form barriers and carry active agents makes them valuable in maintaining freshness and safety, especially for perishable foods.
9.5 Impact of Packaging on Shelf Life and Food Safety
Packaging plays a crucial role in determining both the shelf life and safety of food products. It acts as a barrier between the food and external factors such as oxygen, moisture, light, and microorganisms, all of which can accelerate spoilage or introduce hazards. Understanding how packaging impacts these factors helps in selecting appropriate materials and designs for specific food types.
Key Factors Influencing Shelf Life and Safety Through Packaging
Barrier Properties
The ability of packaging to limit oxygen and moisture ingress is fundamental. Oxygen can cause oxidation of fats, vitamins, and pigments, leading to rancidity, off-flavors, and nutrient loss. Moisture can promote microbial growth or cause texture changes.
Example: A snack food like potato chips is often packaged in metallized films with low oxygen and moisture permeability to prevent staling and rancidity. Without this barrier, chips quickly become soggy and develop off-flavors.
Physical Protection
Packaging must protect food from physical damage during transport and storage. Damage can expose food to contamination or accelerate spoilage.
Example: Rigid plastic containers for fresh berries prevent crushing, which otherwise would lead to bruising and microbial spoilage.
Chemical Interaction
Some packaging materials can interact chemically with food, either by migrating substances into the food or absorbing food components. This can affect safety and quality.
Example: Certain plasticizers in flexible packaging can migrate into fatty foods if not properly selected, potentially affecting taste and safety.
Microbial Control
Packaging that provides an effective seal prevents microbial contamination. Technologies like Modified Atmosphere Packaging (MAP) replace oxygen with inert gases to slow microbial growth.
Example: Fresh-cut salads packaged under MAP with nitrogen and carbon dioxide have extended shelf life by inhibiting aerobic spoilage bacteria.
Environmental Conditions
Packaging can help maintain appropriate temperature and humidity levels around the food, indirectly affecting shelf life.
Example: Insulated packaging for frozen foods maintains low temperatures, preventing thawing and microbial growth.
Mind Map: Packaging Functions and Their Impact
Practical Example: Shelf Life Extension of Fresh Meat
Fresh meat is highly perishable due to microbial growth and oxidation. Vacuum packaging removes air, reducing oxygen exposure and slowing oxidation. Additionally, vacuum packaging limits aerobic bacteria growth. This packaging choice can extend refrigerated shelf life from a few days to over a week.
Packaging and Food Safety
Packaging also contributes to food safety by preventing contamination and tampering. Tamper-evident seals alert consumers if a package has been opened or compromised.
Example: Bottled beverages often use shrink bands or induction seals to ensure product integrity.
Mind Map: Packaging and Food Safety Elements
Summary
The impact of packaging on shelf life and food safety is multifaceted. Effective packaging controls exposure to oxygen, moisture, light, and contaminants, while providing physical protection and maintaining environmental conditions. Selecting the right packaging requires balancing these factors with cost, sustainability, and product-specific needs.
9.6 Practical Example: Designing MAP for Fresh-Cut Fruits
Modified Atmosphere Packaging (MAP) is a technique used to extend the shelf life of fresh-cut fruits by altering the composition of gases surrounding the product inside the package. The goal is to slow down respiration, delay microbial growth, and maintain quality attributes such as texture, color, and flavor.
Step 1: Understanding Fresh-Cut Fruit Respiration
Fresh-cut fruits continue to respire after processing, consuming oxygen (O₂) and producing carbon dioxide (CO₂) and water vapor. The respiration rate depends on the fruit type, temperature, and degree of cutting.
- High respiration rate → faster spoilage
- Lowering O₂ and increasing CO₂ in packaging slows respiration
Mind Map: Respiration in Fresh-Cut Fruits
Step 2: Selecting Appropriate Gas Composition
The typical MAP gas mixture for fresh-cut fruits involves reducing oxygen levels to 2–5% and increasing carbon dioxide to 5–10%, with the balance being nitrogen (N₂) to prevent package collapse.
- Low O₂ slows enzymatic browning and microbial growth
- Elevated CO₂ inhibits aerobic spoilage organisms
- N₂ acts as an inert filler
Example: For fresh-cut apples, a gas mixture of 3% O₂, 7% CO₂, and 90% N₂ is commonly used.
Mind Map: Gas Composition in MAP
Step 3: Choosing Packaging Materials
Packaging films must have controlled gas permeability to maintain the desired atmosphere. The permeability depends on the polymer type and thickness.
- High barrier films retain gases longer
- Perforations or micro-perforations can adjust gas exchange
- Water vapor permeability affects moisture loss and condensation
Example: Polyethylene terephthalate (PET) combined with oriented polypropylene (OPP) films are often used for fresh-cut fruit packaging.
Mind Map: Packaging Material Properties
Step 4: Temperature Control
Temperature directly affects respiration and microbial growth. MAP is most effective when combined with refrigeration (typically 0–4°C).
- Lower temperatures reduce respiration rate
- Prevent condensation inside packaging
Example: Storing fresh-cut mango slices at 4°C with MAP extends shelf life from 3 days (air packaging) to 10 days.
Step 5: Monitoring and Adjusting Package Atmosphere
After sealing, the internal atmosphere changes due to ongoing respiration. Monitoring O₂ and CO₂ levels helps ensure the atmosphere remains within target ranges.
- Use gas analyzers to measure headspace gases
- Adjust film permeability or gas mixture if necessary
Step 6: Practical Considerations and Challenges
- Overly low O₂ can cause anaerobic respiration, leading to off-flavors
- Excessive CO₂ may cause tissue damage
- Moisture condensation can promote microbial growth
- Balancing gas composition and packaging permeability is critical
Summary Mind Map: Designing MAP for Fresh-Cut Fruits
This example illustrates how MAP design for fresh-cut fruits requires balancing multiple factors to maintain quality and safety. By carefully selecting gas mixtures, packaging materials, and storage conditions, shelf life can be significantly extended while preserving the sensory and nutritional qualities of the fruit.
10. Analytical Techniques in Food Science
10.1 Proximate Analysis and Nutrient Profiling
Proximate analysis is a fundamental set of laboratory procedures used to determine the major nutritional components of food. It breaks down a food sample into its basic constituents: moisture, ash (minerals), protein, fat, fiber, and carbohydrates. This analysis provides a snapshot of the food’s composition, which is essential for nutritional labeling, quality control, and product development.
Components of Proximate Analysis
- Moisture: The water content in food, usually expressed as a percentage. It affects shelf life, texture, and microbial stability.
- Ash: Represents the total mineral content remaining after complete combustion of the organic matter.
- Protein: Usually measured by determining nitrogen content and applying a conversion factor (commonly 6.25).
- Fat: Extracted using solvents or other methods, fat content influences energy value and mouthfeel.
- Crude Fiber: The indigestible portion of plant material, important for digestive health.
- Carbohydrates: Often calculated by difference, subtracting the sum of other components from 100%.
Mind Map: Proximate Analysis Components
Methods Overview
- Moisture: Determined by drying the sample at a specified temperature until constant weight is achieved.
- Ash: Sample is incinerated in a muffle furnace at temperatures around 500-600°C.
- Protein: Kjeldahl method is common, measuring nitrogen content.
- Fat: Soxhlet extraction or newer methods like supercritical fluid extraction.
- Fiber: Acid and alkaline digestion mimics human digestion to isolate fiber.
- Carbohydrates: Calculated by difference or measured directly for sugars and starches.
Practical Example: Proximate Analysis of Wheat Flour
- Moisture: 12%
- Ash: 0.5%
- Protein: 11%
- Fat: 1.5%
- Fiber: 2%
- Carbohydrates: 73%
This profile helps millers and bakers understand flour quality and adjust formulations accordingly.
Nutrient Profiling
Nutrient profiling builds on proximate analysis by detailing specific nutrients such as vitamins, minerals, amino acids, and fatty acids. It provides a more comprehensive picture of food’s nutritional value.
Mind Map: Nutrient Profiling Components
Example: Nutrient Profiling of Spinach (per 100g raw)
- Protein: 2.9g (with essential amino acids)
- Fat: 0.4g (mostly unsaturated)
- Carbohydrates: 3.6g (including 2.2g fiber)
- Vitamin A: 469 µg
- Vitamin C: 28 mg
- Iron: 2.7 mg
- Calcium: 99 mg
This detailed profile guides dietitians and food developers in creating nutrient-rich products.
Integration of Proximate Analysis and Nutrient Profiling
Proximate analysis provides the broad strokes, while nutrient profiling fills in the details. For example, knowing total protein is useful, but understanding the amino acid composition is critical for assessing protein quality.
Mind Map: Integration
Practical Example: Using Proximate Analysis in Product Development
A company wants to develop a high-protein snack bar. Initial proximate analysis of candidate ingredients (nuts, seeds, protein isolates) helps estimate the protein content. Nutrient profiling then ensures the amino acid profile meets dietary needs. Adjustments are made to balance fat and carbohydrate levels for texture and taste.
In summary, proximate analysis and nutrient profiling are complementary tools. They provide the data needed to understand food composition, ensure safety and quality, and develop products that meet nutritional goals.
10.2 Chromatographic Methods for Food Component Identification
Chromatographic methods are essential tools in food science for identifying and quantifying components within complex mixtures. These techniques separate compounds based on differences in their physical or chemical properties, allowing analysts to pinpoint specific ingredients, contaminants, or nutrients in food products.
Overview of Chromatographic Techniques
There are several chromatographic methods commonly used in food component identification:
- Gas Chromatography (GC): Separates volatile compounds by passing a gaseous sample through a coated column.
- High-Performance Liquid Chromatography (HPLC): Separates components dissolved in liquid using high pressure to push the sample through a column packed with solid adsorbent.
- Thin Layer Chromatography (TLC): Uses a stationary phase on a plate and a solvent to separate compounds by capillary action.
- Ion Exchange Chromatography: Separates ions and polar molecules based on their affinity to ion exchangers.
Each method suits different types of food components depending on volatility, polarity, molecular size, and stability.
Mind Map: Chromatographic Methods in Food Analysis
Gas Chromatography (GC)
GC is ideal for analyzing volatile and semi-volatile compounds such as essential oils, flavor compounds, and fatty acid methyl esters. The sample is vaporized and carried by an inert gas through a column coated with a stationary phase. Compounds separate based on boiling points and interaction with the column.
Example: Determining the fatty acid profile of olive oil involves converting fatty acids to their methyl esters and analyzing them by GC. This helps verify authenticity and detect adulteration.
High-Performance Liquid Chromatography (HPLC)
HPLC separates non-volatile, thermally unstable, or polar compounds. The sample passes through a column under high pressure, where components interact differently with the stationary phase, leading to separation.
Example: Quantifying vitamin C in fruit juices. The juice is filtered and injected into the HPLC system, where vitamin C is separated and detected, providing accurate concentration data.
Thin Layer Chromatography (TLC)
TLC is a simple, cost-effective method for rapid qualitative analysis. A small spot of sample is placed on a plate coated with a thin layer of adsorbent. The plate is developed in a solvent, and components separate based on affinity.
Example: Screening for food colorants in candies. Different dyes migrate distinct distances, allowing quick identification.
Ion Exchange Chromatography
This technique separates charged molecules by exchanging ions between the sample and a resin. It’s useful for amino acids, organic acids, and mineral analysis.
Example: Measuring amino acid content in protein hydrolysates to assess nutritional quality.
Mind Map: Practical Applications of Chromatography in Food Science
Example: Detecting Pesticide Residues in Apples Using GC
Apples are washed, and pesticides are extracted using a solvent. The extract is concentrated and injected into a GC equipped with a mass spectrometer detector. The GC separates the pesticides, and the detector identifies them based on mass spectra. This method ensures compliance with safety standards.
Example: Quantifying Preservatives in Soft Drinks with HPLC
Soft drink samples are filtered and injected into an HPLC system. Preservatives like benzoates and sorbates separate on the column and are detected by UV absorbance. This quantification ensures preservative levels are within legal limits.
Summary
Chromatographic methods provide precise and reliable ways to identify and quantify food components. Selecting the appropriate technique depends on the chemical nature of the analytes and the food matrix. Combining these methods with proper sample preparation and detection enhances food quality, safety, and compliance.
10.3 Spectroscopic Techniques in Food Quality Assessment
Spectroscopic techniques are essential tools in food quality assessment because they provide rapid, non-destructive, and often multi-component analysis of food materials. These methods rely on the interaction of electromagnetic radiation with food molecules, revealing information about composition, structure, and sometimes even contamination or adulteration.
Key Spectroscopic Techniques in Food Quality Assessment
- UV-Visible Spectroscopy: Measures absorption of ultraviolet and visible light by molecules, often used to quantify pigments, antioxidants, and vitamins.
- Infrared (IR) Spectroscopy: Detects molecular vibrations; subdivided into Near-Infrared (NIR) and Mid-Infrared (MIR) spectroscopy, widely used for moisture, fat, protein, and carbohydrate analysis.
- Raman Spectroscopy: Complements IR by detecting vibrational modes through inelastic scattering of light; useful for identifying molecular fingerprints.
- Nuclear Magnetic Resonance (NMR) Spectroscopy: Provides detailed molecular structure and dynamics information, often applied in fat profiling and authenticity testing.
