Advanced Composites & Lightweight Structural Design
1. Introduction to Advanced Composites and Lightweight Design
1.1 Overview of Composite Materials in Aerospace, Automotive, and Materials Industries
Composite materials are engineered by combining two or more constituent materials with significantly different physical or chemical properties. When combined, these materials produce a composite with characteristics different from the individual components, often optimized for strength, weight, durability, or other performance metrics.
What Are Composite Materials?
- Matrix: The continuous phase that holds everything together (e.g., polymer, metal, ceramic).
- Reinforcement: The dispersed phase that provides strength and stiffness (e.g., fibers, particles).
Mind Map: Components of Composite Materials
Applications Across Industries
Aerospace Industry
- Use Case: Aircraft fuselage, wing structures, engine components.
- Why Composites?
- High strength-to-weight ratio reduces fuel consumption.
- Corrosion resistance extends component life.
- Tailored mechanical properties for specific load conditions.
Example: The Boeing 787 Dreamliner uses carbon fiber reinforced polymer (CFRP) composites for over 50% of its primary structure, resulting in approximately 20% weight savings compared to traditional aluminum designs.
Automotive Industry
- Use Case: Body panels, chassis components, battery enclosures in electric vehicles.
- Why Composites?
- Weight reduction improves fuel efficiency and electric range.
- Enhanced crashworthiness through energy absorption.
- Design flexibility for complex shapes.
Example: BMW i3 employs carbon fiber reinforced plastic (CFRP) for its passenger cell, reducing weight by nearly 200 kg compared to steel, improving acceleration and handling.
Materials Industry
- Use Case: Sporting goods, wind turbine blades, infrastructure components.
- Why Composites?
- Customizable properties for specialized applications.
- Long service life under harsh environments.
- Cost-effective solutions for high-performance needs.
Example: Wind turbine blades often use glass fiber reinforced polymers (GFRP) due to their excellent fatigue resistance and cost-effectiveness.
Mind Map: Industry-Specific Composite Applications
Key Benefits of Composites in These Industries
| Benefit | Aerospace | Automotive | Materials |
|---|---|---|---|
| Weight Reduction | Critical for fuel efficiency | Improves mileage and EV range | Enables lightweight structures |
| Corrosion Resistance | Extends component lifespan | Reduces maintenance costs | Suitable for harsh environments |
| Tailored Mechanical Properties | Custom stiffness and strength | Enhanced crash safety | Optimized for application needs |
| Design Flexibility | Complex aerodynamic shapes | Innovative styling and function | Custom shapes and sizes |
Practical Example: Carbon Fiber Composites in Aerospace
- Scenario: Designing a wing spar for a commercial aircraft.
- Challenge: Achieve maximum strength with minimum weight.
- Solution: Use unidirectional carbon fiber reinforced epoxy laminates aligned along load paths.
- Outcome: Weight reduction of 30% compared to aluminum spar, improved fatigue life, and corrosion resistance.
Summary
Composite materials have revolutionized the aerospace, automotive, and materials industries by enabling lightweight, strong, and durable structures. Their versatility allows engineers and designers to meet increasingly stringent performance and environmental requirements while pushing the boundaries of innovation.
For structural engineers, materials scientists, and design engineers, understanding the fundamentals and applications of composites is essential to harness their full potential in modern lightweight structural design.
1.2 Importance of Lightweight Structural Design: Benefits and Challenges
Lightweight structural design is a cornerstone in the aerospace, automotive, and materials industries, driven by the need to improve performance, reduce energy consumption, and meet increasingly stringent environmental regulations. This section explores the multifaceted benefits of lightweight design, the challenges it presents, and practical examples to illustrate these concepts.
Benefits of Lightweight Structural Design
-
Fuel Efficiency and Reduced Emissions
- Lighter vehicles and aircraft consume less fuel, directly reducing greenhouse gas emissions.
- Example: A 10% reduction in aircraft weight can lead to approximately 5-7% fuel savings.
-
Improved Performance and Handling
- Reduced mass enhances acceleration, braking, and maneuverability in automotive applications.
- Example: Sports cars utilizing carbon fiber composites achieve superior handling due to lower weight.
-
Increased Payload Capacity
- In aerospace, lighter airframes allow for increased payload or extended range.
- Example: Commercial aircraft with lightweight composite wings can carry more passengers or cargo.
-
Lower Lifecycle Costs
- Reduced fuel consumption and maintenance costs over the service life.
- Example: Lightweight buses reduce operational costs significantly over time.
-
Enhanced Sustainability
- Supports global initiatives for sustainable transportation and reduced environmental impact.
Challenges in Lightweight Structural Design
-
Material Costs and Availability
- Advanced composites and lightweight alloys often have higher upfront costs.
- Example: Carbon fiber materials can be 5-10 times more expensive than traditional steel.
-
Manufacturing Complexity
- Specialized processes and equipment are required, increasing production time and cost.
- Example: Automated Fiber Placement (AFP) requires precise control and skilled operators.
-
Structural Integrity and Safety
- Ensuring that lightweight designs meet or exceed safety standards is critical.
- Example: Composite materials may have different failure modes compared to metals, requiring advanced analysis.
-
Repair and Maintenance
- Damage detection and repair techniques for composites can be more complex.
- Example: Delamination in carbon fiber panels requires non-destructive testing methods like ultrasonic inspection.
-
Design and Analysis Complexity
- Requires multidisciplinary collaboration and advanced simulation tools.
- Example: Finite Element Analysis (FEA) must account for anisotropic material properties.
Mind Maps
Mind Map 1: Benefits of Lightweight Structural Design
Mind Map 2: Challenges in Lightweight Structural Design
Practical Example: Lightweight Automotive Door Panel
A leading automotive manufacturer replaced traditional steel door panels with carbon fiber reinforced polymer (CFRP) composites. This change resulted in a 40% weight reduction per door, improving overall vehicle fuel efficiency by approximately 3%. The design process involved:
- Material selection balancing cost and performance.
- Finite Element Analysis to ensure crashworthiness.
- Adoption of resin transfer molding for scalable manufacturing.
- Implementation of ultrasonic testing for quality assurance.
This example highlights how lightweight design delivers tangible benefits while navigating challenges such as cost and manufacturing complexity.
Summary
Lightweight structural design is essential for advancing aerospace, automotive, and materials engineering. While the benefits are compelling—ranging from fuel savings to enhanced performance—the challenges require careful consideration of materials, manufacturing, safety, and maintenance. By understanding and addressing these factors, engineers can successfully implement lightweight solutions that drive innovation and sustainability.
1.3 Historical Evolution and Future Trends in Composite Technologies
The journey of composite materials has been transformative, shaping the aerospace, automotive, and materials industries by enabling lightweight, high-performance structural designs. Understanding this evolution helps structural engineers, materials scientists, and design engineers appreciate the technological advances and anticipate future innovations.
Historical Evolution of Composite Technologies
-
Ancient Beginnings:
- Use of natural composites like mud bricks reinforced with straw.
- Early examples of laminated wood in shipbuilding.
-
Early 20th Century:
- Introduction of plywood and fiberglass.
- Development of phenolic resins and early polymer matrices.
-
Mid 20th Century:
- Emergence of carbon fibers in the 1960s.
- Adoption of fiber-reinforced polymers (FRPs) in aerospace.
- Introduction of metal matrix composites (MMCs) and ceramic matrix composites (CMCs).
-
Late 20th Century:
- Automated manufacturing processes like Automated Tape Laying (ATL).
- Expansion into automotive and sports equipment industries.
-
21st Century:
- Integration of nanomaterials and smart composites.
- Advances in additive manufacturing for composites.
- Emphasis on sustainability and recycling.
Mind Map: Historical Evolution of Composite Technologies
Example: Evolution in Aerospace Wing Structures
- 1950s: Aluminum alloys dominated wing structures.
- 1970s: Introduction of carbon fiber reinforced epoxy composites for spars and skins.
- 2000s: Use of automated fiber placement to build complex wing geometries with reduced weight.
- Today: Incorporation of embedded sensors for structural health monitoring and use of recycled carbon fibers.
Future Trends in Composite Technologies
-
Smart and Multifunctional Composites:
- Integration of sensors and actuators within composite matrices.
- Self-healing composites that repair micro-cracks autonomously.
-
Nanotechnology-Enhanced Composites:
- Use of carbon nanotubes and graphene to improve mechanical, thermal, and electrical properties.
- Enhanced damage tolerance and conductivity.
-
Additive Manufacturing and Digital Fabrication:
- 3D printing of complex composite geometries.
- Customized fiber orientations for optimized load paths.
-
Sustainable and Bio-Based Composites:
- Development of composites using natural fibers and bio-resins.
- Recycling and reuse of composite materials to reduce environmental impact.
-
Artificial Intelligence and Machine Learning:
- AI-driven material design and process optimization.
- Predictive maintenance using real-time data from embedded sensors.
Mind Map: Future Trends in Composite Technologies
Example: Smart Composite Applications in Automotive Design
- Use of embedded strain sensors in carbon fiber panels to monitor stress during vehicle operation.
- AI algorithms analyze sensor data to predict maintenance needs, improving safety and reducing downtime.
- Integration of bio-based resins reduces carbon footprint while maintaining performance.
Summary
The historical evolution of composite technologies reflects a continuous quest for lighter, stronger, and more durable materials. From natural composites to smart, multifunctional materials enhanced by nanotechnology and AI, the future promises revolutionary advances. For structural engineers, materials scientists, and design engineers, staying abreast of these trends is critical to pushing the boundaries of lightweight structural design.