- Fluorescence Spectroscopy: Measures emitted light from excited molecules, sensitive to specific compounds like vitamins and contaminants.
Mind Map: Overview of Spectroscopic Techniques
UV-Visible Spectroscopy
This technique measures how much light in the UV and visible range a sample absorbs. For example, the concentration of chlorophyll in spinach can be estimated by measuring absorbance at specific wavelengths (around 430 nm and 662 nm). Similarly, the browning of fruit juices due to oxidation can be monitored by changes in absorbance.
Example: Determining the antioxidant capacity of green tea by measuring absorbance changes after reaction with a radical species. The higher the absorbance decrease, the stronger the antioxidant activity.
Infrared Spectroscopy
Infrared spectroscopy is based on molecular vibrations. NIR is particularly popular in industry because it requires minimal sample preparation and penetrates deeper into samples. It can rapidly estimate moisture, protein, fat, and sugar content in grains or dairy products.
Example: A dairy plant uses NIR spectroscopy to monitor protein and fat content in milk in real-time, ensuring consistent product quality without lengthy chemical analyses.
Mid-Infrared (MIR) provides more detailed molecular information but often requires more sample preparation.
Mind Map: Infrared Spectroscopy Applications
Raman Spectroscopy
Raman spectroscopy detects vibrational energy shifts caused by inelastic scattering of monochromatic light, usually from a laser. It complements IR by being sensitive to different molecular vibrations.
Example: Detecting adulteration in olive oil by identifying spectral differences between pure and mixed samples. Raman spectra can reveal the presence of cheaper oils that might not be obvious through other tests.
Nuclear Magnetic Resonance (NMR) Spectroscopy
NMR uses magnetic fields and radio waves to provide detailed information about molecular structure and dynamics. In food science, it is often used for profiling fats and oils, detecting adulteration, and verifying authenticity.
Example: Using NMR to determine the fatty acid composition of butter, distinguishing it from margarine or other fat spreads.
Fluorescence Spectroscopy
Certain food components fluoresce when excited by specific wavelengths. This property allows sensitive detection of vitamins like riboflavin or contaminants such as polycyclic aromatic hydrocarbons.
Example: Monitoring riboflavin (vitamin B2) levels in milk by measuring its natural fluorescence, ensuring nutritional labeling accuracy.
Mind Map: Practical Examples of Spectroscopic Techniques
Summary
Spectroscopic techniques offer a toolbox of methods to assess food quality efficiently. Each method has strengths and limitations, often complementing each other. UV-Visible and fluorescence are excellent for specific compounds, IR and Raman provide molecular fingerprints, and NMR offers detailed structural insights. Combining these techniques can provide a comprehensive picture of food quality, safety, and authenticity.
10.4 Rheological and Textural Measurements
Rheology and texture are key to understanding how food behaves during processing, storage, and consumption. Rheology focuses on flow and deformation under stress, while texture relates to the physical feel of food in the mouth. Both influence consumer acceptance and product quality.
Rheology Basics
Rheology studies how materials respond to applied forces, especially deformation and flow. Foods can behave as solids, liquids, or something in between (viscoelastic materials). Measuring rheological properties helps optimize processing parameters and predict shelf life.
- Viscosity: Resistance to flow. For example, honey has higher viscosity than water.
- Elasticity: Ability to recover shape after deformation, like gelatin.
- Plasticity: Permanent deformation under stress, as seen in dough.
Common Rheological Tests
- Flow Curve Measurement: Shear stress vs shear rate to characterize viscosity.
- Oscillatory Tests: Apply small oscillating strains to measure storage (elastic) and loss (viscous) moduli.
- Creep and Recovery: Observe deformation under constant stress and recovery after stress removal.
Texture Analysis
Texture describes sensory attributes such as hardness, chewiness, crispness, and adhesiveness. Instrumental texture analysis quantifies these attributes, providing objective data to complement sensory panels.
Instrumental Techniques
- Texture Profile Analysis (TPA): Simulates two bites to measure hardness, cohesiveness, springiness, gumminess, and chewiness.
- Penetration Tests: Measure force required to penetrate a sample, useful for gels and fruits.
- Compression Tests: Assess resistance to deformation, common for baked goods.
- Extrusion Tests: Measure force during extrusion, relevant for dough and pastes.
Mind Map: Rheological Properties
Mind Map: Texture Attributes
Practical Examples
Example 1: Measuring Viscosity of Salad Dressing A salad dressing exhibits shear-thinning behavior, meaning it becomes less viscous when stirred or poured. Using a rotational rheometer, the flow curve is plotted by applying increasing shear rates. This helps formulators adjust the oil-to-water ratio or emulsifiers to achieve desirable pourability without phase separation.
Example 2: Texture Profile Analysis of Yogurt TPA can quantify yogurt’s creaminess and firmness. By compressing a sample twice with a texture analyzer probe, parameters like hardness and cohesiveness are obtained. These measurements guide adjustments in starter cultures or stabilizers to meet consumer preferences.
Example 3: Penetration Test on Fresh Fruits Penetration force measurements on apples or peaches indicate ripeness and firmness. This data assists in determining optimal harvest time and packaging conditions to reduce spoilage.
Example 4: Creep Test on Dough Applying constant stress to dough samples and measuring deformation over time reveals viscoelastic behavior. This informs mixing and proofing times to achieve consistent bread texture.
Summary
Rheological and textural measurements provide quantitative insights into food structure and behavior. They bridge the gap between ingredient functionality and consumer experience. Understanding these properties allows food scientists to design products with targeted sensory and processing characteristics.
10.5 Microbiological and Molecular Methods for Pathogen Detection
Detecting pathogens in food is a critical step to ensure safety and prevent outbreaks. The methods used range from traditional culture techniques to advanced molecular approaches. Each method has its strengths and limitations, and often they are combined to achieve reliable results.
Traditional Microbiological Methods
These methods rely on growing microorganisms on selective media to isolate and identify pathogens. While time-consuming, they remain the gold standard for confirming viable pathogens.
- Culture Techniques: Samples are plated on selective agar that favors the growth of target pathogens, such as Salmonella or Listeria. After incubation, colonies are counted and characterized.
- Biochemical Tests: Once colonies grow, tests like catalase or coagulase help identify species.
- Immunological Assays: Techniques like ELISA detect specific antigens from pathogens.
Example: To detect Listeria monocytogenes in a cheese sample, the sample is enriched in selective broth, plated on Oxford agar, and suspected colonies undergo biochemical confirmation.
Molecular Methods
Molecular methods detect pathogen DNA or RNA directly, often providing faster and more sensitive results.
- Polymerase Chain Reaction (PCR): Amplifies specific DNA sequences unique to pathogens. Variants include conventional PCR, real-time PCR (qPCR), and multiplex PCR.
- Loop-Mediated Isothermal Amplification (LAMP): Amplifies DNA at a constant temperature, requiring simpler equipment.
- Nucleic Acid Hybridization: Uses labeled probes to detect complementary pathogen DNA.
- Next-Generation Sequencing (NGS): Provides comprehensive genetic profiles but is more complex and costly.
Example: Detecting Salmonella in poultry can be done using qPCR targeting the invA gene, reducing detection time from days to hours.
Mind Map: Overview of Pathogen Detection Methods
Sample Preparation and Enrichment
Before detection, samples often require preparation to concentrate pathogens and reduce inhibitors.
- Enrichment Broths: Encourage growth of target pathogens to detectable levels.
- Sample Homogenization: Ensures even distribution of microorganisms.
- DNA/RNA Extraction: Removes contaminants that interfere with molecular assays.
Example: For detecting E. coli O157:H7 in spinach, samples are blended and incubated in selective enrichment broth before PCR analysis.
Rapid Detection Kits
Commercial kits combine immunological and molecular techniques for quick on-site testing.
- Lateral Flow Assays: Use antibodies to detect pathogen antigens, providing results in minutes.
- Biosensors: Detect pathogens through changes in electrical or optical signals.
Example: A lateral flow kit can detect Campylobacter in poultry rinse water within 30 minutes.
Interpretation and Confirmation
Positive molecular results often require confirmation by culture to verify viability.
- Molecular methods detect DNA from dead cells, which may not pose a risk.
- Culture confirms live pathogens but takes longer.
Example: A qPCR-positive result for Salmonella in a food sample is followed by plating on selective media to confirm live bacteria.
Mind Map: Workflow for Pathogen Detection
Practical Example: Detecting Listeria in Ready-to-Eat Meat
- Sample Preparation: Homogenize meat sample and incubate in enrichment broth for 24 hours.
- Molecular Screening: Extract DNA and perform qPCR targeting the hly gene.
- Culture Confirmation: Plate positive samples on selective agar and perform biochemical tests.
- Result Interpretation: Positive culture confirms presence of viable Listeria monocytogenes.
This combined approach balances speed and accuracy, ensuring food safety decisions are well-founded.
In summary, microbiological and molecular methods complement each other in pathogen detection. Traditional culture provides confirmation of live pathogens, while molecular techniques offer speed and sensitivity. Understanding when and how to use each method is key to effective food safety management.
10.6 Practical Example: Using HPLC to Quantify Vitamins in Fortified Cereals
High-Performance Liquid Chromatography (HPLC) is a widely used analytical technique for quantifying vitamins in food products, including fortified cereals. This example walks through the process of using HPLC to measure vitamin content, focusing on vitamin B12 and vitamin D as common fortificants.
Step 1: Sample Preparation
- Grinding: The cereal sample is ground into a fine powder to ensure homogeneity.
- Extraction: Vitamins are extracted using a suitable solvent, often a mixture of methanol and water or buffer solutions, depending on the vitamin’s solubility.
- Filtration: The extract is filtered to remove particulates that could clog the HPLC column.
- Dilution: The filtered extract may be diluted to fit within the calibration range.
Mind Map: Sample Preparation
Step 2: HPLC System Setup
- Column Selection: A reversed-phase C18 column is typical for vitamin analysis due to its non-polar stationary phase.
- Mobile Phase: A gradient or isocratic mixture of water with acid (e.g., formic acid) and an organic solvent like acetonitrile or methanol.
- Detection: UV-Vis detectors are common; for vitamin B12, detection at 361 nm is effective, while vitamin D often requires UV detection around 265 nm.
Mind Map: HPLC Setup
Step 3: Calibration Curve Preparation
- Prepare standard solutions of known vitamin concentrations.
- Inject standards into the HPLC system.
- Record peak areas or heights.
- Plot concentration vs. peak area to generate calibration curves.
- Ensure linearity over the concentration range.
Example:
| Concentration (µg/mL) | Peak Area (mAU) |
|---|---|
| 0.5 | 150 |
| 1.0 | 300 |
| 2.0 | 600 |
| 4.0 | 1200 |
Mind Map: Calibration Curve
Step 4: Sample Analysis
- Inject the prepared cereal extract into the HPLC.
- Identify vitamin peaks by retention time comparison with standards.
- Measure peak areas.
- Calculate vitamin concentration using the calibration curve.
Example Calculation:
- Sample peak area for vitamin B12: 450 mAU
- From calibration, 300 mAU corresponds to 1.0 µg/mL
- Therefore, sample concentration = (450 / 300) × 1.0 = 1.5 µg/mL
Adjust for dilution and sample weight to express concentration per 100 g of cereal.
Mind Map: Sample Analysis
Step 5: Quality Control and Validation
- Run quality control samples with known vitamin concentrations.
- Perform replicate injections to assess precision.
- Check recovery by spiking cereal samples with known vitamin amounts.
- Monitor system suitability parameters like retention time stability and peak shape.
Mind Map: Quality Control
Summary Table: Workflow for Vitamin Quantification in Fortified Cereals Using HPLC
| Step | Key Actions | Notes |
|---|---|---|
| Sample Preparation | Grinding, extraction, filtration | Solvent choice depends on vitamin type |
| HPLC Setup | Column, mobile phase, detector setup | Match detector wavelength to vitamin |
| Calibration Curve | Prepare standards, plot concentration | Confirm linearity |
| Sample Analysis | Inject sample, identify peaks, quantify | Adjust for dilution and sample weight |
| Quality Control | Run QC samples, replicates, recovery | Ensure accuracy and precision |
This example demonstrates how HPLC provides reliable quantification of vitamins in fortified cereals. The process requires careful sample preparation, system setup, and validation to ensure accurate results. By following these steps, food scientists can verify nutrient content and support product labeling and quality assurance.
11. Food Additives and Their Regulatory Aspects
11.1 Classification and Functions of Food Additives
Food additives are substances added intentionally to food products to perform specific technological functions. They are not meant to be consumed as food themselves but to improve safety, quality, texture, appearance, or shelf life. Understanding their classification helps in selecting the right additive for a particular purpose and ensures regulatory compliance.
Classification of Food Additives
Food additives can be broadly classified based on their primary function in food processing. Here is a mind map summarizing the main categories:
Each category serves a distinct role, sometimes overlapping depending on the additive’s properties.
Preservatives
Preservatives inhibit microbial growth or slow down spoilage, extending shelf life.
Examples:
- Sodium benzoate in acidic beverages to prevent yeast and mold growth.
- Sulfites in dried fruits to prevent browning and microbial spoilage.
Mind map snippet:
Antioxidants
These additives prevent oxidation, which can cause rancidity, color changes, and nutrient loss.
Examples:
- Ascorbic acid (Vitamin C) in fruit juices to maintain color and freshness.
- Butylated hydroxytoluene (BHT) in oils and snacks to prevent fat oxidation.
Mind map snippet:
Colorants
Colorants restore or enhance the natural color of food or add color for appeal.
Examples:
- Carotenoids like beta-carotene in margarine for a yellow hue.
- Annatto extract in cheese for orange coloring.
Mind map snippet:
Emulsifiers
Emulsifiers help mix ingredients that normally don’t combine well, like oil and water.
Examples:
- Lecithin in chocolate to improve texture and flow.
- Mono- and diglycerides in baked goods to stabilize mixtures.
Mind map snippet:
Stabilizers and Thickeners
These additives improve texture, consistency, and stability by controlling viscosity.
Examples:
- Xanthan gum in salad dressings to maintain uniformity.
- Pectin in jams to achieve gel-like consistency.
Mind map snippet:
Sweeteners
Sweeteners provide sweetness with or without calories.
Examples:
- Sucrose (table sugar) as a natural sweetener.
- Aspartame as a low-calorie artificial sweetener in diet sodas.
Mind map snippet:
Flavor Enhancers
These additives intensify or improve the taste of food without adding a distinct flavor.
Examples:
- Monosodium glutamate (MSG) in savory snacks to boost umami.
- Disodium inosinate often used alongside MSG for synergistic effect.
Mind map snippet:
Acidity Regulators
They control the pH of foods, affecting taste, preservation, and texture.
Examples:
- Citric acid in soft drinks to provide tartness and preserve.
- Phosphoric acid in cola beverages to adjust acidity.
Mind map snippet:
Anti-caking Agents
Prevent clumping in powdered or granulated products.
Examples:
- Silicon dioxide in powdered spices to maintain free flow.
- Calcium silicate in salt to prevent moisture absorption.
Mind map snippet:
Bulking Agents
Add volume or texture without significantly affecting taste or calories.
Examples:
- Cellulose in low-calorie baked goods to provide bulk.
- Maltodextrin in powdered drink mixes.
Mind map snippet:
Gelling Agents
Form gels to give structure and texture.
Examples:
- Agar in gelatin desserts.
- Gelatin in marshmallows.
Mind map snippet:
Humectants
Help retain moisture, keeping food soft and preventing drying.
Examples:
- Glycerol in baked goods to maintain softness.
- Sorbitol in chewing gum to keep it moist.
Mind map snippet:
Leavening Agents
Produce gas to make doughs and batters rise.
Examples:
- Baking soda (sodium bicarbonate) in cakes.
- Ammonium bicarbonate in cookies.
Mind map snippet:
Summary
Food additives serve a variety of roles that maintain or improve food quality, safety, and consumer appeal. Their classification by function helps food scientists and manufacturers choose the right additive for a specific need. Each additive category includes natural and synthetic options, with examples illustrating common uses. This structured approach simplifies understanding and application in food product development.
11.2 Natural vs Synthetic Additives: Safety and Usage
Food additives serve various roles such as preservation, flavor enhancement, color retention, and texture improvement. These additives can be broadly categorized as natural or synthetic based on their origin and method of production. Understanding the differences between these types, their safety profiles, and practical applications is essential for food scientists and manufacturers.
Definitions and Origins
- Natural Additives are substances derived from plants, animals, or minerals with minimal processing. Examples include citric acid from citrus fruits, lecithin from soybeans, and beetroot red as a coloring agent.
- Synthetic Additives are chemically synthesized compounds designed to mimic or improve upon natural substances. Examples include synthetic ascorbic acid (Vitamin C), artificial sweeteners like aspartame, and synthetic food dyes such as FD&C Red No. 40.
Mind Map: Classification of Food Additives
Safety Considerations
Safety assessment of additives involves toxicological studies, acceptable daily intake (ADI) limits, and regulatory approval. Both natural and synthetic additives undergo evaluation, but public perception often favors natural additives as safer, which is not always accurate.
- Natural Additives: Despite their origin, natural additives can cause allergic reactions or toxicity. For example, some natural colorants like cochineal (derived from insects) can trigger allergies. Also, natural preservatives like salt or sugar, when used excessively, can have health implications.
- Synthetic Additives: These are designed for consistency and purity, often with well-defined safety profiles. For instance, synthetic antioxidants such as BHA and BHT have been scrutinized but remain approved within regulated limits. The synthetic origin does not inherently imply higher risk.
Usage and Functional Differences
Natural additives often have variability in composition due to source differences, which can affect consistency in food processing. Synthetic additives provide uniformity and stability, which is critical in large-scale manufacturing.
- Example: Natural vanilla extract contains a complex mixture of compounds, which can vary by batch, while synthetic vanillin offers a consistent flavor.
- Example: Natural preservatives like rosemary extract are used in some meat products, but synthetic preservatives like sodium nitrite are preferred for their reliable antimicrobial effects.
Mind Map: Factors Influencing Additive Choice
Practical Examples
-
Coloring Agents: Beetroot red (natural) is used in beverages for red hues but can fade under heat or light. Synthetic Red No. 40 offers brighter, more stable color but faces scrutiny from consumers concerned about artificial dyes.
-
Preservatives: Sodium benzoate (synthetic) is effective at low pH and widely used in soft drinks. Natural alternatives like vinegar or rosemary extract provide preservation but may alter flavor or require higher concentrations.
-
Sweeteners: Stevia (natural) is popular for zero-calorie sweetness but may have a bitter aftertaste. Aspartame (synthetic) provides clean sweetness but is unsuitable for people with phenylketonuria.
Summary
Choosing between natural and synthetic additives depends on multiple factors including safety, functionality, cost, regulatory compliance, and consumer expectations. Neither category is inherently superior; each has strengths and limitations that must be balanced to meet product goals and safety standards.
11.3 Preservatives, Emulsifiers, and Stabilizers
Food additives serve specific roles in maintaining or improving the quality, safety, and shelf life of products. Among these, preservatives, emulsifiers, and stabilizers are key players in industrial food manufacturing.
Preservatives
Preservatives inhibit microbial growth or chemical changes that cause spoilage. They extend shelf life and maintain food safety.
-
Types of Preservatives:
- Antimicrobials: Prevent growth of bacteria, yeasts, and molds.
- Antioxidants: Prevent oxidation, which causes rancidity and color changes.
-
Common Examples:
- Sodium benzoate: Used in acidic foods like soft drinks to inhibit yeast and mold.
- Sorbic acid and sorbates: Effective against molds and yeasts, often in cheese and baked goods.
- Ascorbic acid (Vitamin C): Acts as an antioxidant in fruit juices and cured meats.
- Butylated hydroxyanisole (BHA) and butylated hydroxytoluene (BHT): Synthetic antioxidants used in fats and oils.
-
Mind Map: Preservatives
- Example: In soft drinks, sodium benzoate is added at low pH to inhibit yeast growth. Its effectiveness depends on the acidity; at pH above 4.5, its antimicrobial action drops significantly.
Emulsifiers
Emulsifiers help mix two immiscible liquids, typically oil and water, by reducing surface tension. They stabilize emulsions, preventing separation.
-
Chemical Nature: Emulsifiers have hydrophilic (water-attracting) and lipophilic (fat-attracting) parts.
-
Common Emulsifiers:
- Lecithin: Natural phospholipid from soy or egg yolk; used in chocolate and margarine.
- Mono- and diglycerides: Derived from glycerol and fatty acids; common in baked goods.
- Polysorbates (e.g., Polysorbate 80): Synthetic emulsifiers used in ice cream and salad dressings.
-
Mind Map: Emulsifiers
- Example: In mayonnaise, lecithin from egg yolk acts as an emulsifier, allowing oil droplets to disperse evenly in vinegar or lemon juice, creating a stable, creamy texture.
Stabilizers
Stabilizers maintain the physical and textural properties of foods by thickening, gelling, or preventing ingredient separation.
-
Common Stabilizers:
- Pectin: A plant polysaccharide used in jams and jellies to form gels.
- Gelatin: Animal-derived protein that forms thermo-reversible gels.
- Xanthan gum: Microbial polysaccharide that thickens and stabilizes emulsions.
- Carrageenan: Extracted from seaweed, used in dairy products to improve texture.
-
Mind Map: Stabilizers
- Example: Xanthan gum is added to salad dressings to prevent oil and vinegar from separating, ensuring a consistent pour and mouthfeel.
Integrated Example: Bakery Product
In a commercial cake mix, preservatives like calcium propionate prevent mold growth during storage. Emulsifiers such as mono- and diglycerides help blend fats and water, improving batter consistency and volume. Stabilizers like xanthan gum maintain moisture and texture, preventing crumbly or dry cakes.
This combination ensures the product remains safe, appealing, and consistent from production to consumption.
Understanding the roles and interactions of preservatives, emulsifiers, and stabilizers helps in designing food products that meet safety, quality, and consumer expectations.
11.4 Regulatory Frameworks Governing Food Additives
Food additives are substances added intentionally to food to achieve specific technological functions such as preservation, coloring, flavor enhancement, or texture improvement. Because these substances directly affect what people consume, regulatory frameworks exist worldwide to ensure their safety, proper use, and accurate labeling.
Overview of Regulatory Frameworks
Regulatory frameworks for food additives are designed to answer three key questions:
- Is the additive safe for consumption?
- Under what conditions and quantities can it be used?
- How should its presence be declared on food labels?
These frameworks vary by country but share common principles such as scientific risk assessment, approval processes, usage limits, and labeling requirements.
Mind Map: Key Components of Food Additive Regulation
Safety Assessment
Before any additive is approved, regulatory bodies require comprehensive toxicological data. This includes acute toxicity, chronic toxicity, carcinogenicity, reproductive effects, and potential allergenicity. Based on these studies, an Acceptable Daily Intake (ADI) is established, representing the amount that can be consumed daily over a lifetime without appreciable health risk.
Example: The sweetener sucralose underwent extensive testing before agencies like the FDA and EFSA set an ADI of 15 mg/kg body weight per day.
Approval Process
Manufacturers or applicants submit dossiers containing detailed scientific data about the additive, including its chemical identity, manufacturing process, intended use, and safety studies. Regulatory authorities review this information and may request additional data or impose restrictions.
Example: When a company develops a new natural colorant extracted from beetroot, it must provide evidence of purity, stability, and safety before it can be authorized for use in beverages.
Usage Conditions
Regulations specify which food categories an additive can be used in and the maximum permitted levels. These limits are designed to keep consumer exposure within the ADI.
Example: The preservative sodium benzoate is allowed in acidic foods such as soft drinks and salad dressings but not in dairy products, with maximum concentrations typically around 0.1% by weight.
Labeling Requirements
Transparency is a key regulatory goal. Additives must be declared on food labels, either by their specific name or their International Numbering System (INS) code (e.g., E-numbers in Europe). The functional class (e.g., preservative, color) is often required alongside the additive name.
Example: A fruit juice containing the color additive tartrazine must list “Color (Tartrazine, E102)” on the ingredient panel.
Monitoring and Enforcement
Regulatory agencies conduct routine inspections, sample testing, and audits to ensure compliance. Non-compliance can lead to product recalls, fines, or legal action.
Example: If a bakery uses a preservative beyond the permitted level, regulators may seize the product and require corrective measures.
Mind Map: Regulatory Authorities and Their Roles
Example: Comparing Additive Regulations in Different Regions
-
Europe: Uses E-numbers for additives; EFSA conducts risk assessments and publishes scientific opinions. Additives must be authorized under Regulation (EC) No 1333/2008.
-
United States: FDA regulates additives under the Federal Food, Drug, and Cosmetic Act. Additives require pre-market approval or GRAS (Generally Recognized As Safe) status.
-
Codex Alimentarius: Provides internationally recognized standards to harmonize regulations and facilitate trade.
In summary, regulatory frameworks governing food additives are structured to protect consumers by ensuring additives are safe, used appropriately, and clearly labeled. Understanding these frameworks helps manufacturers comply with legal requirements and maintain consumer trust.
11.5 Labeling Requirements and Consumer Awareness
Food labeling serves as the primary communication tool between manufacturers and consumers. It provides essential information about the product’s identity, ingredients, nutritional content, and safety. Understanding labeling requirements is crucial for compliance and for helping consumers make informed choices.
Key Labeling Requirements
-
Product Name: Must clearly identify the food. It should not be misleading and often includes the common or usual name.
-
Ingredient List: All ingredients must be listed in descending order by weight. This includes additives, preservatives, and allergens.
-
Net Quantity: The amount of food in the package, expressed in weight, volume, or count.
-
Manufacturer Information: Name and address of the manufacturer, packer, or distributor.
-
Date Marking: Includes “best before” or “use by” dates to indicate product freshness and safety.
-
Nutrition Information: Typically presented in a standardized format, showing calories, macronutrients, vitamins, and minerals.
-
Allergen Declaration: Clear identification of common allergens such as nuts, gluten, dairy, soy, etc.
-
Storage Instructions: Guidelines to maintain product quality and safety.
-
Country of Origin: Indicates where the product was made or sourced.