Additional Practical Example: Lightweight Automotive Hood Evolution
- Traditional Steel Hood: Heavy, prone to corrosion.
- Fiberglass Hood (1980s): Lighter but less durable.
- Carbon Fiber Composite Hood (2000s): Significant weight reduction, improved stiffness.
- Future: Integration of self-healing resins and embedded sensors for damage detection.
This example illustrates how composite technologies evolve to meet industry demands for performance, durability, and sustainability.
1.4 Key Terminologies and Concepts in Composite Materials
Understanding composite materials begins with mastering the fundamental terminologies and concepts that define their behavior, structure, and application. This section introduces essential terms with clear explanations and practical examples to help structural engineers, materials scientists, and design engineers grasp the core ideas.
Composite Material
A composite material is formed by combining two or more distinct materials to produce a material with properties superior to the individual components. Typically, composites consist of a matrix (binder) and reinforcement (fibers or particles).
Example: Carbon fiber reinforced polymer (CFRP) combines carbon fibers (reinforcement) with an epoxy resin (matrix) to create a lightweight, high-strength material widely used in aerospace and automotive industries.
Matrix
The matrix is the continuous phase that binds the reinforcement materials together, transferring loads between fibers and protecting them from environmental damage.
Types of Matrices:
- Polymer matrix (e.g., epoxy, polyester)
- Metal matrix (e.g., aluminum, titanium)
- Ceramic matrix (e.g., silicon carbide)
Example: In a glass fiber reinforced polymer (GFRP), the polymer matrix holds the glass fibers in place and distributes stresses.
Reinforcement
Reinforcements provide strength and stiffness to the composite. They can be in the form of fibers, particles, or flakes.
Common Reinforcements:
- Fibers: Carbon, glass, aramid
- Particulates: Ceramic particles
Example: Aramid fibers (like Kevlar) are used in ballistic composites for their high toughness.
Laminate
A laminate is a composite made by stacking multiple layers (plies) of composite materials, often with varying fiber orientations, to tailor mechanical properties.
Example: An aircraft wing skin might be constructed from a laminate with plies oriented at 0°, 45°, and 90° to optimize strength and stiffness in multiple directions.
Ply
A ply is a single layer of composite material within a laminate. Each ply has fibers oriented in a specific direction.
Example: A 0° ply has fibers aligned along the length of the structure, providing maximum strength in that direction.
Fiber Volume Fraction (Vf)
The ratio of the volume of fibers to the total volume of the composite. It strongly influences mechanical properties.
Example: A CFRP with a fiber volume fraction of 60% typically exhibits higher stiffness and strength than one with 40%.
Anisotropy
Composites often exhibit anisotropic behavior, meaning their mechanical properties vary with direction due to fiber orientation.
Example: A unidirectional carbon fiber composite is very strong along the fiber direction but weaker perpendicular to it.
Interlaminar Shear Strength (ILSS)
The shear strength between layers (plies) in a laminate, critical for resisting delamination.
Example: In an automotive composite panel, low ILSS can lead to layer separation under impact.
Delamination
A failure mode where layers in a laminate separate, often caused by impact or manufacturing defects.
Example: Bird strike damage on an aircraft composite panel can cause delamination, compromising structural integrity.
Toughness
The ability of a composite to absorb energy before failure, combining strength and ductility.
Example: Aramid fiber composites are chosen for applications requiring high toughness, such as protective helmets.
Mind Map: Core Composite Material Concepts
Specific Strength and Specific Stiffness
These are strength and stiffness normalized by material density, crucial metrics for lightweight design.
Example: Carbon fiber composites have high specific strength, making them ideal for aerospace structures where weight savings are critical.
Curing
The chemical process that hardens the matrix material, often involving heat and pressure.
Example: Epoxy resins in aerospace composites are cured in autoclaves to achieve optimal mechanical properties.
Voids
Air pockets or gaps trapped within the composite during manufacturing, which can degrade mechanical performance.
Example: Vacuum bagging techniques help reduce void content in automotive composite parts.
Mind Map: Composite Manufacturing and Quality Concepts
Summary Example: Applying Terminologies in Practice
Consider designing a lightweight automotive hood using CFRP:
- Matrix: Epoxy resin
- Reinforcement: Unidirectional carbon fibers
- Laminate: Multiple plies stacked with orientations at 0°, 45°, and 90°
- Fiber Volume Fraction: Target 55% for optimal strength
- Manufacturing: Vacuum bagging and curing at elevated temperatures
- Quality Control: Ultrasonic NDT to detect voids and delamination
This practical example demonstrates how understanding and applying key terminologies ensures a successful composite design and manufacturing process.
By mastering these key terminologies and concepts, professionals can better communicate, design, analyze, and innovate with advanced composite materials in lightweight structural applications.
1.5 Practical Example: Weight Reduction in Automotive Chassis Using Carbon Fiber Composites
Lightweighting automotive chassis is a critical strategy to improve fuel efficiency, reduce emissions, and enhance vehicle performance. Carbon fiber composites have emerged as a leading material choice due to their exceptional strength-to-weight ratio and design flexibility.
Understanding the Challenge
Traditional automotive chassis are often made from steel or aluminum alloys. While steel offers high strength, it is heavy; aluminum is lighter but may require thicker sections to meet strength requirements, adding complexity.
Goal: Reduce chassis weight by at least 30% without compromising structural integrity or safety.
Why Carbon Fiber Composites?
- High Strength-to-Weight Ratio: Carbon fiber composites can be 5 times stronger than steel at a fraction of the weight.
- Corrosion Resistance: Unlike metals, composites resist corrosion, improving durability.
- Design Flexibility: Complex shapes and integrated functions can be achieved.
Step-by-Step Approach to Weight Reduction
Mind Map: Weight Reduction Strategy Using Carbon Fiber Composites
Material Selection
Choosing the right carbon fiber type and resin matrix affects performance and cost.
- Fiber Types: High-modulus vs. standard modulus carbon fibers.
- Resin Systems: Epoxy resins are common for high strength and toughness.
Example: Using intermediate modulus carbon fiber with toughened epoxy resin balances cost and performance.
Structural Redesign
Lightweight design involves rethinking the chassis geometry to leverage composite properties.
- Topology Optimization: Software tools identify material placement to maximize stiffness and minimize weight.
- Load Path Analysis: Ensures loads are efficiently transferred through the composite structure.
Mind Map: Structural Redesign Process
Example: Redesigning the chassis frame with carbon fiber tubes oriented along principal stress directions reduces material usage by 35%.
Manufacturing Considerations
Selecting appropriate manufacturing techniques is vital for quality and scalability.
- Automated Fiber Placement (AFP): Enables precise fiber orientation and repeatability.
- Resin Transfer Molding (RTM): Suitable for complex shapes with good surface finish.
Example: Using AFP to lay carbon fiber prepreg tapes along optimized fiber paths reduces defects and improves mechanical properties.
Testing & Validation
Ensuring the redesigned chassis meets safety and performance standards.
- Mechanical Testing: Tensile, compression, and fatigue tests on composite samples.
- Crash Simulation: Virtual crash tests to evaluate energy absorption and failure modes.
Example: Crash simulations showed the carbon fiber chassis absorbed 20% more impact energy than the steel counterpart.
Cost Analysis
While carbon fiber composites have higher upfront costs, lifecycle benefits include:
- Fuel savings due to weight reduction.
- Lower maintenance costs from corrosion resistance.
- Potential for design integration reducing assembly steps.
Example: A cost-benefit analysis indicated a 15% total cost saving over vehicle lifetime despite 25% higher initial manufacturing costs.
Summary
By integrating advanced composites like carbon fiber into automotive chassis design, engineers can achieve significant weight reductions while maintaining or improving structural performance. The process involves careful material selection, structural redesign using optimization tools, appropriate manufacturing methods, rigorous testing, and thorough cost analysis.
This example demonstrates best practices that structural engineers, materials scientists, and design engineers can adopt to innovate lightweight automotive structures.
Additional Mind Map: Integrated Workflow for Carbon Fiber Chassis Development
This comprehensive approach ensures that lightweighting through carbon fiber composites is practical, efficient, and aligned with industry standards.
2. Types of Advanced Composite Materials
2.1 Fiber-Reinforced Polymers (FRPs): Carbon, Glass, and Aramid Fibers
Fiber-Reinforced Polymers (FRPs) are composite materials made by combining a polymer matrix with reinforcing fibers. These fibers provide strength and stiffness, while the polymer matrix binds the fibers together and transfers loads between them. FRPs are widely used in aerospace, automotive, and materials engineering due to their excellent strength-to-weight ratios and corrosion resistance.
Types of Fibers in FRPs
The three most common fiber types used in FRPs are Carbon, Glass, and Aramid fibers. Each has unique properties that make them suitable for different structural applications.
Mind Map: Overview of Fiber Types in FRPs
Carbon Fibers
Properties:
- Tensile strength: Very high (typically 3.5 - 6 GPa)
- Modulus of elasticity: Very high (230 - 600 GPa)
- Density: Low (~1.6 g/cm³)
- Thermal expansion: Very low
- Fatigue resistance: Excellent
Advantages:
- Exceptional strength-to-weight ratio
- High stiffness
- Resistant to fatigue and corrosion
Limitations:
- Higher cost compared to glass and aramid fibers
- Brittle failure mode
Example: In aerospace wing spars, carbon fiber/epoxy laminates are used to reduce weight while maintaining structural integrity. For instance, the Boeing 787 Dreamliner uses carbon fiber composites extensively in its primary structures, achieving approximately 20% weight savings compared to traditional aluminum alloys.