Mind Map: Core Components of Food Labeling
Consumer Awareness and Label Interpretation
Consumers rely on labels to assess product suitability, nutritional value, and safety. However, labels can be complex or confusing without clear standards and education.
-
Reading Ingredient Lists: Consumers should look for familiar ingredients and identify any allergens or additives they wish to avoid.
-
Understanding Nutrition Facts: Labels often include serving size, calories, fats, sugars, and sodium. Comparing these values helps consumers choose healthier options.
-
Claims and Certifications: Terms like “organic,” “gluten-free,” or “non-GMO” have specific definitions and certifications. Consumers should verify these claims through recognized symbols or certifications.
-
Date Labels: “Best before” indicates quality, while “use by” relates to safety. Misunderstanding these can lead to unnecessary food waste or health risks.
Mind Map: Consumer Label Awareness
Practical Examples
-
Allergen Labeling: A peanut butter jar must clearly state “Contains Peanuts” on the label. If the product is made in a facility that processes tree nuts, a precautionary statement like “May contain traces of tree nuts” is often included.
-
Nutrition Label Comparison: Two breakfast cereals may have similar calorie counts, but one might have higher sugar content. A consumer comparing labels can choose the option with less sugar for a healthier choice.
-
Date Marking Confusion: A consumer sees a yogurt labeled “Best before 10/12/2024” and assumes it is unsafe after this date. In reality, the product may still be safe to consume but might have diminished quality.
-
Claims Verification: A snack labeled “Gluten-Free” should have certification from an accredited body. Without this, the claim may be unreliable.
-
Storage Instructions: A frozen meal label instructs to keep frozen until use and to cook thoroughly before eating. Ignoring these can lead to foodborne illness.
Summary
Food labeling is a regulated and structured system designed to provide transparent information. For manufacturers, compliance ensures legal adherence and consumer trust. For consumers, understanding labels empowers better food choices and safety. Clear, accurate, and honest labeling bridges the gap between food science and everyday eating.
11.6 Practical Example: Selecting Appropriate Preservatives for Bakery Products
Bakery products, such as bread, cakes, and pastries, are prone to spoilage primarily due to microbial growth and staling. Selecting the right preservative involves understanding the types of spoilage, the product’s composition, and regulatory limits. This section breaks down the decision-making process with clear examples and mind maps to guide preservative selection.
Understanding Spoilage in Bakery Products
Spoilage in bakery items mainly occurs through:
- Mold growth: Visible fuzzy colonies, often green, black, or white.
- Yeast spoilage: Causes off-flavors and gas formation.
- Bacterial spoilage: Less common but can cause slime and sour odors.
- Staling: Loss of moisture and texture changes (not microbial but important).
Preservatives primarily target mold and yeast, as bacterial spoilage is less frequent in baked goods due to low moisture.
Key Factors in Preservative Selection
- Type of bakery product (moisture content, pH, fat content)
- Target microorganisms (molds, yeasts)
- Regulatory limits (maximum allowed concentrations)
- Effect on sensory properties (taste, texture, appearance)
- Compatibility with other ingredients
Common Preservatives for Bakery Products
| Preservative | Target Microorganisms | Typical Use Level | Notes |
|---|---|---|---|
| Calcium Propionate | Mold, some bacteria | 0.1–0.3% | Widely used, minimal flavor impact |
| Sorbic Acid / Potassium Sorbate | Mold, yeast | 0.03–0.1% | Effective against molds and yeasts |
| Sodium Benzoate | Yeast, mold | 0.05–0.1% | Less common in bakery, more in acidic foods |
| Parabens (Methyl, Propyl) | Mold, yeast | 0.02–0.1% | Used in some countries, regulatory restrictions apply |
Mind Map: Factors Influencing Preservative Choice
Step-by-Step Example: Selecting a Preservative for a Soft White Bread
- Product profile: Soft white bread with 38% moisture, pH around 5.5.
- Spoilage risk: Mold is the primary concern; yeast spoilage less common.
- Regulatory limits: Calcium propionate allowed up to 0.3%.
- Sensory considerations: Minimal impact on flavor is desired.
Decision: Calcium propionate at 0.2% is a suitable choice. It inhibits mold effectively, is widely accepted, and does not alter bread flavor noticeably.
Example formulation snippet:
- Flour: 100%
- Water: 60%
- Yeast: 2%
- Salt: 1.5%
- Calcium Propionate: 0.2%
Mind Map: Preservative Selection for Soft White Bread
Example 2: Selecting Preservatives for a High-Moisture Cake
- Product profile: Moist chocolate cake, moisture ~45%, pH ~6.0.
- Spoilage risk: Both mold and yeast growth likely.
- Regulatory limits: Potassium sorbate allowed up to 0.1%.
- Sensory considerations: Preservative should not impart off-flavors or inhibit yeast fermentation if used.
Decision: Potassium sorbate at 0.08% is preferred due to its broad spectrum against molds and yeasts and minimal impact on flavor.
Example formulation snippet:
- Flour: 100%
- Sugar: 50%
- Eggs: 30%
- Butter: 20%
- Potassium Sorbate: 0.08%
Mind Map: Preservative Selection for Moist Cake
Additional Considerations
- Synergistic effects: Sometimes combining preservatives (e.g., calcium propionate with sorbate) can broaden antimicrobial coverage.
- pH dependency: Sorbates work better at lower pH; propionates are less pH sensitive.
- Consumer preferences: Some markets prefer natural preservatives or reduced additive use.
Summary
Selecting preservatives for bakery products requires balancing microbial control, regulatory compliance, and sensory quality. Calcium propionate and potassium sorbate are the most common choices, each suited to different product types and spoilage risks. Using mind maps to organize factors can clarify decisions and ensure a well-rounded approach.
12. Quality Control and Sensory Evaluation in Food Production
12.1 Designing Quality Control Programs
Designing a quality control (QC) program in food production is about creating a structured approach to ensure products meet defined standards consistently. It involves identifying critical points where quality can be measured, setting criteria for acceptance, and establishing procedures to monitor and correct deviations.
Key Components of a Quality Control Program
- Quality Standards: Define what “quality” means for the product, including physical, chemical, microbiological, and sensory attributes.
- Sampling Plan: Decide how often and where samples will be taken to represent the batch or production line.
- Testing Methods: Choose appropriate analytical or sensory tests to evaluate quality parameters.
- Acceptance Criteria: Set clear limits or thresholds for each quality attribute.
- Documentation: Maintain records of tests, results, and corrective actions.
- Corrective Actions: Define steps to take when quality falls outside acceptable limits.
Mind Map: Quality Control Program Structure
Step 1: Define Quality Standards
Start by specifying measurable characteristics relevant to the product. For example, in a yogurt production line, standards might include pH range, viscosity, absence of pathogens, and flavor profile consistency. These standards often come from regulatory requirements, customer expectations, and internal benchmarks.
Step 2: Develop a Sampling Plan
Sampling must be statistically valid and practical. For instance, in a batch of canned soup, samples might be taken from the beginning, middle, and end of the production run to capture variability. The sampling frequency depends on production volume and risk assessment.
Step 3: Select Testing Methods
Choose tests that are reliable, reproducible, and appropriate for the attribute. For microbial safety, plate counts or rapid detection kits might be used. For texture, a rheometer or penetrometer could be appropriate. Sensory panels can assess taste and aroma but require trained personnel.
Step 4: Set Acceptance Criteria
Criteria should be based on scientific data and regulatory limits. For example, the maximum allowable microbial count for ready-to-eat salads might be set at 10^3 CFU/g. If a sample exceeds this, it triggers investigation.
Step 5: Documentation and Record Keeping
Accurate records help track trends and identify recurring issues. A well-maintained log includes sample IDs, test results, operator names, and timestamps.
Step 6: Define Corrective Actions
When results fall outside limits, the program must specify immediate steps. For example, halting production, re-testing, adjusting process parameters, or disposing of affected batches.
Mind Map: Corrective Action Workflow
Practical Example: Quality Control in a Biscuit Manufacturing Line
- Quality Standards: Moisture content between 2-4%, texture firmness within specified range, no visible defects.
- Sampling Plan: Take samples every hour from three points on the conveyor.
- Testing Methods: Moisture analyzer for water content, texture analyzer for firmness, visual inspection for defects.
- Acceptance Criteria: Moisture must be ≤4%; firmness within 10% of target; zero tolerance for burnt biscuits.
- Documentation: Record all test results in a digital log.
- Corrective Actions: If moisture exceeds 4%, check oven temperature and baking time; if firmness is off, adjust dough formulation.
This example shows how a QC program integrates multiple checks to maintain product consistency.
Tips for Effective QC Program Design
- Involve cross-functional teams including production, quality assurance, and R&D.
- Use historical data to set realistic acceptance criteria.
- Keep documentation simple but comprehensive.
- Regularly review and update the program based on audit findings and customer feedback.
- Train staff thoroughly on QC procedures and the importance of their role.
A well-designed quality control program is a backbone of reliable food production. It balances thoroughness with practicality, ensuring products meet expectations without unnecessary complexity.
12.2 Sensory Testing Methods: Descriptive, Discrimination, and Affective Tests
Sensory testing is a cornerstone of food product development and quality control. It involves evaluating food products using human senses—taste, smell, sight, touch, and hearing—to understand how consumers perceive them. Sensory tests fall into three main categories: descriptive, discrimination, and affective tests. Each serves a distinct purpose and employs different methodologies.
Descriptive Tests
Descriptive sensory tests aim to provide detailed information about the sensory characteristics of a product. Trained panelists identify and quantify attributes such as sweetness, bitterness, texture, aroma intensity, and aftertaste. These tests help developers understand the sensory profile of a product and how it compares to benchmarks or competitors.
Example: A chocolate manufacturer wants to compare the bitterness and creaminess of three dark chocolate formulations. A trained panel rates each attribute on a scale from 0 (none) to 10 (intense). The data reveal that formulation B is less bitter but also less creamy than formulation A.
Mind Map: Descriptive Tests
Discrimination Tests
Discrimination tests determine whether there is a perceptible difference between two or more products. These tests do not identify what the differences are, only if they exist. They are useful for quality control or verifying if a product reformulation is noticeable.
Common discrimination tests include:
- Triangle Test: Participants receive three samples, two identical and one different, and must identify the odd one out.
- Duo-Trio Test: Participants receive a reference sample followed by two coded samples and must identify which one matches the reference.
- Paired Comparison: Participants compare two samples and choose which has more of a specific attribute (e.g., saltiness).
Example: A beverage company wants to know if consumers can detect a 5% reduction in sugar. Using a triangle test, panelists identify the different sample significantly above chance, indicating the change is noticeable.
Mind Map: Discrimination Tests
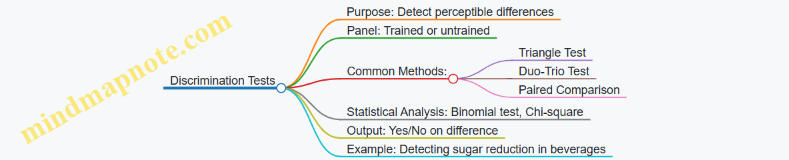
Affective Tests
Affective tests measure consumer preferences, liking, or acceptance. These tests involve untrained consumers and provide insight into market potential or consumer satisfaction.
Types of affective tests include:
- Hedonic Scale: Consumers rate liking on a scale (e.g., 1 to 9, from “dislike extremely” to “like extremely”).
- Preference Test: Consumers choose their preferred product among options.
- Acceptance Test: Measures overall acceptance or willingness to purchase.
Example: A snack company tests three flavors of chips with 100 consumers using a 9-point hedonic scale. Flavor C scores highest in overall liking, guiding product launch decisions.
Mind Map: Affective Tests
Integrating Sensory Tests in Product Development
Sensory tests often work together. For instance, discrimination tests can confirm if a formulation change is noticeable, descriptive tests can identify how it differs, and affective tests can reveal if consumers like the change.
Example Workflow:
- Reformulate a yogurt to reduce sugar.
- Use a triangle test to check if consumers detect the difference.
- If yes, conduct descriptive analysis to understand changes in sweetness and texture.
- Run a hedonic test to measure consumer acceptance.
This approach ensures changes do not compromise product appeal.
Summary Table
| Test Type | Purpose | Panel Type | Key Methods | Output | Example Use Case |
|---|---|---|---|---|---|
| Descriptive | Profile sensory attributes | Trained panel | QDA, Flavor Profile | Attribute intensity scores | Comparing bitterness in chocolates |
| Discrimination | Detect differences | Trained/untrained | Triangle, Duo-Trio, Paired Comp. | Difference detected (yes/no) | Detect sugar reduction in drinks |
| Affective | Measure liking/preferences | Consumers | Hedonic scale, Preference | Liking scores, preferences | Flavor preference for snack chips |
Sensory testing is a practical tool that bridges product formulation and consumer experience. Clear understanding of each test type and their appropriate use helps create products that meet quality standards and consumer expectations.
12.3 Instrumental vs Human Sensory Evaluation
Sensory evaluation in food science involves assessing the qualities of food products as perceived by the senses: taste, smell, sight, touch, and hearing. This evaluation can be done using human panels or instrumental methods. Both approaches have distinct roles, advantages, and limitations.
Mind Map: Sensory Evaluation Methods
Human Sensory Evaluation
Human sensory panels rely on trained or consumer participants to assess food attributes. These evaluations capture subjective perceptions and preferences that instruments cannot fully replicate. For example, a trained panelist can detect subtle flavor notes or off-flavors that an electronic device might miss.
Advantages:
- Direct measurement of consumer experience.
- Ability to detect complex sensory interactions.
- Flexibility in testing multiple attributes simultaneously.
Limitations:
- Variability due to individual differences in sensitivity and bias.
- Fatigue and adaptation can affect results.
- Time-consuming and requires careful panel training.
Example: A chocolate manufacturer uses a trained sensory panel to describe flavor profiles and identify any undesirable bitterness after reformulating the recipe. Panelists rate sweetness, bitterness, and mouthfeel, providing nuanced feedback that guides product adjustment.
Instrumental Sensory Evaluation
Instrumental methods use devices to measure physical or chemical properties related to sensory attributes. These tools provide objective, repeatable data and can be faster and less expensive once set up.
Common Instruments:
- Electronic Nose: Uses sensor arrays to detect volatile compounds, mimicking the human sense of smell.
- Electronic Tongue: Measures dissolved compounds related to taste qualities such as sweetness, bitterness, and saltiness.
- Texture Analyzers: Quantify mechanical properties like hardness, chewiness, and crispness.
- Colorimeters and Spectrophotometers: Assess color attributes precisely.
Advantages:
- Objective and consistent measurements.
- High throughput and automation potential.
- Useful for quality control and detecting batch variations.
Limitations:
- May not capture the complexity of human perception.
- Calibration and interpretation require expertise.
- Some sensory attributes, like aroma complexity, can be challenging to quantify fully.
Example: A beverage company employs an electronic tongue to monitor sweetness levels in fruit juices during production. This helps maintain consistent taste across batches without relying solely on human tasters.
Mind Map: Comparison of Human vs Instrumental Evaluation
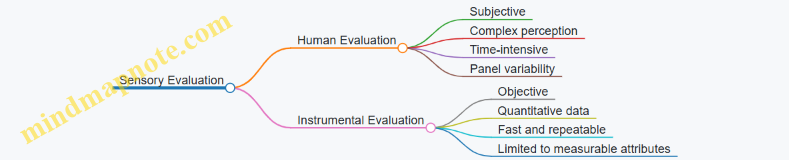
Integrating Both Approaches
Many food companies combine human and instrumental methods. Instruments can screen large numbers of samples quickly, flagging those that need further human assessment. Human panels then provide detailed sensory descriptions and consumer acceptability data.
Example: In a bakery, texture analyzers measure crumb firmness to monitor product consistency. When instrumental data shows deviation, a sensory panel evaluates the bread to confirm if the texture change is perceptible and acceptable to consumers.
Summary
Human sensory evaluation captures the complexity of perception and consumer preference but is subject to variability and resource demands. Instrumental methods offer objective, rapid, and reproducible measurements but may miss nuances important to human senses. Using both methods in tandem provides a balanced approach to understanding and controlling food quality.
12.4 Statistical Analysis of Sensory Data
Statistical analysis of sensory data is essential for interpreting the results of sensory tests and making informed decisions about food products. Sensory data often come from human panels evaluating attributes like taste, aroma, texture, and appearance, which introduces variability and subjectivity. Proper statistical tools help separate meaningful differences from random noise.
Types of Sensory Data
Sensory data can be classified into several types, each requiring different analysis methods:
- Categorical data: Panelists select categories (e.g., “like” or “dislike”).
- Ordinal data: Ranked preferences or intensity scales (e.g., 1 to 9).
- Interval/ratio data: Quantitative measurements (less common in sensory but possible, e.g., time to detect a flavor).
Common Statistical Methods for Sensory Data
Descriptive Statistics
- Mean, median, mode to summarize central tendency.
- Standard deviation and variance to describe variability.
Analysis of Variance (ANOVA)
Used to determine if there are statistically significant differences between sample means. For example, comparing sweetness ratings of three different formulations.
Non-parametric Tests
Useful when data do not meet normality assumptions. Examples include the Kruskal-Wallis test for comparing more than two groups and the Wilcoxon signed-rank test for paired samples.
Principal Component Analysis (PCA)
Reduces dimensionality of sensory attributes to visualize patterns and relationships among samples and attributes.
Cluster Analysis
Groups samples or panelists based on similarity in sensory profiles.
Correlation Analysis
Examines relationships between sensory attributes or between sensory and instrumental data.
Mind Map: Overview of Statistical Methods for Sensory Data
Example: Using ANOVA to Compare Sweetness Ratings
Suppose a sensory panel rates the sweetness of three fruit juice samples on a 9-point scale. The mean scores are:
- Sample A: 6.8
- Sample B: 7.5
- Sample C: 6.2
ANOVA tests whether these differences are statistically significant. If the p-value is below 0.05, at least one sample differs significantly. Post-hoc tests (e.g., Tukey’s HSD) identify which pairs differ.
Mind Map: Steps in ANOVA for Sensory Data
Example: Principal Component Analysis (PCA) for Sensory Profiles
Imagine a product tested for sweetness, sourness, bitterness, and aroma intensity. PCA can reduce these four variables into two principal components that explain most variance. Plotting samples on these components helps visualize similarities and differences.
Mind Map: PCA Workflow
Practical Tips
- Always check assumptions before applying parametric tests: normality and homogeneity of variances.
- Use non-parametric tests if assumptions are violated.
- Consider panelist variability by including panelist as a factor in ANOVA models.
- Multivariate methods like PCA are powerful for complex datasets with many sensory attributes.
- Visualizations (boxplots, biplots) aid interpretation.
Example: Correlation Between Sensory and Instrumental Data
A study measures sweetness intensity by sensory panel and sugar concentration by HPLC. Calculating Pearson’s correlation coefficient quantifies the relationship. A high positive correlation confirms that sugar content aligns with perceived sweetness.
Mind Map: Correlation Analysis
In summary, statistical analysis transforms sensory data into actionable insights. Selecting appropriate methods and understanding their assumptions ensures reliable conclusions about product quality and consumer preferences.
12.5 Case Study: Sensory Optimization of a Dairy Beverage
Sensory optimization is a crucial step in developing dairy beverages that consumers enjoy. This case study outlines the process of improving a flavored milk drink by balancing taste, texture, aroma, and appearance through systematic sensory evaluation.
Initial Product Profile
The starting point was a vanilla-flavored milk drink with a slightly grainy texture and a weak vanilla aroma. Consumer feedback indicated the product was “too watery” and “lacking flavor.” The goal was to enhance mouthfeel, intensify vanilla notes, and improve overall acceptance.
Step 1: Defining Sensory Attributes
A sensory panel identified key attributes to focus on:
- Sweetness
- Vanilla aroma
- Creaminess
- Mouthfeel (viscosity and smoothness)
- Aftertaste
These attributes formed the basis for testing and optimization.
Step 2: Experimental Design
Three formulation variables were adjusted:
- Sugar concentration (4%, 6%, 8%)
- Vanilla extract level (0.1%, 0.2%, 0.3%)
- Milk fat content (1.5%, 3.0%, 4.5%)
A factorial design tested all combinations, resulting in 27 samples.
Step 3: Sensory Testing
A trained panel of 12 members rated each sample on a 9-point scale for each attribute. The panel also provided qualitative comments.
Key observations:
- Higher sugar increased perceived sweetness but risked overpowering vanilla.
- Increasing vanilla extract improved aroma but could introduce bitterness at the highest level.
- Higher fat content enhanced creaminess and mouthfeel but made the beverage feel heavy.
Step 4: Data Analysis and Interpretation
Statistical analysis (ANOVA) identified significant effects:
- Sugar and vanilla extract had strong interaction effects on sweetness and aroma.
- Fat content significantly influenced creaminess and mouthfeel.
A response surface model helped visualize optimal regions.
Step 5: Formulation Refinement
Based on data:
- Sugar set at 6% to balance sweetness without masking vanilla.
- Vanilla extract fixed at 0.2% to maximize aroma without bitterness.
- Milk fat adjusted to 3.0% for smooth mouthfeel without heaviness.
Step 6: Validation Testing
The optimized formulation was tested with a consumer panel (n=50). Results showed:
- 85% positive acceptance for taste and texture.
- Comments highlighted improved creaminess and pleasant vanilla aroma.
Practical Example Summary
This case illustrates how systematic sensory evaluation combined with experimental design can guide product improvements. Adjusting sugar, flavor, and fat levels in a controlled manner allowed the team to address specific sensory shortcomings and meet consumer expectations.
Additional Mind Map: Sensory Optimization Workflow
This structured approach ensures that sensory qualities are not left to chance but are optimized through measurable, repeatable steps.
12.6 Practical Example: Implementing a Quality Control Checklist in a Beverage Plant
Implementing a quality control (QC) checklist in a beverage plant is a practical way to ensure consistency, safety, and product quality throughout the production process. A well-structured checklist helps operators and supervisors systematically verify critical points, reducing errors and improving traceability. Below is a detailed guide on how to develop and use such a checklist, accompanied by mind maps and examples.
Purpose of a Quality Control Checklist
- Standardize inspection and testing procedures
- Identify deviations early
- Document compliance with quality standards
- Facilitate communication between shifts and departments
Key Areas to Cover in the Checklist
- Raw Material Inspection
- Processing Parameters
- Packaging and Labeling
- Sanitation and Hygiene
- Finished Product Testing
- Documentation and Record Keeping
Mind Map: Quality Control Checklist Structure
Step-by-Step Implementation
Raw Material Inspection
Start by verifying that all incoming ingredients meet specifications. For example, check the sugar concentration in syrup deliveries using a refractometer. Record supplier batch numbers and storage conditions.
Processing Parameters
Monitor critical points such as mixing speed and temperature. For instance, if a fruit juice blend requires pasteurization at 85°C for 30 seconds, the checklist should include a temperature log at regular intervals.
Packaging and Labeling
Ensure bottles are sealed correctly and labels match the product batch. A simple test is to randomly select bottles and check for leaks or label misprints.
Sanitation and Hygiene
Include checks for cleanliness of tanks, pipes, and filling machines. For example, verify that CIP (Clean-In-Place) cycles have been completed and documented before production starts.
Finished Product Testing
Perform microbial tests on samples from each batch. Sensory panels can assess taste and aroma consistency. Record all results for traceability.
Documentation and Record Keeping
Maintain detailed logs of all QC checks. This documentation supports audits and helps identify recurring issues.
Mind Map: Example of Daily QC Checklist Items
Example: Using the Checklist in Practice
In a mid-sized beverage plant producing flavored water, the QC team implemented a checklist covering the points above. On one occasion, during the packaging inspection, the team noticed a batch of bottles with inconsistent fill levels. The checklist prompted immediate action: production was paused, and the filling machine was recalibrated. This quick intervention prevented a large volume of underfilled bottles from reaching customers.
Similarly, microbial testing flagged a batch with elevated counts. The checklist ensured that sanitation records were reviewed, revealing a missed CIP cycle on one filling line. Corrective actions were taken, and the issue was resolved before the next batch.
Tips for Effective Checklist Use
- Keep the checklist concise but comprehensive.
- Use clear, simple language to avoid confusion.
- Train staff on the importance and use of the checklist.
- Review and update the checklist periodically based on production feedback.
- Incorporate digital tools where possible to streamline data collection.
In summary, a quality control checklist in a beverage plant acts as a roadmap for consistent quality assurance. By breaking down the production process into manageable checkpoints with clear criteria, the plant can maintain product standards, comply with regulations, and respond swiftly to any quality issues.
13. Food Legislation and Compliance
13.1 Overview of International Food Laws and Standards
Food laws and standards form the backbone of global food safety, quality, and trade. They set the rules for how food is produced, processed, labeled, and marketed to protect consumers and ensure fair practices. Because food crosses borders regularly, international frameworks help harmonize these rules to reduce trade barriers and improve public health.
Key International Food Law Bodies and Standards
-
Codex Alimentarius Commission (Codex): Established by the FAO and WHO, Codex develops internationally recognized food standards, guidelines, and codes of practice. These are voluntary but widely adopted by countries to align their national regulations.
-
World Trade Organization (WTO): Through the Agreement on the Application of Sanitary and Phytosanitary Measures (SPS Agreement), WTO members agree to base their food safety measures on scientific principles and international standards, including Codex.
-
International Organization for Standardization (ISO): ISO develops standards relevant to food safety management systems (e.g., ISO 22000), testing methods, and packaging.
-
Regional Bodies: Examples include the European Food Safety Authority (EFSA) in the EU and the Food Safety and Standards Authority of India (FSSAI), which implement and enforce food laws within their jurisdictions.
Structure of International Food Laws
International food laws typically cover several core areas:
-
Food Safety and Hygiene: Requirements to prevent contamination and ensure safe handling.
-
Food Additives and Contaminants: Limits on substances added to or found in food.
-
Labeling and Claims: Rules on ingredient lists, nutritional information, allergen declarations, and health claims.
-
Inspection and Enforcement: Mechanisms for monitoring compliance and taking corrective actions.
-
Trade Facilitation: Harmonization of standards to ease import/export processes.