Glass Fibers
Properties:
- Tensile strength: Moderate (2 - 3.5 GPa)
- Modulus of elasticity: Moderate (70 - 85 GPa)
- Density: Higher than carbon (~2.5 g/cm³)
- Good chemical resistance
Advantages:
- Cost-effective
- Good electrical insulation
- Resistant to corrosion and moisture
Limitations:
- Heavier than carbon fibers
- Lower stiffness and strength
Example: Automotive body panels often use glass fiber-reinforced polymers due to their balance of cost and performance. For example, the Chevrolet Corvette uses glass fiber composites in some body components to reduce weight without significantly increasing costs.
Aramid Fibers (e.g., Kevlar)
Properties:
- Tensile strength: High (2.5 - 3.6 GPa)
- Modulus of elasticity: Moderate (70 - 125 GPa)
- Density: Low (~1.44 g/cm³)
- Excellent impact and abrasion resistance
Advantages:
- Outstanding toughness and energy absorption
- Lightweight
- Resistant to impact and cutting
Limitations:
- Sensitive to UV degradation
- Difficult to bond with some matrices
Example: Aramid fibers are used in aerospace for impact-resistant components such as helicopter rotor blades and ballistic panels. In automotive applications, aramid-reinforced composites are used in tires and protective body parts.
Mind Map: Comparative Properties of FRP Fibers
Best Practices for Using FRPs in Structural Design
- Fiber Orientation: Align fibers along principal load directions to maximize strength and stiffness.
- Layering and Stacking Sequence: Use appropriate stacking sequences (e.g., quasi-isotropic layups) to tailor mechanical properties and reduce anisotropy.
- Matrix Selection: Choose polymer matrices compatible with fiber type and operating environment (e.g., epoxy for aerospace, polyester for marine).
- Quality Control: Ensure uniform fiber distribution and avoid voids or delamination during manufacturing.
Practical Example: Designing a Lightweight Automotive Hood Using Carbon and Glass Fiber Composites
Scenario: An automotive design engineer aims to reduce the weight of a vehicle hood while maintaining impact resistance and cost-effectiveness.
Approach:
- Use a hybrid composite structure combining carbon fiber layers on the outer surface for stiffness and glass fiber layers internally for impact absorption and cost reduction.
- Optimize fiber orientation to handle aerodynamic and impact loads.
- Employ resin transfer molding (RTM) for consistent quality and repeatability.
Outcome:
- Achieved a 30% weight reduction compared to traditional steel hoods.
- Maintained crash safety standards.
- Balanced cost by limiting carbon fiber usage to critical areas.
Summary
Fiber-Reinforced Polymers offer versatile solutions for lightweight structural design across aerospace, automotive, and materials industries. Understanding the distinct properties and applications of carbon, glass, and aramid fibers enables engineers to tailor composite structures for optimal performance and cost-efficiency.
2.2 Metal Matrix Composites (MMCs): Characteristics and Applications
Metal Matrix Composites (MMCs) are advanced materials composed of a metallic matrix combined with a secondary phase, which can be ceramic particles, fibers, or whiskers. This combination results in materials that exhibit enhanced mechanical, thermal, and physical properties compared to traditional metals.
Characteristics of MMCs
- High Strength-to-Weight Ratio: MMCs often provide superior strength while maintaining a relatively low density, making them ideal for lightweight structural applications.
- Improved Wear Resistance: The reinforcement phase improves hardness and wear resistance, extending component life.
- Enhanced Thermal Stability: MMCs maintain mechanical properties at elevated temperatures better than polymer matrix composites.
- Superior Thermal Conductivity: Metals inherently have good thermal conductivity, which is preserved or improved in MMCs.
- Corrosion Resistance: Depending on the matrix and reinforcement, MMCs can offer improved corrosion resistance.
- Tailorable Properties: By varying the type, size, and volume fraction of reinforcements, properties can be customized for specific applications.
Common Matrix Materials
- Aluminum alloys
- Magnesium alloys
- Titanium alloys
- Copper and its alloys
Typical Reinforcements
- Ceramic particles (e.g., SiC, Al2O3)
- Continuous or discontinuous fibers (e.g., SiC fibers)
- Whiskers (e.g., SiC whiskers)
Mind Map: Characteristics of MMCs
Applications of MMCs
Aerospace
- Engine Components: MMCs like aluminum reinforced with SiC particles are used in turbine engine components for their high-temperature strength and wear resistance.
- Structural Parts: Lightweight panels and frames benefit from MMCs’ stiffness and strength.
Automotive
- Brake Rotors: Aluminum MMCs with ceramic reinforcements provide excellent wear resistance and thermal conductivity, improving braking performance.
- Engine Blocks and Pistons: MMCs reduce weight while improving thermal management and strength.
Electronics
- Heat Sinks: Copper or aluminum MMCs with ceramic reinforcements offer high thermal conductivity and low thermal expansion, ideal for electronic cooling.
Industrial
- Cutting Tools: MMCs with ceramic reinforcements provide wear resistance and toughness.
- Wear-Resistant Components: Bearings, seals, and valve parts benefit from MMCs’ durability.
Mind Map: Applications of MMCs
Best Practices in Designing with MMCs
- Material Selection: Choose matrix and reinforcement based on operating temperature, mechanical load, and environmental exposure.
- Volume Fraction Optimization: Balance reinforcement content to maximize strength without compromising ductility or manufacturability.
- Interface Engineering: Ensure strong bonding between matrix and reinforcement to avoid delamination or cracking.
- Manufacturing Process Control: Use processes like powder metallurgy, squeeze casting, or stir casting to achieve uniform reinforcement distribution.
Practical Example: Aluminum-Silicon Carbide (Al-SiC) MMC in Automotive Brake Rotors
- Challenge: Traditional cast iron brake rotors are heavy and have limited thermal conductivity.
- Solution: Use Al-SiC MMCs to reduce weight by up to 40% while improving heat dissipation and wear resistance.
- Outcome: Enhanced braking performance, reduced unsprung mass, and improved fuel efficiency.
Mind Map: Designing with MMCs - Best Practices
Summary
Metal Matrix Composites represent a critical class of materials for lightweight structural design, offering a blend of metallic toughness and ceramic-like strength and wear resistance. Their tailored properties and broad application spectrum make them indispensable in aerospace, automotive, electronics, and industrial sectors. Understanding their characteristics and best practices in design and manufacturing enables engineers and materials scientists to exploit MMCs effectively for next-generation lightweight structures.
2.3 Ceramic Matrix Composites (CMCs): High-Temperature Performance
Ceramic Matrix Composites (CMCs) are advanced materials designed to overcome the inherent brittleness and low fracture toughness of conventional ceramics while maintaining their exceptional high-temperature resistance and chemical stability. These composites are increasingly critical in aerospace, automotive, and materials industries where components are exposed to extreme thermal environments.
What are Ceramic Matrix Composites?
CMCs consist of ceramic fibers embedded within a ceramic matrix. Unlike traditional monolithic ceramics, CMCs exhibit improved toughness and damage tolerance due to fiber reinforcement, enabling their use in structural applications at temperatures exceeding those possible with metal alloys.
Mind Map: Key Characteristics of CMCs
High-Temperature Performance Advantages
- Thermal Stability: CMCs maintain mechanical integrity at temperatures above 1200°C, where superalloys begin to degrade.
- Oxidation Resistance: Protective coatings and inherent ceramic properties prevent oxidation, extending component life.
- Creep Resistance: Fibers inhibit deformation under sustained high-temperature loads.
- Thermal Shock Resistance: Fiber reinforcement helps absorb thermal stresses, reducing cracking risk.
Practical Example: Aerospace Turbine Blades
In modern jet engines, turbine blades operate in extremely high-temperature environments. Traditional metal blades require heavy cooling systems, adding weight and complexity. CMC turbine blades offer:
- Weight reduction by up to 30% compared to metal counterparts.
- Operation at higher temperatures, improving engine efficiency and fuel consumption.
- Enhanced durability due to resistance to oxidation and thermal fatigue.
This example demonstrates how CMCs enable lightweight structural design while improving performance under harsh conditions.
Mind Map: Manufacturing Techniques for CMCs
Design Considerations for High-Temperature CMC Components
- Fiber Orientation: Tailoring fiber layup to optimize strength in load directions.
- Matrix Selection: Choosing matrices that balance toughness and thermal stability.
- Coatings: Applying environmental barrier coatings (EBCs) to protect against oxidation and moisture.
- Joining Methods: Designing joints that accommodate thermal expansion differences.
Practical Example: Automotive Turbocharger Components
Turbochargers experience rapid temperature fluctuations and high thermal loads. Using CMCs for turbine wheels and housings results in:
- Reduced weight, improving engine responsiveness.
- Increased thermal efficiency due to higher operating temperatures.
- Longer service life with less frequent maintenance.
Summary
Ceramic Matrix Composites represent a transformative material class for lightweight structural design in high-temperature applications. Their unique combination of low density, high strength, and thermal resistance enables engineers to push performance boundaries in aerospace and automotive sectors. Understanding their properties, manufacturing, and design considerations is essential for effective integration into next-generation structural components.
2.4 Hybrid Composites: Combining Material Properties for Optimal Performance
Hybrid composites are engineered materials that combine two or more different types of fibers or matrices within a single composite system to leverage the unique advantages of each constituent. This approach enables designers and engineers to tailor mechanical, thermal, and chemical properties to meet specific performance requirements that single-material composites may not achieve alone.