Mind Map: International Food Law Framework
Example: Codex and Food Additives
Codex sets maximum levels for food additives to ensure safety. For instance, the use of preservatives like sodium benzoate in beverages is regulated by Codex standards specifying the maximum allowed concentration. Countries adopting Codex standards incorporate these limits into their national laws, ensuring products meet safety requirements internationally.
Mind Map: Food Labeling Requirements
Example: Labeling Compliance in Export
A European company exporting packaged snacks to Japan must comply with both EU and Japanese labeling laws. While the EU requires allergen information to be highlighted, Japan mandates labeling in Japanese language and specific nutritional data. Harmonizing these requirements is essential to avoid shipment rejection.
Enforcement and Compliance
International food laws rely on national authorities for enforcement. Inspections, sampling, and testing ensure compliance. Non-compliance can lead to product recalls, fines, or trade restrictions. Transparency and traceability systems support enforcement by enabling tracking of food products through the supply chain.
Mind Map: Enforcement Mechanisms
Example: Traceability in Seafood
To comply with international laws, seafood exporters implement traceability systems that record catch location, processing steps, and distribution. This data helps authorities verify legality and safety, preventing illegal fishing and fraud.
In summary, international food laws and standards create a shared language and set of expectations for food safety and quality. They balance consumer protection with facilitating trade, relying on scientific evidence and cooperation among countries. Understanding these frameworks is essential for anyone involved in food production, processing, or distribution on a global scale.
13.2 Labeling and Nutritional Claims Regulations
Food labeling and nutritional claims serve as the direct communication channel between manufacturers and consumers. They provide essential information about the product’s contents, nutritional value, and health-related benefits. However, these claims are tightly regulated to prevent misleading or false information.
Key Elements of Food Labeling Regulations
Food labeling regulations typically require the following information to be clearly presented on packaging:
- Product Identity: The common name or description of the food.
- Ingredient List: All ingredients in descending order by weight.
- Net Quantity: The amount of food in the package.
- Manufacturer Information: Name and address of the manufacturer or distributor.
- Date Marking: Use-by or best-before dates.
- Storage Instructions: Conditions necessary to maintain safety and quality.
- Nutrition Information Panel (NIP): Standardized presentation of nutrient content.
These elements ensure transparency and help consumers make informed choices.
Nutritional Claims: What Are They?
Nutritional claims describe the presence or absence of specific nutrients in a food product. Examples include “low fat,” “high fiber,” or “sugar-free.” These claims must meet defined criteria set by regulatory authorities.
Mind Map: Nutritional Claims Categories
Regulatory Criteria for Nutritional Claims
Each claim has specific thresholds. For example, a “low fat” claim might require the product to contain less than 3 grams of fat per 100 grams. Similarly, “high fiber” could mean at least 6 grams of fiber per 100 grams. These thresholds vary by jurisdiction but share the goal of standardizing claims to avoid consumer confusion.
Example: Low Sodium Claim
- Regulation: Sodium content must not exceed 140 mg per serving.
- Practical Application: A canned soup labeled “low sodium” must be tested to confirm it meets this limit.
Health Claims: A Step Beyond Nutritional Claims
Health claims link a food or nutrient to a health benefit, such as “calcium helps build strong bones.” These claims require scientific substantiation and often pre-approval by regulatory bodies.
Mind Map: Types of Health Claims
Labeling Requirements for Claims
- Clarity: Claims must be clear and understandable.
- Truthfulness: No exaggeration or misleading statements.
- Supporting Evidence: Manufacturers must have scientific evidence backing claims.
- Placement: Claims should be prominently displayed and not hidden in fine print.
Example: Misleading Claim
If a product states “sugar-free” but contains sugar alcohols that impact blood sugar, regulators may require clarification or removal of the claim.
Common Pitfalls and Best Practices
- Consistency: Ensure the nutrition panel matches the claims made.
- Verification: Regular testing to confirm nutrient levels.
- Consumer Language: Use terms familiar to the average consumer.
- Avoid Ambiguity: Terms like “natural” or “healthy” often lack precise definitions and can be problematic.
Practical Example: Labeling a High-Protein Snack
- Protein content must be analyzed to confirm it meets the “high protein” threshold (e.g., at least 20% of energy from protein).
- Ingredient list must reflect protein sources clearly.
- Claims like “supports muscle growth” require careful wording to avoid unapproved health claims.
Summary Mind Map: Labeling and Nutritional Claims Regulations
Understanding and adhering to labeling and nutritional claims regulations is essential for food manufacturers to maintain consumer trust and comply with legal standards. Clear, accurate labels help consumers make better choices and support public health objectives.
13.3 Food Import and Export Requirements
Food import and export requirements are a critical aspect of international food trade, ensuring that products meet safety, quality, and legal standards across borders. These requirements vary by country but generally include documentation, compliance with sanitary and phytosanitary measures, labeling, and customs procedures.
Key Components of Food Import and Export Requirements
-
Documentation: Essential paperwork includes commercial invoices, certificates of origin, health certificates, and import/export licenses. These documents verify the product’s origin, safety, and compliance.
-
Sanitary and Phytosanitary (SPS) Measures: These are health and safety standards designed to protect humans, animals, and plants from diseases, pests, or contaminants. Compliance often requires laboratory testing and certification.
-
Labeling Requirements: Imported and exported foods must comply with the destination country’s labeling laws, which may specify language, nutritional information, allergen declarations, and expiration dates.
-
Customs Procedures: These involve tariff classification, valuation, and payment of duties. Customs authorities may also perform inspections and sampling.
Mind Map: Overview of Food Import and Export Requirements
Example: Exporting Processed Fruit to the European Union
A company exporting dried mango slices to the EU must provide a health certificate confirming the product is free from contaminants and pests. The packaging must include nutritional facts in the EU’s official languages, allergen information, and a clear expiration date. The exporter must classify the product under the correct tariff code to determine applicable duties. Customs officials may inspect shipments and request samples for residue testing.
Mind Map: Steps for Exporting Food Products
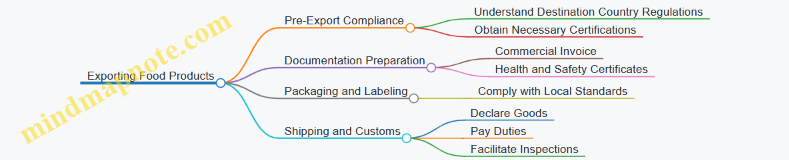
Import Requirements: Example of Importing Seafood into the United States
Importers must ensure seafood meets the U.S. Food and Drug Administration (FDA) standards, including compliance with the Seafood HACCP regulation. The shipment requires a prior notice submission to the FDA before arrival. Labels must include country of origin, species name, and safe handling instructions. Customs and Border Protection (CBP) officers review documentation and may conduct physical inspections.
Mind Map: Import Process for Food Products
Practical Considerations
-
Regulatory Variability: Import/export rules differ widely; staying updated on changes is essential.
-
Product-Specific Rules: Some foods, like dairy or meat, face stricter controls.
-
Traceability: Maintaining records helps in audits and recalls.
-
Timing: Delays in documentation or inspections can disrupt supply chains.
Understanding and navigating these requirements is fundamental for successful international food trade. Clear documentation, adherence to safety standards, and proper labeling reduce the risk of rejection or penalties at borders.
13.4 Compliance with Food Safety Audits and Inspections
Compliance with Food Safety Audits and Inspections
Food safety audits and inspections are essential checkpoints in the food manufacturing process. They ensure that operations meet regulatory standards and internal quality benchmarks. Understanding how to prepare for, manage, and respond to these evaluations can make the difference between smooth operations and costly disruptions.
What Are Food Safety Audits and Inspections?
- Audits are systematic, documented processes to verify compliance with food safety standards. They can be internal (conducted by the company) or external (by regulatory bodies or third-party certifiers).
- Inspections are on-site examinations by regulatory agencies to assess adherence to legal requirements.
Both aim to identify risks, verify controls, and confirm that food products are safe for consumers.
Key Components of Compliance
- Documentation: Accurate records of procedures, monitoring, corrective actions, and training.
- Facility Conditions: Cleanliness, maintenance, pest control, and equipment status.
- Process Controls: Verification that critical control points (CCPs) are monitored and managed.
- Employee Practices: Proper hygiene, training, and adherence to protocols.
Mind Map: Food Safety Audit Components
Preparing for an Audit or Inspection
Preparation is about more than just having paperwork in order. It involves creating a culture of food safety and continuous improvement.
- Regular Internal Audits: Conduct routine checks to catch issues before external auditors do.
- Mock Inspections: Simulate inspections to train staff and identify weak points.
- Staff Training: Ensure everyone understands their role in food safety.
- Corrective Action Plans: Have clear procedures to address non-conformities promptly.
Example: Preparing for a Third-Party Audit
A mid-sized bakery schedules a third-party audit for its HACCP certification. The quality manager organizes a week of internal audits focusing on sanitation and CCP monitoring. Staff receive refresher training on allergen controls. The team reviews past corrective actions to confirm they were effective. On audit day, documentation is complete, and the facility is clean and orderly. The audit finds minor record-keeping gaps, which are quickly addressed with updated logs.
During the Audit or Inspection
- Be Transparent: Answer questions honestly and provide requested documents promptly.
- Guide the Auditor: Assign knowledgeable staff to accompany auditors.
- Take Notes: Document findings and clarify any misunderstandings immediately.
Mind Map: Auditor Interaction
Responding to Findings
Not all findings indicate failure; many are opportunities to improve.
- Categorize Findings: Critical, major, or minor non-conformities.
- Develop Action Plans: Assign responsibilities and deadlines.
- Implement Changes: Correct issues and prevent recurrence.
- Follow-Up: Verify effectiveness through subsequent audits.
Example: Addressing a Critical Finding
During an inspection, a food processing plant is cited for improper temperature control in refrigeration units. The plant immediately recalibrates equipment, retrains staff on monitoring procedures, and installs temperature alarms. Documentation of these actions is submitted to the inspector, demonstrating commitment to compliance.
Common Pitfalls to Avoid
- Relying solely on documentation without ensuring actual practice.
- Underestimating the importance of employee training.
- Delaying corrective actions after non-conformities are identified.
- Treating audits as one-time events rather than ongoing processes.
Mind Map: Compliance Best Practices
In summary, compliance with food safety audits and inspections requires a balanced approach of preparation, transparency, and responsiveness. By embedding food safety into daily operations and treating audits as tools for improvement, manufacturers can maintain high standards and protect consumers effectively.
13.5 Intellectual Property and Patents in Food Industry
Intellectual property (IP) in the food industry protects innovations ranging from new recipes and formulations to processing methods and packaging designs. Understanding how IP works is essential for companies and individuals aiming to safeguard their inventions and gain competitive advantage.
Types of Intellectual Property Relevant to Food Industry
- Patents: Protect inventions that are new, non-obvious, and useful. In food, this could include novel food processing techniques, unique formulations, or new uses of ingredients.
- Trademarks: Protect brand names, logos, and slogans that distinguish products.
- Trade Secrets: Protect confidential business information such as recipes or manufacturing processes that provide a competitive edge.
- Copyrights: Protect original works of authorship, such as packaging artwork or promotional materials.
Focus on Patents
Patents grant exclusive rights to the inventor for a limited period, typically 20 years from filing. To qualify, the invention must be:
- Novel: Not publicly disclosed before the patent application.
- Non-Obvious: Not an evident step to someone skilled in the field.
- Useful: Must have practical utility.
In food science, patents often cover:
- New food formulations (e.g., a low-fat cheese with improved texture)
- Innovative processing methods (e.g., a novel dehydration technique)
- Equipment or machinery designs
- Packaging innovations
Mind Map: Patent Process in Food Industry
Example: Patent on a Novel Food Formulation
A company develops a dairy-free cheese alternative using a unique blend of plant proteins and fermentation techniques. They file a patent describing the formulation and the fermentation process. This patent prevents competitors from copying the exact recipe or method for a set period.
Trade Secrets vs Patents
Sometimes companies prefer to keep recipes or processes as trade secrets rather than patenting them. Trade secrets do not expire but offer no protection if the secret is independently discovered or leaked.
Example: The formula for a popular soft drink is kept as a trade secret rather than patented.
Mind Map: Intellectual Property Types and Examples in Food
Patent Challenges in Food Industry
- Patentability of Natural Products: Naturally occurring substances cannot be patented, but modified or isolated forms can.
- Obviousness: Minor tweaks to existing recipes may not qualify.
- Disclosure Requirements: Patent applications must fully disclose the invention, which may reveal trade secrets.
Practical Example: Protecting a New Processing Method
A startup invents a method to reduce acrylamide formation during frying. They file a patent detailing the process parameters. This allows them to license the technology to food manufacturers, generating revenue and protecting their innovation.
Summary
Intellectual property in the food industry is a toolbox for protecting innovation. Patents provide exclusivity for new inventions but require disclosure. Trade secrets offer indefinite protection but rely on confidentiality. Understanding these options helps companies decide how best to protect their assets while navigating legal requirements.
13.6 Practical Example: Navigating Regulatory Approval for a New Nutritional Supplement
Navigating regulatory approval for a new nutritional supplement involves a series of structured steps that ensure the product complies with legal, safety, and labeling requirements. The process can vary by region but generally follows a similar framework. Understanding this framework early helps avoid costly delays and rejections.