What Are Hybrid Composites?
Hybrid composites integrate multiple reinforcement types (e.g., carbon, glass, aramid fibers) or combine different matrix materials (e.g., thermoset and thermoplastic) to create a synergistic effect. The goal is to optimize strength, stiffness, toughness, impact resistance, and cost-effectiveness.
Mind Map: Key Aspects of Hybrid Composites
Why Use Hybrid Composites?
-
Tailored Performance: By combining fibers with complementary properties, hybrid composites can achieve a balance between stiffness, strength, and toughness. For example, carbon fibers provide high stiffness and strength but are brittle, while aramid fibers offer excellent impact resistance and toughness.
-
Cost Efficiency: Glass fibers are less expensive than carbon fibers. Hybridizing carbon with glass fibers can reduce overall material costs without severely compromising performance.
-
Damage Tolerance: Hybrid composites often exhibit improved damage tolerance and energy absorption compared to single-fiber composites.
-
Design Flexibility: Engineers can strategically place different fibers in specific layers or regions to meet localized structural demands.
Types of Hybridization
Fiber Hybridization
This involves mixing different fiber types within the reinforcement phase. Common fiber hybrids include:
- Carbon-Glass Hybrid: Carbon fibers provide stiffness and strength; glass fibers add toughness and reduce cost.
- Carbon-Aramid Hybrid: Combines carbon’s stiffness with aramid’s impact resistance.
- Glass-Aramid Hybrid: Used where cost is a major concern but some toughness is needed.
Matrix Hybridization
Less common but emerging, this involves blending different resin systems to combine properties such as thermal resistance and toughness.
Mind Map: Fiber Hybridization Strategies
Best Practices for Designing Hybrid Composites
- Understand Load Paths: Place fibers with high stiffness and strength along primary load directions.
- Optimize Layer Stacking Sequence: Use interply hybridization to localize properties.
- Consider Fiber Volume Fractions: Balance fiber ratios to meet mechanical and cost targets.
- Evaluate Fiber-Matrix Compatibility: Ensure good adhesion and minimize interfacial issues.
- Perform Detailed Testing: Validate mechanical properties, fatigue, and impact resistance.
Practical Example 1: Aerospace Wing Spar Using Carbon-Glass Hybrid Composite
Context: Wing spars require high stiffness and strength but also need damage tolerance and cost control.
Approach:
- Outer layers use carbon fiber for maximum stiffness.
- Inner layers use glass fiber to improve impact resistance and reduce cost.
Outcome:
- Achieved a 15% weight reduction compared to all-glass composite spars.
- Improved impact damage tolerance, reducing maintenance costs.
Practical Example 2: Automotive Crash Structures with Carbon-Aramid Hybrid
Context: Crash structures must absorb energy efficiently while maintaining structural integrity.
Approach:
- Carbon fibers provide structural rigidity.
- Aramid fibers incorporated to enhance energy absorption and toughness.
Outcome:
- Enhanced crashworthiness demonstrated in crash tests.
- Weight savings of 10% compared to traditional steel structures.
Challenges and Considerations
- Manufacturing Complexity: Hybrid composites may require specialized layup and curing processes.
- Interface Issues: Differences in fiber properties can lead to stress concentrations.
- Quality Control: Ensuring uniform fiber distribution and avoiding delamination is critical.
Summary
Hybrid composites offer a powerful approach to optimize structural performance by combining the best properties of different materials. Through careful design, material selection, and manufacturing control, they enable lightweight, durable, and cost-effective solutions across aerospace, automotive, and other high-performance industries.
2.5 Practical Example: Aerospace Wing Spar Design Using Carbon/Epoxy Laminates
Designing an aerospace wing spar using carbon/epoxy laminates is a quintessential example of leveraging advanced composites for lightweight structural applications. This section walks through the key steps, considerations, and best practices, supplemented with mind maps and practical examples.
Overview of Wing Spar Functionality
The wing spar is the primary structural member of an aircraft wing, responsible for carrying bending and shear loads during flight. Using carbon/epoxy composites enables significant weight savings while maintaining or improving strength and stiffness.
Step 1: Define Design Requirements
- Load conditions (bending moments, shear forces)
- Weight targets
- Environmental factors (temperature, moisture)
- Manufacturing constraints
Step 2: Material Selection
Carbon/Epoxy Laminates are chosen for their high specific strength and stiffness. Key parameters include:
- Fiber type: High modulus carbon fibers
- Resin system: Toughened epoxy for impact resistance
- Fiber volume fraction: Typically 55-65%
Example:
| Property | Value |
|---|---|
| Tensile Strength | 1500 MPa |
| Tensile Modulus | 135 GPa |
| Density | 1.6 g/cm³ |
Step 3: Laminate Layup Design
The laminate stacking sequence is critical to achieve desired mechanical properties and damage tolerance.
- Typical layup: [0°/±45°/90°]
- Symmetric and balanced to avoid warping
- Thickness optimization to meet strength and stiffness
Example Layup (16 plies):
| Ply Number | Orientation |
|---|---|
| 1 | 0° |
| 2 | +45° |
| 3 | -45° |
| 4 | 90° |
| … | … |
Step 4: Structural Analysis
Use Classical Laminate Theory (CLT) and Finite Element Analysis (FEA) to predict stresses, strains, and failure modes.
- Calculate stiffness matrix [A, B, D]
- Analyze bending and shear response
- Apply failure criteria (e.g., Tsai-Wu, Hashin)
Example:
- Maximum bending stress occurs at outer plies
- Shear stresses concentrated near spar web
Step 5: Manufacturing Considerations
- Select appropriate process (e.g., Automated Fiber Placement for precision)
- Ensure fiber orientation accuracy
- Control curing cycle to avoid residual stresses
Example:
- AFP used to layup spar caps with 0° fibers for bending strength
- Vacuum bagging to consolidate laminate
Step 6: Testing and Validation
- Perform coupon-level tests (tensile, compression, shear)
- Conduct full-scale spar tests under simulated loads
- Use Non-Destructive Testing (NDT) to detect defects
Example:
- Spar tested to ultimate load with 20% safety margin
- Ultrasonic inspection confirms no delamination
Summary Table: Key Parameters and Best Practices
| Aspect | Best Practice / Example |
|---|---|
| Material | High modulus carbon fiber with toughened epoxy resin |
| Layup | Symmetric [0°/±45°/90°] stacking sequence |
| Analysis | Use CLT + FEA with Tsai-Wu failure criteria |
| Manufacturing | Automated Fiber Placement + Vacuum Bagging |
| Testing | Coupon + full-scale testing with NDT inspection |
Final Notes
Designing an aerospace wing spar with carbon/epoxy laminates requires a holistic approach combining material science, structural analysis, manufacturing expertise, and rigorous testing. The integration of these disciplines ensures a lightweight, durable, and safe structural component.
This example highlights how best practices can be organically woven into each design phase, providing a clear roadmap for engineers and scientists working in advanced composites and lightweight structural design.
3. Material Selection and Design Considerations
3.1 Criteria for Selecting Composites in Structural Applications
Selecting the appropriate composite material for structural applications is a critical step that influences performance, cost, manufacturability, and durability. This section explores the key criteria engineers and materials scientists must consider to make informed decisions, supported by practical examples and mind maps to clarify the decision-making process.
Key Criteria for Composite Selection
-
Mechanical Properties
- Tensile Strength
- Compressive Strength
- Modulus of Elasticity (Stiffness)
- Fatigue Resistance
- Impact Resistance
-
Environmental Resistance
- Temperature Stability
- UV Resistance
- Moisture Absorption
- Chemical Resistance
-
Manufacturability
- Compatibility with Manufacturing Processes (e.g., RTM, AFP)
- Cure Time and Temperature
- Complexity of Part Geometry
-
Cost Considerations
- Raw Material Cost
- Processing Cost
- Lifecycle Cost including Maintenance and Repair
-
Weight Reduction Potential
- Density of Composite vs. Metals
- Strength-to-Weight Ratio
-
Design Requirements
- Load Conditions (Static, Dynamic)
- Safety Factors
- Regulatory Compliance
-
Sustainability and Recycling
- Recyclability of Composite
- Environmental Impact of Production
Mind Map: Composite Selection Criteria
Practical Example: Selecting a Composite for an Automotive Door Panel
Scenario: An automotive design engineer needs to select a composite material for a lightweight door panel that must withstand impact, resist environmental degradation, and be cost-effective for mass production.
Step 1: Define Requirements
- Mechanical: Moderate tensile and impact strength to absorb side impacts
- Environmental: Resistance to UV and moisture due to outdoor exposure
- Manufacturing: Compatible with high-volume processes like compression molding
- Cost: Must be competitive with existing steel panels
- Weight: Target 30% weight reduction compared to steel
Step 2: Evaluate Candidate Materials
- Glass Fiber Reinforced Polymer (GFRP)
- Carbon Fiber Reinforced Polymer (CFRP)
- Natural Fiber Composites (e.g., flax fiber)
Step 3: Compare Based on Criteria
| Criteria | GFRP | CFRP | Natural Fiber Composite |
|---|---|---|---|
| Tensile Strength | Moderate | High | Low to Moderate |
| Impact Resistance | Good | Excellent | Moderate |
| UV Resistance | Good | Excellent | Poor |
| Manufacturing | High-volume friendly | More complex | Emerging technologies |
| Cost | Low | High | Low |
| Weight Reduction | ~20% vs steel | ~40-50% vs steel | ~25-30% vs steel |
Step 4: Decision
- GFRP is chosen for its balance of cost, manufacturability, and adequate mechanical/environmental properties.