Step 1: Define the Product and Its Intended Use
Before starting the approval process, clearly define what the supplement is, its ingredients, and its intended use. This includes:
- Identifying active ingredients and their sources
- Determining dosage and form (capsule, powder, liquid)
- Clarifying target consumer groups (general population, children, athletes)
Step 2: Review Regulatory Classification
Nutritional supplements may be classified differently depending on jurisdiction:
- Dietary supplements
- Food supplements
- Nutraceuticals
- Functional foods
Each classification has specific regulatory pathways. For example, in the US, dietary supplements are regulated under the Dietary Supplement Health and Education Act (DSHEA), while in the EU, they fall under food law.
Step 3: Ingredient Safety Assessment
Compile safety data for each ingredient:
- Existing scientific literature
- Toxicological studies
- Maximum allowable limits
Novel ingredients or new sources require additional safety evaluation and sometimes pre-market approval.
Step 4: Manufacturing Compliance
Ensure the manufacturing process complies with Good Manufacturing Practices (GMP):
- Facility certification
- Quality control measures
- Traceability of raw materials
Step 5: Labeling and Claims Review
Labels must meet regulatory standards regarding:
- Ingredient listing
- Nutritional information
- Health claims (must be substantiated and authorized)
- Allergen declarations
Step 6: Prepare and Submit Dossier
The dossier includes:
- Product description
- Safety and efficacy data
- Manufacturing details
- Labeling information
Submission is made to the relevant regulatory authority for review.
Step 7: Respond to Regulatory Queries
Authorities may request additional data or clarifications. Timely and thorough responses are critical.
Step 8: Approval and Post-Market Surveillance
Once approved, ongoing monitoring for adverse effects and compliance is required.
Mind Map: Regulatory Approval Workflow
Example: Launching a Vitamin D3 Supplement
Product Definition:
- Ingredient: Vitamin D3 (cholecalciferol) sourced from lanolin
- Dosage: 1000 IU per capsule
- Target: Adults with vitamin D deficiency
Regulatory Classification:
- Classified as a dietary supplement under US FDA rules
Safety Assessment:
- Vitamin D3 is well-studied with established upper intake levels
- No novel ingredients
Manufacturing Compliance:
- Facility certified under GMP
- Batch testing for potency and contaminants
Labeling and Claims:
- Label lists vitamin D3 content, daily value percentage
- Claims limited to structure/function statements (e.g., “Supports bone health”)
Dossier Submission:
- Includes product formulation, safety data, manufacturing process, and label copy
Regulatory Review:
- FDA reviews for compliance; no additional data requested
Approval and Post-Market:
- Product launched with ongoing adverse event monitoring
Mind Map: Labeling Requirements
Practical Tips
- Start early with regulatory consultation to clarify classification and requirements.
- Maintain thorough documentation of ingredient sources and safety data.
- Use clear, compliant language on labels to avoid misleading claims.
- Keep communication channels open with regulatory bodies during review.
- Plan for post-market surveillance as part of product lifecycle management.
This structured approach helps streamline the approval process and reduces the risk of non-compliance for new nutritional supplements.
14. Case Studies in Industrial Food Processing
14.1 Production of Ready-to-Eat Meals: Challenges and Solutions
Ready-to-eat (RTE) meals combine convenience with nutrition, offering consumers a quick option without the need for cooking. Producing these meals at an industrial scale involves balancing food safety, shelf life, sensory quality, and nutritional value. This section outlines key challenges and practical solutions, supported by examples and mind maps to clarify complex relationships.
Key Challenges in RTE Meal Production
- Microbial Safety: RTE meals are often consumed without further heating, so controlling pathogens is critical.
- Shelf Life: Maintaining freshness and preventing spoilage over days or weeks.
- Nutritional Integrity: Preserving vitamins, minerals, and bioactive compounds during processing.
- Sensory Quality: Ensuring taste, texture, and appearance meet consumer expectations.
- Packaging: Selecting materials and methods that protect the product and extend shelf life.
- Process Efficiency: Designing scalable, cost-effective manufacturing workflows.
Mind Map: Challenges and Solutions in RTE Meal Production
Microbial Safety
Since RTE meals bypass cooking at home, controlling microbial hazards during production is non-negotiable. A common approach is applying High Pressure Processing (HPP). For example, a packaged chicken salad can be treated with HPP to inactivate Listeria monocytogenes without heat, preserving freshness. Complementing HPP with strict HACCP plans ensures critical points like raw material receipt and post-processing handling are monitored.
Modified Atmosphere Packaging (MAP) further inhibits microbial growth by reducing oxygen levels. For instance, leafy greens in RTE salads packaged under nitrogen-rich atmospheres show extended shelf life.
Shelf Life
Shelf life depends on microbial stability and chemical changes. Refrigeration slows spoilage but is not sufficient alone. Natural preservatives such as rosemary extract or nisin can be incorporated to delay oxidation and microbial growth. For example, a ready-to-eat pasta meal might include rosemary extract to maintain flavor and color over 14 days refrigerated storage.
Packaging plays a vital role. Barrier films that limit moisture and oxygen ingress reduce spoilage. Vacuum packaging removes air, further extending shelf life. Combining these with MAP creates a multi-hurdle approach.
Nutritional Integrity
Thermal processing can degrade vitamins like vitamin C and folate. Minimizing heat exposure by using non-thermal technologies or shorter cooking times helps retain nutrients. For example, blanching vegetables briefly before freezing preserves vitamin C better than prolonged boiling.
Antioxidants added during formulation can protect sensitive nutrients. Fortification after processing, such as adding vitamin D to dairy-based RTE meals, compensates for losses.
Sensory Quality
Texture and flavor are critical for consumer acceptance. Overcooking can cause mushiness, while underprocessing may leave undesirable raw flavors. Ingredient choice matters; for example, using pre-cooked grains instead of raw reduces cooking variability.
Controlled processing parameters, such as precise temperature and time, ensure consistent quality. Sensory panels test prototypes to identify and correct issues before scaling up.
Packaging
Packaging must protect the product from contamination, moisture, oxygen, and light. Barrier films made from multilayer polymers provide these protections. Active packaging, such as oxygen scavengers, further enhances shelf life.
For example, fresh-cut fruit cups use clear, oxygen-impermeable containers with MAP to maintain color and texture.
Process Efficiency
Automation reduces human error and contamination risks. Conveyor systems, robotic filling, and sealing machines speed production while maintaining hygiene.
Lean manufacturing principles help minimize waste and optimize workflow. Continuous processing, such as continuous cooking and cooling, improves throughput and product consistency.
Practical Example: Producing a Ready-to-Eat Chicken and Vegetable Meal
- Raw Material Handling: Fresh chicken and vegetables are inspected and stored at 4°C.
- Preprocessing: Vegetables are washed and blanched briefly; chicken is cooked sous vide to 74°C.
- Assembly: Ingredients are combined with seasoning and placed into trays.
- Processing: Trays are sealed and subjected to HPP at 600 MPa for 3 minutes.
- Packaging: Modified atmosphere with 30% CO2 and 70% N2 is applied.
- Storage: Product stored at 4°C with a shelf life of 21 days.
- Quality Control: Microbial testing confirms absence of pathogens; sensory tests ensure flavor and texture meet standards.
This example integrates microbial safety, shelf life extension, nutrient retention, and sensory quality through carefully selected processing and packaging steps.
In summary, producing RTE meals demands a multi-disciplinary approach. Each challenge requires targeted solutions that work together to deliver safe, nutritious, and appealing products. Understanding these interconnections helps manufacturers design processes that meet consumer needs and regulatory requirements.
14.2 Processing and Packaging of Dairy Products
Dairy processing transforms raw milk into a variety of products such as milk, cheese, yogurt, butter, and cream. Each product requires specific processing steps and packaging methods to ensure safety, quality, and shelf life.
Milk Processing
Milk processing begins with collection and testing for quality parameters like fat content, microbial load, and antibiotic residues. After testing, milk undergoes standardization to adjust fat content according to product specifications.
Pasteurization is the critical step to eliminate pathogenic microorganisms. Common methods include High Temperature Short Time (HTST) pasteurization (72°C for 15 seconds) and Ultra-High Temperature (UHT) treatment (135–150°C for 2–5 seconds). HTST milk requires refrigeration and has a shorter shelf life, while UHT milk is shelf-stable but may have slight flavor changes.
Homogenization follows pasteurization to break down fat globules, preventing cream separation and improving texture and mouthfeel.
Cheese Production
Cheese making involves coagulation of milk proteins by acidification or enzymatic action (rennet). The curd is then cut, cooked, and pressed to remove whey. Different cheese varieties depend on factors such as milk type, starter cultures, coagulation method, and aging conditions.
Aging or ripening develops flavor and texture through biochemical changes. Packaging must protect cheese from moisture loss and contamination while allowing controlled gas exchange for certain varieties.
Yogurt Processing
Yogurt production requires fermentation of milk by specific bacterial cultures (Lactobacillus delbrueckii subsp. bulgaricus and Streptococcus thermophilus). Milk is first heat-treated to denature whey proteins, improving texture.
After inoculation with starter cultures, fermentation occurs at 40–45°C until desired acidity and consistency are reached. Packaging is usually done immediately to prevent contamination.
Butter and Cream Processing
Butter is produced by churning cream to separate butterfat from buttermilk. Cream separation from milk is done by centrifugation. Salt and other additives may be incorporated before packaging.
Packaging must protect butter from oxidation and moisture loss, often using foil or plastic wraps.
Packaging Considerations
Packaging materials for dairy products must provide barriers against oxygen, light, moisture, and microbial contamination. Common materials include:
- Plastic bottles and cartons for milk
- Vacuum-sealed or modified atmosphere packaging for cheese
- Plastic cups or tubs for yogurt
- Foil wraps or tubs for butter
Packaging design also considers convenience, portion size, and shelf appeal.
Mind Maps
Milk Processing Mind Map
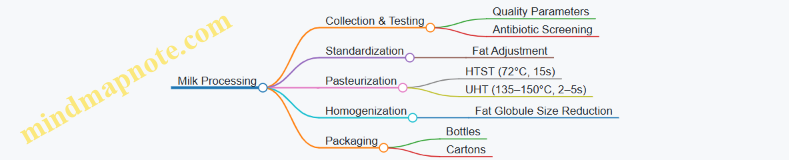
Cheese Production Mind Map
Yogurt Processing Mind Map
Butter Processing Mind Map
Practical Examples
Example 1: Designing a Pasteurization Process for Fluid Milk
A dairy plant producing pasteurized milk must ensure microbial safety without compromising nutritional quality. HTST pasteurization is selected for efficiency and minimal flavor impact. Milk is heated to 72°C for 15 seconds, then rapidly cooled to 4°C. Homogenization follows to improve texture. Milk is filled into sterilized plastic bottles in a hygienic environment and refrigerated immediately. Regular microbial testing confirms pasteurization efficacy.
Example 2: Packaging Fresh Cheese to Extend Shelf Life
Fresh cheeses like mozzarella are sensitive to moisture loss and microbial spoilage. Packaging in vacuum-sealed plastic films with controlled oxygen permeability helps maintain moisture and inhibits aerobic spoilage organisms. The packaging process includes flushing with nitrogen to reduce oxygen levels. This approach extends shelf life while preserving texture and flavor.
Example 3: Fermentation Control in Yogurt Production
To produce consistent yogurt, the fermentation temperature is precisely maintained at 43°C. Starter cultures are added to heat-treated milk, and pH is monitored until it reaches 4.5. The product is then cooled to stop fermentation and packaged in sterile cups. This control ensures uniform acidity and texture batch-to-batch.
Example 4: Preventing Oxidation in Butter Packaging
Butter is prone to oxidation, causing off-flavors. Packaging in aluminum foil with a polyethylene lining provides an effective oxygen barrier. The butter is wrapped tightly to exclude air and stored at refrigeration temperatures. This packaging method maintains butter quality during distribution and retail.
In summary, dairy processing and packaging require careful control of microbial safety, physical and chemical properties, and packaging environment. Each product demands tailored steps to meet quality and shelf life goals while meeting regulatory standards.
14.3 Meat Processing and Preservation Techniques
Meat processing transforms raw animal tissue into products with improved safety, shelf life, and sensory qualities. Preservation techniques prevent spoilage caused by microbial growth, enzymatic activity, and oxidation. This section covers key methods used in the industry, supported by practical examples and mind maps to clarify concepts.
Meat Processing Overview
Meat processing includes slaughtering, cutting, deboning, grinding, curing, fermenting, cooking, and packaging. Each step affects texture, flavor, and safety.
- Slaughtering and Dressing: Initial steps to obtain clean carcasses.
- Cutting and Deboning: Separates primal cuts and removes bones.
- Grinding and Mixing: Prepares meat for sausages and patties.
- Curing and Fermentation: Adds flavor and preserves.
- Cooking and Smoking: Enhances taste and kills pathogens.
- Packaging: Protects and extends shelf life.
Preservation Techniques
Preservation aims to inhibit microbial growth, enzymatic degradation, and oxidation.
Refrigeration and Freezing
- Refrigeration (0–4°C): Slows microbial growth but does not stop it.