Mind Map: Example Decision Flow for Automotive Door Panel Material
Additional Example: Aerospace Composite Material Selection for Wing Spar
Context: Aerospace structural engineers must select a composite for a wing spar that demands exceptional strength-to-weight ratio and fatigue resistance.
Key Considerations:
- High tensile and compressive strength
- Excellent fatigue life
- Resistance to temperature extremes
- Compatibility with automated fiber placement (AFP) manufacturing
Material Chosen: Carbon Fiber Reinforced Polymer (CFRP) with epoxy matrix
Rationale: CFRP offers superior mechanical properties and weight savings critical for aerospace, despite higher cost and manufacturing complexity.
Summary
Selecting composites for structural applications requires a holistic evaluation of mechanical, environmental, manufacturing, cost, and sustainability factors. Using structured criteria and decision tools such as mind maps helps engineers and scientists make optimal material choices tailored to specific application needs.
3.2 Balancing Strength, Stiffness, and Weight in Design
In advanced composite and lightweight structural design, achieving an optimal balance between strength, stiffness, and weight is critical. These three parameters often have competing requirements, and understanding their interplay is essential for structural engineers, materials scientists, and design engineers.
Understanding the Parameters
- Strength: The ability of a material or structure to withstand an applied load without failure.
- Stiffness: The resistance of a structure to deformation under load, often related to the modulus of elasticity.
- Weight: The mass of the structure, which directly impacts performance, fuel efficiency, and handling in aerospace and automotive applications.
Why Balance Matters
- Excessive strength with low stiffness can lead to large deflections, affecting structural integrity and performance.
- High stiffness but low strength may cause brittle failure.
- Minimizing weight improves efficiency but can compromise strength or stiffness if not designed properly.
Mind Map: Balancing Strength, Stiffness, and Weight
Design Strategies to Achieve Balance
-
Material Selection:
- Use high strength-to-weight ratio fibers such as carbon fibers.
- Select matrix materials that complement fiber properties and improve toughness.
-
Fiber Orientation and Layup:
- Align fibers along principal load directions to maximize strength and stiffness.
- Use quasi-isotropic layups to balance multidirectional loads.
-
Structural Geometry:
- Employ sandwich structures with lightweight cores to increase bending stiffness without significant weight increase.
- Utilize ribbing and stiffeners strategically.
-
Optimization Techniques:
- Apply topology optimization to remove unnecessary material.
- Use thickness optimization to adjust ply counts where needed.
Practical Example 1: Automotive Suspension Arm Design
- Objective: Reduce weight while maintaining strength and stiffness.
- Approach:
- Material: Carbon fiber reinforced polymer (CFRP) selected for high strength-to-weight ratio.
- Layup: Fibers oriented primarily along load paths (axial and bending).
- Geometry: Hollow box-section shape to maximize bending stiffness.
- Outcome: Achieved 40% weight reduction compared to steel suspension arm with equivalent stiffness and strength.
Mind Map: Automotive Suspension Arm Design Considerations
Practical Example 2: Aerospace Wing Spar
- Objective: Maximize bending stiffness to resist aerodynamic loads while minimizing weight.
- Approach:
- Material: Carbon/epoxy prepreg with unidirectional fibers.
- Layup: Unidirectional fibers aligned with spar length for maximum axial stiffness.
- Sandwich Construction: Lightweight foam core between carbon fiber face sheets.
- Outcome: Significant stiffness improvement with minimal weight increase, enabling longer wingspan and improved fuel efficiency.
Mind Map: Aerospace Wing Spar Design
Tips for Engineers
- Always identify the primary load cases and design accordingly.
- Use simulation tools (FEA) early in the design to explore trade-offs.
- Consider manufacturing constraints to avoid over-optimistic designs.
- Validate designs with physical testing to confirm assumptions.
Balancing strength, stiffness, and weight is a multidimensional challenge that requires a holistic approach combining materials science, structural analysis, and manufacturing knowledge. By leveraging advanced composites and thoughtful design strategies, engineers can create lightweight structures that do not compromise on performance or safety.
3.3 Environmental and Durability Considerations: UV, Moisture, and Temperature Effects
Advanced composites are widely adopted in aerospace, automotive, and materials engineering due to their superior strength-to-weight ratios and design flexibility. However, environmental factors such as ultraviolet (UV) radiation, moisture ingress, and temperature fluctuations significantly influence their long-term durability and performance. Understanding these effects and incorporating best practices into design and material selection is critical for structural engineers, materials scientists, and design engineers.
Ultraviolet (UV) Radiation Effects
UV radiation from sunlight can degrade polymer matrices in composites, leading to surface chalking, discoloration, and loss of mechanical properties over time.
- Mechanism: UV photons break chemical bonds in the polymer matrix, causing chain scission and oxidation.
- Impact: Reduced surface hardness, microcracking, and eventual delamination.
Best Practices:
- Use UV-resistant resin systems or additives (e.g., UV stabilizers, absorbers).
- Apply protective coatings or paints with UV-blocking properties.
- Design with UV exposure minimization in mind (e.g., shading or placement).
Example: A carbon fiber composite automotive roof panel exposed to prolonged sunlight showed surface chalking and minor matrix cracking after 5 years. Incorporating a UV-resistant polyurethane clear coat extended its service life by 3 years in field tests.
Mind Map: UV Radiation Effects on Composites
Moisture Ingress and Its Effects
Moisture absorption can cause swelling, plasticization, and hydrolysis of polymer matrices, adversely affecting composite mechanical properties.
- Mechanism: Water molecules diffuse into the matrix and fiber-matrix interface.
- Impact: Reduced glass transition temperature (Tg), decreased stiffness and strength, interfacial debonding.
Best Practices:
- Select resin systems with low moisture permeability.
- Employ barrier coatings or sealants on exposed surfaces.
- Design joints and interfaces to minimize water ingress.
Example: In aerospace applications, carbon/epoxy composites exposed to humid environments showed a 10% reduction in interlaminar shear strength after 1000 hours of moisture conditioning. Using a fluorinated epoxy resin reduced moisture uptake by 40%, preserving mechanical integrity.
Mind Map: Moisture Effects on Composites
Temperature Effects
Temperature extremes and cycling can induce thermal stresses, matrix softening, and fatigue damage in composites.
- High Temperature: Can cause matrix softening, resin degradation, and loss of fiber-matrix adhesion.
- Low Temperature: May lead to matrix embrittlement and microcracking.
- Thermal Cycling: Causes differential expansion between fibers and matrix, leading to internal stresses and delamination.
Best Practices:
- Use high-temperature resistant resin systems for elevated temperature applications.
- Design for thermal expansion compatibility between fibers and matrix.
- Incorporate thermal barrier coatings or insulation where necessary.
Example: An automotive composite engine cover exposed to under-hood temperatures of 150°C experienced resin matrix softening and deformation. Switching to a bismaleimide (BMI) resin system improved thermal stability and dimensional retention.
Mind Map: Temperature Effects on Composites
Integrated Environmental Durability Strategy
To ensure long-term durability, it is essential to consider combined environmental effects and their interactions.
-
Example: Aerospace composite panels often face simultaneous UV exposure, moisture, and temperature cycling. Designing with multi-functional coatings that provide UV protection, moisture barriers, and thermal resistance can significantly extend component life.
-
Design Tip: Conduct accelerated aging tests simulating combined environmental conditions to validate material and design choices.
Mind Map: Integrated Environmental Durability
Summary
| Environmental Factor | Effect on Composites | Mitigation Strategies | Practical Example |
|---|---|---|---|
| UV Radiation | Polymer degradation, surface damage | UV stabilizers, coatings, design placement | UV-resistant coating on automotive roof panel |
| Moisture | Swelling, plasticization, strength loss | Low permeability resins, sealants, design joints | Fluorinated epoxy reducing moisture uptake in aerospace composites |
| Temperature | Matrix softening, embrittlement, thermal stresses | High-temp resins, thermal compatibility, coatings | BMI resin engine cover for thermal stability |
By integrating these environmental and durability considerations early in the design and material selection process, engineers can ensure the reliability and longevity of advanced composite structures in demanding aerospace, automotive, and materials applications.
3.4 Cost vs. Performance Trade-offs in Composite Material Selection
Selecting the right composite material for a structural application involves balancing cost constraints with performance requirements. This section explores how engineers and materials scientists can navigate these trade-offs effectively, ensuring optimal design outcomes without overshooting budgets.
Understanding Cost Components in Composite Materials
- Raw Material Costs: Fibers (carbon, glass, aramid), resins, additives
- Manufacturing Costs: Labor, tooling, curing time, energy consumption
- Processing Complexity: Automated vs. manual layup, secondary operations
- Lifecycle Costs: Maintenance, repair, recycling
Performance Metrics to Consider
- Mechanical Properties: Strength, stiffness, fatigue resistance
- Environmental Resistance: Corrosion, UV, moisture
- Weight Savings: Impact on fuel efficiency, payload capacity
- Durability and Longevity: Service life expectations
Mind Map: Cost vs. Performance Trade-offs
Practical Example 1: Automotive Door Panel Material Selection
Scenario: An automotive design engineer must choose between carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) for a lightweight door panel.
- CFRP offers superior strength-to-weight ratio but costs 3x more than GFRP.
- GFRP is heavier but significantly cheaper and easier to manufacture.
Trade-off Analysis:
| Criteria | CFRP | GFRP |
|---|---|---|
| Material Cost | High | Low |
| Weight Reduction | 30% compared to steel | 15% compared to steel |
| Manufacturing Complexity | High (AFP required) | Low (Hand lay-up) |
| Durability | Excellent | Good |
Decision: If the vehicle is a premium model emphasizing performance and fuel efficiency, CFRP is justified despite the cost. For mass-market vehicles, GFRP may be preferred to keep costs low.
Mind Map: Decision Factors in Material Selection
Practical Example 2: Aerospace Wing Spar Design
Scenario: A design engineer must select a composite for an aircraft wing spar balancing cost and performance.
- Carbon/epoxy prepreg materials provide excellent mechanical properties but require expensive autoclave curing.
- Glass/epoxy prepregs are cheaper but heavier and less stiff.
Trade-off Considerations:
- Using carbon/epoxy reduces weight, improving fuel efficiency and payload.
- High upfront manufacturing costs can be offset by lifecycle savings.
Best Practice: Employ hybrid composites, using carbon fiber in high-stress regions and glass fiber in low-stress areas to optimize cost and performance.
Mind Map: Hybrid Composite Strategy
Summary of Best Practices
- Perform a detailed cost-benefit analysis including upfront and lifecycle costs.
- Consider hybrid composite solutions to balance performance where needed and cost savings elsewhere.
- Optimize design through simulation tools to identify where high-performance materials are critical.
- Align material selection with manufacturing capabilities to avoid unexpected cost escalations.
- Use real-world examples and case studies to inform decisions.
By understanding and applying these trade-offs, structural engineers and materials scientists can make informed composite material selections that meet both budgetary and performance goals effectively.
3.5 Practical Example: Material Selection Process for Lightweight Automotive Door Panels
Selecting the right material for automotive door panels is critical to achieving a balance between lightweight design, structural integrity, cost-effectiveness, manufacturability, and durability. This example walks through the material selection process, highlighting best practices and considerations with easy-to-understand mind maps and examples.
Step 1: Define Design Requirements and Constraints
- Weight Reduction Target: Reduce door panel weight by at least 20% compared to steel.
- Structural Performance: Must withstand impact loads and provide occupant safety.
- Cost Constraints: Material and processing costs should align with production budgets.
- Manufacturability: Compatible with existing or feasible manufacturing processes.
- Durability: Resistance to corrosion, UV exposure, and temperature variations.
Mind Map: Design Requirements for Automotive Door Panels
Step 2: Identify Candidate Materials
Common materials considered for lightweight door panels include:
- Steel (Baseline): High strength, heavy
- Aluminum Alloys: Lightweight, good corrosion resistance
- Fiber-Reinforced Polymers (FRPs): Carbon fiber, glass fiber composites
- Thermoplastics and Thermosets: Polypropylene (PP), Polycarbonate (PC), Epoxy-based composites
Mind Map: Candidate Materials
Step 3: Evaluate Material Properties
| Property | Steel (Baseline) | Aluminum Alloy | Carbon Fiber Composite | Glass Fiber Composite | Polypropylene (PP) |
|---|---|---|---|---|---|
| Density (g/cm³) | 7.85 | 2.7 | 1.6 | 2.0 | 0.9 |
| Tensile Strength (MPa) | 400 | 300 | 600 | 350 | 30 |
| Modulus of Elasticity (GPa) | 210 | 70 | 70 | 25 | 1.5 |
| Cost (relative) | 1.0 | 1.5 | 5.0 | 2.0 | 0.5 |
| Corrosion Resistance | Low | High | High | Moderate | High |
Step 4: Analyze Trade-offs and Prioritize
- Weight: Carbon fiber composites offer the greatest weight savings.
- Cost: Thermoplastics are cheapest but lack structural strength.
- Strength: Carbon fiber > Steel > Aluminum > Glass fiber > Thermoplastics.
- Manufacturability: Aluminum and thermoplastics are easier to process at scale.
- Durability: Aluminum and composites resist corrosion better than steel.
Mind Map: Trade-offs in Material Selection
Step 5: Select Material and Justify
Chosen Material: Glass Fiber Reinforced Thermoplastic Composite
Justification:
- Provides a good balance between weight reduction (~30% lighter than steel) and cost.
- Easier to manufacture using injection molding or compression molding compared to carbon fiber composites.
- Adequate mechanical strength and stiffness for door panel applications.
- Excellent corrosion resistance and durability.
- Recyclable thermoplastic matrix aligns with sustainability goals.
Step 6: Prototype and Test
- Manufacture prototype door panels using glass fiber reinforced polypropylene.
- Conduct mechanical testing: impact resistance, stiffness, fatigue.
- Validate weight savings and cost targets.
Summary Mind Map: Material Selection Process for Lightweight Automotive Door Panels
This example demonstrates a structured approach to material selection that integrates engineering requirements, material properties, cost considerations, and manufacturing feasibility. By applying such a process, structural engineers and materials scientists can make informed decisions that optimize lightweight design without compromising performance or budget.
4. Manufacturing Processes for Advanced Composites
4.1 Hand Lay-Up and Vacuum Bagging Techniques
Overview
Hand lay-up and vacuum bagging are foundational manufacturing processes for advanced composite structures, widely used in aerospace, automotive, and materials industries. These techniques offer flexibility, cost-effectiveness, and control over fiber orientation and resin content, making them ideal for prototyping, small batch production, and complex shapes.
Hand Lay-Up Technique
Hand lay-up is the simplest composite manufacturing method where dry fiber reinforcements are manually placed into a mold and impregnated with resin by hand.
Steps:
- Mold Preparation: Clean and apply a release agent to the mold surface.
- Fiber Placement: Lay dry fiber fabrics or pre-pregs onto the mold.
- Resin Application: Manually apply resin using brushes or rollers to impregnate the fibers.
- Consolidation: Remove air bubbles and ensure proper wetting by rolling or pressing.
- Curing: Allow the resin to cure at room temperature or elevated temperature depending on resin system.
Advantages:
- Low tooling cost
- Suitable for large and complex shapes
- Easy to implement in small-scale production
Limitations:
- Labor-intensive and time-consuming
- Variability in fiber volume fraction and resin distribution
- Potential for trapped air and voids
Example: Manufacturing a prototype automotive interior panel using glass fiber fabrics and polyester resin via hand lay-up. The process allows quick iteration and customization.
Vacuum Bagging Technique
Vacuum bagging enhances hand lay-up by applying vacuum pressure to consolidate the laminate, remove excess resin, and eliminate air voids, resulting in improved mechanical properties and surface finish.
Process Steps:
- Lay-Up: Perform hand lay-up of fiber and resin on the mold.
- Covering: Place a peel ply over the laminate to prevent sticking.
- Breather Layer: Add a breather fabric to allow air evacuation.
- Vacuum Bagging Film: Seal the entire lay-up with a vacuum bag film using tacky tape.
- Vacuum Application: Connect to a vacuum pump to evacuate air, compressing the laminate.
- Curing: Maintain vacuum during curing to ensure consolidation.
Benefits:
- Higher fiber volume fraction and reduced void content
- Improved strength-to-weight ratio
- Better surface finish and dimensional control
Example: Production of a carbon fiber bicycle frame section where vacuum bagging ensures uniform resin distribution and enhanced structural integrity.
Mind Map: Hand Lay-Up Process
Mind Map: Vacuum Bagging Process
Integrated Best Practices
- Mold Preparation: Always ensure the mold is clean and properly treated with release agents to avoid part sticking and surface defects.
- Fiber Orientation: Carefully plan fiber orientation during lay-up to optimize mechanical properties according to load paths.
- Resin Control: Apply resin evenly to avoid dry spots or resin-rich areas; use rollers to consolidate layers.
- Vacuum Integrity: Check vacuum bag seals meticulously to maintain consistent vacuum pressure throughout curing.
- Curing Parameters: Follow resin manufacturer’s recommended curing cycles for optimal cross-linking and performance.
Practical Example: Lightweight Automotive Door Panel Fabrication
A design engineer tasked with reducing the weight of an automotive door panel selects carbon fiber fabric and epoxy resin. Using hand lay-up, the dry carbon fiber layers are placed on the mold shaped like the door panel. Resin is applied with rollers ensuring full impregnation. A peel ply and breather layer are added, and the assembly is sealed with a vacuum bag. Vacuum is applied to consolidate the laminate and remove air bubbles. After curing at 80°C for 4 hours, the panel exhibits high strength-to-weight ratio and excellent surface finish, meeting both structural and aesthetic requirements.
Summary
Hand lay-up and vacuum bagging remain essential techniques in advanced composite manufacturing, balancing simplicity and quality. Their integration allows structural and design engineers to create lightweight, high-performance components with controlled fiber architecture and resin content, suitable for aerospace, automotive, and materials applications.
4.2 Resin Transfer Molding (RTM) and Vacuum Assisted RTM (VARTM)
Resin Transfer Molding (RTM) and Vacuum Assisted Resin Transfer Molding (VARTM) are advanced manufacturing processes widely used in producing high-quality composite parts with complex geometries and excellent mechanical properties. These methods are especially valuable in aerospace, automotive, and materials industries where lightweight and strong components are critical.
What is Resin Transfer Molding (RTM)?
RTM is a closed-mold process where dry fiber reinforcements are placed inside a mold cavity, and resin is injected under pressure to impregnate the fibers. After curing, the mold is opened to remove the finished composite part.