- Freezing (-18°C or lower): Halts microbial activity by forming ice crystals.
Example: Storing fresh beef at 4°C extends shelf life by several days, while freezing can preserve it for months.
Curing
- Uses salt, nitrites, and sometimes sugar.
- Salt reduces water activity, inhibiting microbes.
- Nitrites prevent Clostridium botulinum growth and contribute to color and flavor.
Example: Dry-cured ham uses salt and nitrites, resulting in a product safe for long storage.
Smoking
- Applies heat and smoke compounds.
- Smoke contains phenols and formaldehyde, which have antimicrobial effects.
- Can be hot or cold smoking depending on temperature.
Example: Cold-smoked salmon is cured first, then smoked at low temperatures to preserve texture.
Fermentation
- Uses beneficial bacteria to produce lactic acid.
- Lowers pH, inhibiting spoilage organisms.
- Common in sausages like salami.
Example: Fermented sausages rely on starter cultures to ensure consistent acidification.
Drying and Dehydration
- Removes moisture to reduce water activity.
- Often combined with curing.
Example: Beef jerky is dried after marination to produce a shelf-stable snack.
Packaging Technologies
- Vacuum packaging removes oxygen, slowing aerobic spoilage.
- Modified atmosphere packaging (MAP) replaces air with gases like CO2 and nitrogen.
Example: Vacuum-packed ground beef can last longer in refrigeration than air-packaged.
Mind Maps
Meat Processing Steps
Preservation Methods
Curing Components and Effects
Practical Examples
Example 1: Producing a Dry-Cured Sausage
- Meat is ground and mixed with salt, nitrites, sugar, and spices.
- Starter cultures are added to initiate fermentation.
- The mixture is stuffed into casings.
- Sausages are fermented at controlled temperature and humidity to lower pH.
- They are then dried slowly to reduce moisture.
This process results in a product with extended shelf life, characteristic tangy flavor, and firm texture.
Example 2: Extending Shelf Life of Fresh Meat Using Vacuum Packaging
- Fresh beef cuts are trimmed and placed in oxygen-impermeable bags.
- Air is removed by vacuum sealing.
- The package is stored at refrigeration temperature.
Vacuum packaging slows aerobic bacterial growth and oxidation, doubling shelf life compared to traditional packaging.
Example 3: Hot Smoking of Sausages
- Sausages are cooked at 65–80°C while exposed to smoke.
- Heat kills pathogens; smoke adds preservative compounds.
- The product is cooled and packaged.
Hot smoking produces ready-to-eat sausages with enhanced flavor and safety.
Summary
Meat processing and preservation combine physical, chemical, and biological methods to ensure safety, quality, and shelf life. Understanding each technique’s role and limitations helps design products that meet consumer expectations and regulatory standards. Practical application of these methods requires balancing microbial control with sensory properties, always considering the specific meat type and intended use.
14.4 Cereal and Bakery Product Manufacturing
Cereal and bakery products form a significant portion of the global diet. Their manufacturing involves a series of carefully controlled steps to ensure consistent quality, safety, and sensory appeal. This section covers the key stages, critical control points, and examples illustrating best practices.
Raw Material Selection and Preparation
The foundation of any cereal or bakery product is the raw materials, primarily flour, water, fats, sugars, leavening agents, and additives. Flour quality—protein content, ash level, and moisture—is crucial as it affects dough properties and final product texture.
Example: Bread flour typically contains 12-14% protein to develop gluten, whereas cake flour has 7-9% protein for a tender crumb.
Milling and Flour Treatment
Grain milling transforms whole grains into flour. The process includes cleaning, conditioning (moisture adjustment), grinding, and sifting. Milling affects particle size distribution, starch damage, and enzyme activity.
Best Practice: Conditioning wheat to about 16% moisture before milling softens the bran and improves flour yield.
Dough Mixing and Development
Mixing hydrates flour proteins and starches, develops gluten networks, and distributes ingredients evenly. Mixing time and speed influence dough rheology.
Mind Map: Dough Mixing Factors
Example: Overmixing can cause excessive gluten development, leading to tough bread, while undermixing results in weak structure.
Fermentation and Proofing
Yeast fermentation produces carbon dioxide, causing dough to rise. Proofing allows the dough to reach optimal volume and texture before baking.
Best Practice: Maintaining proofing temperature around 27-30°C and humidity above 75% prevents crust formation and ensures uniform rise.
Example: In sourdough bread, fermentation times are longer and involve lactic acid bacteria, contributing to flavor complexity.
Shaping and Forming
Dough is shaped into final product forms—loaves, rolls, biscuits, or cookies. Uniform shaping ensures consistent baking and appearance.
Mind Map: Shaping Techniques
Example: Croissants require lamination, folding layers of dough and butter to create flakiness.
Baking
Baking transforms dough into finished products through heat-induced chemical and physical changes: starch gelatinization, protein coagulation, moisture evaporation, and crust formation.
Critical Control Points: Oven temperature, baking time, humidity, and airflow.
Example: Baking bread at 230°C for 25-30 minutes develops a crisp crust and soft crumb.
Cooling and Packaging
Cooling stabilizes the product and prevents condensation inside packaging. Packaging protects against moisture, oxygen, and microbial contamination.
Best Practice: Cooling racks with good air circulation reduce moisture retention.
Example: Modified atmosphere packaging extends shelf life of sliced bread by reducing mold growth.
Quality Control and Sensory Evaluation
Testing includes moisture content, texture analysis, volume measurement, and sensory panels.
Example: Using a texture analyzer to measure crumb firmness helps maintain product consistency.
Mind Map: Cereal and Bakery Product Manufacturing Overview
Practical Example: Manufacturing a White Sandwich Bread
- Raw Materials: High-protein wheat flour, water, yeast, salt, sugar, shortening.
- Mixing: Ingredients mixed for 8-10 minutes at controlled temperature to develop gluten.
- Fermentation: Bulk fermentation at 28°C for 60 minutes.
- Dividing and Shaping: Dough divided into uniform pieces, shaped into loaves.
- Proofing: Proofed at 30°C and 80% humidity for 45 minutes.
- Baking: Baked at 230°C for 30 minutes.
- Cooling: Cooled on racks for 1 hour.
- Packaging: Sliced and packaged in polyethylene bags with oxygen absorbers.
This sequence ensures a soft crumb, uniform texture, and extended shelf life.
Troubleshooting Common Issues
- Dense crumb: Often due to insufficient fermentation or overmixing.
- Poor volume: Can result from weak gluten or inadequate proofing.
- Crust too hard: Baking temperature too high or insufficient steam.
- Uneven baking: Improper oven airflow or inconsistent dough shaping.
Addressing these requires adjusting process parameters or ingredient quality.
In summary, cereal and bakery product manufacturing is a multi-step process that balances ingredient properties, processing conditions, and quality control. Each stage affects the final product’s texture, flavor, and shelf life. Understanding these relationships and applying best practices ensures consistent, safe, and appealing products.
14.5 Beverage Production: From Raw Material to Bottling
Beverage production covers a broad spectrum, from simple water bottling to complex formulations like juices, carbonated drinks, dairy beverages, and alcoholic products. Each step, from raw material selection to final bottling, plays a crucial role in ensuring product quality, safety, and consumer satisfaction.
Raw Material Selection and Preparation
The process begins with raw materials, which vary widely depending on the beverage type. For fruit juices, quality fruit with appropriate ripeness and minimal defects is essential. Water quality is critical across all beverage types, often requiring filtration and treatment to meet safety and taste standards.
Example: In orange juice production, oranges are sorted to remove damaged or underripe fruit. Washing removes surface contaminants, and peeling or crushing prepares the fruit for juice extraction.
Extraction and Juice Recovery
Extraction methods depend on the raw material. Mechanical pressing is common for fruits and vegetables, while infusion or decoction applies to teas and herbal beverages. Enzymatic treatments may be used to increase yield or clarify juice.
Example: Apple juice production often uses enzymatic maceration to break down pectin, improving juice yield and clarity.
Clarification and Filtration
Clarification removes suspended solids, improving appearance and stability. Techniques include sedimentation, centrifugation, and filtration through diatomaceous earth or membrane filters.
Mind map (Clarification Techniques):
Example: In grape juice processing, centrifugation separates pulp and seeds from the juice, producing a clearer final product.
Pasteurization and Preservation
Thermal pasteurization is widely used to inactivate spoilage organisms and pathogens. Parameters vary based on beverage type and desired shelf life. Non-thermal methods like high-pressure processing (HPP) are alternatives for heat-sensitive products.
Example: Milk undergoes pasteurization at 72°C for 15 seconds (HTST) to ensure safety without significant nutrient loss.
Formulation and Additives
Ingredients such as sweeteners, acids, flavors, stabilizers, and preservatives are added to achieve desired taste, texture, and shelf life. Each additive must comply with regulatory limits and be compatible with the beverage matrix.
Example: Carbonated soft drinks include phosphoric acid for tartness and caffeine for flavor and stimulation.
Carbonation and Mixing
Carbonation involves dissolving CO₂ under pressure, affecting mouthfeel and taste. Proper mixing ensures uniform distribution of ingredients.
Mind map (Carbonation Process):
Example: In soda production, CO₂ is injected into the beverage under controlled temperature and pressure to maintain carbonation without excessive foaming.
Filling and Packaging
Filling methods vary: gravity filling for still beverages, counter-pressure filling for carbonated drinks. Packaging materials include glass, plastic, aluminum cans, and cartons, chosen based on product compatibility and shelf life requirements.
Example: Beer bottling uses counter-pressure filling to minimize CO₂ loss and foam formation.
Quality Control Throughout Production
Sampling and testing occur at multiple stages: raw materials, in-process fluids, and finished products. Parameters include microbial counts, pH, Brix (sugar content), dissolved oxygen, and sensory attributes.
Example: A juice manufacturer measures Brix to ensure consistent sweetness and pH to maintain acidity within safe limits.
Practical Example: Orange Juice Production Workflow
This workflow highlights how each step integrates best practices to maintain quality and safety.
Beverage production is a balance of science and engineering, requiring attention to raw material variability, process control, and packaging. Understanding each stage helps optimize product quality and operational efficiency.
14.6 Practical Example: Troubleshooting Microbial Contamination in a Juice Processing Facility
Microbial contamination in juice processing can cause spoilage, off-flavors, and potential health risks. Identifying and resolving contamination requires a systematic approach combining microbiology, process engineering, and quality control.
Step 1: Identify the Problem
- Symptom: Unexpected microbial growth detected in finished juice products during routine quality testing.
- Impact: Reduced shelf life, product recalls, and possible regulatory issues.
Step 2: Map the Processing Flow
Understanding the entire juice production line helps pinpoint contamination sources.
Juice Processing Flow Mind Map
Step 3: Investigate Potential Contamination Points
- Raw Materials: Fruits can carry microorganisms on their surfaces.
- Water: Used in washing; quality must meet microbial standards.
- Equipment: Crushing and pressing machines can harbor biofilms.
- Pasteurization: Insufficient time/temperature can fail to kill microbes.
- Packaging: Non-sterile packaging or poor sealing allows contamination.
Step 4: Conduct Microbial Testing
- Sampling: Collect samples from raw fruits, wash water, equipment surfaces, pasteurized juice, and packaging materials.
- Testing: Use plate counts, pathogen-specific assays, and rapid detection methods.
Step 5: Analyze Results and Identify Root Cause
- High microbial counts on equipment surfaces indicate biofilm presence.
- Pasteurization parameters within specification but contamination persists.
- Packaging samples show occasional contamination.
Step 6: Implement Corrective Actions
- Equipment Cleaning: Enhance cleaning protocols focusing on crushing and pressing areas; introduce biofilm-targeted sanitizers.
- Water Quality: Test and treat wash water regularly.
- Pasteurization Review: Confirm time-temperature profiles with calibrated instruments.
- Packaging Controls: Verify aseptic conditions and sealing integrity.
Step 7: Monitor and Verify
- Increase frequency of microbial testing post-correction.
- Track product shelf life and customer feedback.
Mind Map: Troubleshooting Approach
Example: Biofilm Formation on Pressing Equipment
Biofilms are communities of microorganisms attached to surfaces, protected by a self-produced matrix. In juice pressing machines, residues can accumulate in crevices, allowing bacteria to persist despite routine cleaning.
- Detection: Swab tests reveal elevated microbial counts.
- Action: Use enzymatic cleaners targeting biofilm matrix, increase cleaning frequency, and redesign equipment parts to minimize hard-to-clean areas.
Example: Pasteurization Parameter Verification
Pasteurization requires precise temperature and time control. A slight deviation can allow heat-resistant microbes to survive.
- Verification: Use calibrated thermocouples at multiple points.
- Adjustment: Modify heating time or temperature to meet validated kill curves.
Example: Packaging Integrity Check
Packaging breaches can introduce contaminants after pasteurization.
- Inspection: Visual and mechanical checks for seal integrity.
- Improvement: Implement automated seal inspection systems and train operators.
Summary
Troubleshooting microbial contamination in juice processing involves a clear understanding of the production process, targeted sampling, and thorough analysis. Corrective actions focus on eliminating contamination sources and verifying process controls. Continuous monitoring ensures sustained product safety and quality.