Key Steps in RTM:
- Prepare and place dry fiber preforms into the mold
- Close the mold tightly to prevent leaks
- Inject resin under controlled pressure and flow rate
- Cure the resin (thermally or at room temperature depending on resin system)
- Demold the finished composite part
Advantages of RTM:
- High fiber volume fraction and good fiber wet-out
- Excellent surface finish on both sides of the part
- Suitable for medium to high volume production
- Reduced emissions compared to open molding
Example:
An automotive manufacturer uses RTM to produce carbon fiber reinforced door panels. The process ensures consistent thickness, excellent surface finish, and high structural integrity, contributing to overall vehicle weight reduction.
What is Vacuum Assisted Resin Transfer Molding (VARTM)?
VARTM is a variation of RTM where vacuum pressure assists resin infusion. Instead of injecting resin under high pressure, a vacuum is applied to draw resin through the fiber preform, typically placed under a vacuum bag.
Key Steps in VARTM:
- Lay dry fiber preform on a mold or flat surface
- Cover with a vacuum bag sealed airtight
- Apply vacuum to remove air and compact fibers
- Introduce resin at the inlet; vacuum pulls resin through fibers
- Cure and demold the part
Advantages of VARTM:
- Lower tooling cost compared to traditional RTM molds
- Good for large, complex shapes
- Reduced volatile organic compound (VOC) emissions
- Flexibility in resin systems and fiber architectures
Example:
A wind turbine blade manufacturer employs VARTM to fabricate large composite shells. The vacuum-assisted process ensures thorough resin impregnation over large areas with minimal voids, resulting in lightweight and durable blades.
Mind Map: RTM Process Overview
Mind Map: VARTM Process Overview
Best Practices for RTM and VARTM
- Fiber Preform Design: Ensure preforms are accurately shaped and compacted to avoid dry spots.
- Mold Sealing: Proper sealing is critical to prevent resin leakage and maintain pressure/vacuum.
- Resin Selection: Choose resin with appropriate viscosity and cure profile for the process.
- Flow Simulation: Use computational fluid dynamics (CFD) to predict resin flow and optimize injection points.
- Process Monitoring: Employ sensors to monitor pressure, temperature, and resin flow in real-time.
- Post-Cure Treatment: Apply post-curing to enhance mechanical properties and thermal stability.
Example:
In aerospace wing rib fabrication, engineers used flow simulation software to optimize resin injection points in RTM, reducing cycle time by 15% and minimizing void content, resulting in stronger, lighter components.
Comparative Example: RTM vs. VARTM in Automotive Applications
| Aspect | RTM | VARTM |
|---|---|---|
| Tooling Cost | High (metal molds) | Low (vacuum bags and simple molds) |
| Part Size Capability | Medium to large | Large |
| Production Volume | Medium to high | Low to medium |
| Surface Finish Quality | High (both sides) | Good (one side mold surface) |
| Resin Pressure | High pressure injection | Vacuum-driven (lower pressure) |
Example:
A sports car manufacturer uses RTM for high-quality carbon fiber hood panels requiring excellent surface finish and dimensional accuracy, while VARTM is used for larger composite floor panels where cost savings and size are prioritized.
Summary
RTM and VARTM are powerful composite manufacturing techniques enabling lightweight, high-strength structural components. Understanding their processes, advantages, and best practices allows engineers and materials scientists to select the optimal method for specific aerospace, automotive, or materials applications.
By leveraging flow simulations, proper material selection, and process control, designers can produce defect-free, high-performance composite parts that meet stringent industry requirements.
4.3 Automated Fiber Placement (AFP) and Automated Tape Laying (ATL)
Automated Fiber Placement (AFP) and Automated Tape Laying (ATL) are advanced manufacturing processes widely used in the aerospace, automotive, and materials industries to fabricate high-performance composite structures with precision, repeatability, and efficiency. Both techniques enable the production of complex, lightweight components by depositing continuous fiber-reinforced tapes or tows onto a mold or tool surface.
What is Automated Fiber Placement (AFP)?
AFP uses multiple narrow tows of pre-impregnated composite fibers (prepregs) that are precisely placed and compacted onto a tool surface by a robotic head. The tows can be individually steered and laid down in complex patterns, allowing for optimized fiber orientations tailored to specific load paths.
- Key Characteristics:
- Uses narrow fiber tows (typically 3-12 mm wide)
- Tow steering capability for complex geometries
- High placement speed
- Real-time process monitoring and control
What is Automated Tape Laying (ATL)?
ATL involves laying down wider prepreg tapes (usually 12.7 mm to 50 mm) in a continuous manner. Unlike AFP, ATL tapes are not steered but laid straight or with limited curvature, making ATL ideal for relatively flat or gently curved surfaces.
- Key Characteristics:
- Uses wider tapes
- Limited or no tow steering
- High deposition rates
- Suitable for large, flat panels
Mind Map: AFP vs ATL Overview
Advantages of AFP and ATL
| Feature | AFP | ATL |
|---|---|---|
| Fiber Steering | Yes, allows complex fiber paths | Limited or none |
| Tape Width | Narrow tows (3-12 mm) | Wide tapes (12.7-50 mm) |
| Suitable Geometry | Complex, curved, contoured surfaces | Flat or gently curved panels |
| Deposition Speed | Moderate to high | High |
| Material Waste | Low due to precise placement | Moderate |
| Cost | Higher equipment cost | Lower equipment cost |
Best Practices for AFP and ATL Implementation
-
Design for Manufacturability:
- Optimize fiber orientation to align with principal load paths.
- Minimize tow steering angles in AFP to reduce defects.
- Use ATL for large, flat panels to maximize speed and reduce costs.
-
Process Monitoring and Control:
- Employ in-situ sensors for temperature, compaction force, and fiber placement accuracy.
- Implement closed-loop feedback systems to detect and correct defects in real-time.
-
Material Handling:
- Maintain prepreg materials at controlled temperatures to preserve tack and resin properties.
- Ensure clean and contaminant-free environments to avoid defects.
-
Tooling Considerations:
- Use precision molds with appropriate surface finish.
- Design tooling to accommodate fiber steering paths for AFP.
Practical Example 1: AFP in Aerospace Wing Spar Manufacturing
Context: Aerospace wing spars require high strength-to-weight ratios with complex load paths.
Application: AFP machines lay down carbon fiber tows with variable fiber angles to optimize stiffness and strength along the spar length.
Outcome:
- Weight reduction of up to 20% compared to traditional aluminum spars.
- Improved fatigue resistance due to tailored fiber orientation.
- Reduced manufacturing time and scrap rates.
Practical Example 2: ATL in Automotive Structural Panels
Context: Automotive manufacturers seek lightweight body panels with fast production cycles.
Application: ATL machines deposit wide carbon fiber tapes onto flat molds to produce door panels and floor pans.
Outcome:
- High throughput enabling mass production.
- Consistent quality and surface finish.
- Cost-effective lightweighting solution.
Mind Map: AFP Process Workflow
Mind Map: ATL Process Workflow
Summary
AFP and ATL represent cutting-edge automated composite manufacturing technologies that enable the production of lightweight, high-performance structural components. By understanding their differences, advantages, and best practices, structural engineers, materials scientists, and design engineers can select and implement the most suitable process for their application, achieving optimal performance and cost-efficiency.
4.4 Additive Manufacturing and 3D Printing of Composite Structures
Additive manufacturing (AM), commonly known as 3D printing, has revolutionized the way composite structures are designed and fabricated. Unlike traditional subtractive or formative manufacturing methods, AM builds parts layer-by-layer, enabling unprecedented design freedom, material efficiency, and customization.
Overview of Additive Manufacturing for Composites
Additive manufacturing of composites involves depositing or curing composite materials in a controlled manner to create complex geometries that are difficult or impossible to achieve with conventional techniques. This approach is particularly valuable in aerospace and automotive industries where lightweight, high-strength components are critical.
Mind Map: Key Concepts in Additive Manufacturing of Composite Structures
Technologies in Detail
-
Fused Deposition Modeling (FDM) with Continuous Fiber Reinforcement
- In this process, thermoplastic filament is extruded through a heated nozzle. Continuous fibers (carbon, glass, or Kevlar) are co-extruded or embedded during printing to enhance mechanical properties.
- Example: Markforged’s Mark Two printer uses continuous carbon fiber reinforcement to produce parts with tensile strength comparable to aluminum.
-
Stereolithography (SLA)
- Uses UV light to cure photopolymer resins. Composite SLA resins include ceramic or carbon fillers to improve stiffness and thermal resistance.
- Example: 3D printing of lightweight drone components using SLA with ceramic-filled resins for enhanced heat resistance.
-
Selective Laser Sintering (SLS)
- Powder-based process where a laser sinters thermoplastic composite powders layer-by-layer.
- Example: Automotive brackets printed with nylon reinforced with short carbon fibers for improved strength and reduced weight.
-
Direct Ink Writing (DIW)
- Extrudes composite pastes or inks through a nozzle, enabling printing of highly loaded fiber or particle composites.
- Example: Printing of customized biomedical implants with hydroxyapatite-filled polymer composites.
Mind Map: Advantages and Challenges of AM in Composite Structures
Best Practices for Designing Composite Structures with AM
- Optimize Fiber Orientation: Use software tools to align continuous fibers along principal stress directions to maximize strength and stiffness.
- Design for Layer Adhesion: Minimize stress concentrations perpendicular to print layers to reduce delamination risk.
- Incorporate Lattice Structures: Use internal lattice infills to reduce weight while maintaining structural integrity.
- Consider Post-Processing: Plan for surface finishing, heat treatments, or resin infiltration to improve mechanical properties.
- Material Selection: Choose thermoplastics or thermosets compatible with AM processes and desired composite reinforcements.
Practical Example 1: Lightweight Automotive Bracket Using FDM with Continuous Carbon Fiber
A design engineer at an automotive company replaced a traditionally machined aluminum bracket with a 3D printed composite bracket. Using an FDM printer with continuous carbon fiber reinforcement, the new bracket achieved a 40% weight reduction while maintaining required load-bearing capacity. The complex geometry integrated mounting features, reducing assembly steps.
Practical Example 2: Aerospace Drone Frame Fabrication via SLA Composite Printing
An aerospace startup developed a drone frame using SLA printing with ceramic-filled composite resin. The frame featured intricate lattice structures to reduce weight and improve stiffness. The printed parts demonstrated excellent thermal stability and dimensional accuracy, enabling longer flight times and enhanced payload capacity.
Summary
Additive manufacturing of composite structures offers transformative potential for lightweight structural design by enabling complex geometries, material efficiency, and rapid prototyping. While challenges such as fiber orientation control and mechanical anisotropy remain, ongoing advancements in materials and process technologies continue to expand the applicability of AM in aerospace, automotive, and materials science fields.
4.5 Practical Example: Manufacturing a Carbon Fiber Bicycle Frame Using AFP
Manufacturing a carbon fiber bicycle frame using Automated Fiber Placement (AFP) technology is a cutting-edge approach that combines precision, efficiency, and material optimization. This section walks through the process, best practices, and examples to help structural engineers, materials scientists, and design engineers understand how AFP can be leveraged for lightweight structural design.
Overview of AFP in Bicycle Frame Manufacturing
- Automated Fiber Placement (AFP) is a robotic process that lays down carbon fiber tapes or tows onto a mold with high precision.
- AFP enables complex geometries, variable fiber orientations, and minimal waste.
- Compared to manual lay-up, AFP improves repeatability and reduces labor costs.
Step 1: Design and Material Selection
- Material: Carbon fiber prepreg tapes with epoxy resin are commonly used.
- Design Considerations: Optimize fiber orientation for load paths (e.g., 0°, ±45°, 90°) to maximize strength and stiffness.
- Example: For a bicycle frame, longitudinal fibers (0°) are placed along the tubes to handle tensile and compressive loads, while ±45° fibers improve torsional rigidity.
Step 2: Programming the AFP Machine
- Toolpath Generation: CAD/CAM software converts the 3D frame geometry into fiber placement paths.
- Mind Map: AFP Programming Workflow
- Best Practice: Use simulation tools to detect potential defects such as wrinkles or fiber bridging before manufacturing.
Step 3: Mold Preparation
- Mold Type: Typically a female mold shaped like the bicycle frame.
- Surface Treatment: Ensure mold surface is smooth and coated with release agents.
- Example: A high-precision aluminum mold is preferred for dimensional accuracy.
Step 4: Automated Fiber Placement Process
- Machine Setup: Load carbon fiber prepreg tapes onto the AFP head.
- Fiber Placement: The AFP head lays down fibers following programmed paths with controlled tension and temperature.
- Mind Map: AFP Process Parameters
- Example: For a bicycle down tube, AFP lays multiple plies with alternating fiber angles to balance strength and flexibility.
Step 5: Curing and Consolidation
- Vacuum Bagging: After fiber placement, the layup is vacuum bagged to remove air pockets.
- Autoclave Curing: The frame is cured under heat and pressure to solidify the resin matrix.
- Best Practice: Follow manufacturer-recommended cure cycles to ensure optimal mechanical properties.
Step 6: Demolding and Finishing
- Demolding: Carefully remove the cured frame from the mold.
- Trimming and Machining: Remove excess material and prepare bonding surfaces.
- Quality Inspection: Use non-destructive testing (e.g., ultrasonic) to detect internal defects.
Example Summary: Weight and Performance Gains
- Using AFP, the bicycle frame achieves a weight reduction of up to 30% compared to traditional aluminum frames.
- Fiber orientation tailored to load paths increases frame stiffness by 20%, improving ride quality.
Additional Mind Map: Advantages of AFP in Bicycle Frame Manufacturing
Key Takeaways
- AFP enables the production of lightweight, high-strength carbon fiber bicycle frames with optimized fiber architecture.
- Integration of design, material selection, and manufacturing programming is critical for success.
- Simulation and quality control throughout the process reduce defects and improve reliability.
This practical example illustrates how AFP technology is transforming lightweight structural design in the automotive and aerospace-inspired bicycle manufacturing sector, providing a blueprint for engineers and scientists to adopt advanced composites effectively.
5. Structural Analysis and Design Methodologies
5.1 Classical Laminate Theory and Its Application
Classical Laminate Theory (CLT) is a fundamental analytical tool used by structural engineers and materials scientists to predict the behavior of composite laminates under various loading conditions. It provides a framework to calculate stresses, strains, and deformations in multilayered composite materials, which are widely used in aerospace, automotive, and advanced materials applications.
What is Classical Laminate Theory?
CLT models a composite laminate as a stack of individual laminae (plies), each with distinct material properties and fiber orientations. The theory assumes:
- Each lamina behaves as a linear elastic, orthotropic material.
- Perfect bonding exists between layers (no slip).
- Plane sections remain plane after deformation.
Using these assumptions, CLT relates the applied loads and moments to the resulting strains and curvatures in the laminate.
Key Concepts and Parameters
-
Lamina Properties: Each ply is characterized by its stiffness matrix \( [Q] \), which depends on fiber orientation and material properties.
-
Laminate Stiffness Matrices: The overall laminate behavior is described by three matrices:
- \( [A] \): Extensional stiffness matrix
- \( [B] \): Coupling stiffness matrix (extension-bending coupling)
- \( [D] \): Bending stiffness matrix
-
Mid-plane Strains and Curvatures: The theory solves for mid-plane strains \( \varepsilon^0 \) and curvatures \( \kappa \) under applied loads.
Mind Map: Classical Laminate Theory Overview
Step-by-Step Application of CLT
-
Define Ply Properties:
- Obtain elastic moduli \( E_1, E_2 \), shear modulus \( G_{12} \), and Poisson’s ratios \( \nu_{12}, \nu_{21} \) for each lamina.
-
Calculate Ply Stiffness Matrix \( [Q] \):
- For an orthotropic lamina, \( [Q] \) relates stresses to strains in the principal material directions.
-
Transform Ply Stiffness to Laminate Coordinates:
- Use transformation matrices \( [T] \) to rotate \( [Q] \) according to fiber orientation angle \( \theta \).
-
Compute Laminate Stiffness Matrices \( [A], [B], [D] \):
- Integrate transformed ply stiffnesses through laminate thickness.
-
Apply Loads and Moments:
- External forces \( \mathbf{N} \) and moments \( \mathbf{M} \) are related to mid-plane strains and curvatures by: \[ \begin{bmatrix} \mathbf{N} \ \mathbf{M} \end{bmatrix} = \begin{bmatrix} [A] & [B] \ [B] & [D] \end{bmatrix} \begin{bmatrix} \varepsilon^0 \ \kappa \end{bmatrix} \]
-
Solve for \( \varepsilon^0 \) and \( \kappa \):
- Invert the stiffness matrix to find strains and curvatures.
-
Calculate Ply Stresses and Strains:
- Using strains and ply orientation, compute stresses in each lamina.
Mind Map: CLT Calculation Workflow
Practical Example: Designing a Carbon Fiber Composite Panel
Scenario: An automotive design engineer needs to design a lightweight carbon fiber composite panel subjected to in-plane tensile load. The laminate consists of four plies with orientations \( [0^°/45^°/-45^°/90^°] \).
Step 1: Define ply properties (typical carbon/epoxy):
- \( E_1 = 135 , GPa \)
- \( E_2 = 10 , GPa \)
- \( G_{12} = 5 , GPa \)
- \( \nu_{12} = 0.3 \)
Step 2: Calculate \( [Q] \) for each ply.
Step 3: Transform \( [Q] \) matrices to laminate coordinates for each ply angle.
Step 4: Compute \( [A], [B], [D] \) matrices by integrating through thickness.
Step 5: Apply tensile load \( N_x = 1000 , N/m \), no moments.
Step 6: Solve for mid-plane strains \( \varepsilon^0 \).
Step 7: Calculate ply stresses to ensure no ply exceeds allowable strength.
This process helps the engineer optimize ply orientations and thickness to minimize weight while meeting strength requirements.
Mind Map: Example - Composite Panel Design
Summary
Classical Laminate Theory is an essential tool for predicting the mechanical response of composite laminates. By understanding and applying CLT, engineers can design lightweight, high-performance structures with confidence. The integration of CLT with modern computational tools further enhances its utility in advanced aerospace and automotive applications.
5.2 Finite Element Analysis (FEA) for Composite Structures
Finite Element Analysis (FEA) is a critical tool for structural engineers and materials scientists working with composite materials. It allows for detailed simulation of complex behaviors in composite structures under various loading conditions, enabling optimized lightweight design while ensuring safety and performance.
Overview of FEA in Composite Structures
FEA breaks down a complex composite structure into smaller, manageable elements, solving equations that describe the behavior of each element under loads. For composites, this involves accounting for anisotropic material properties, layered construction, and potential failure modes.
Key Steps in FEA for Composites
- Geometry Definition: Model the exact shape and dimensions of the composite part.
- Material Property Assignment: Define orthotropic or anisotropic properties for each ply or layer.
- Meshing: Divide the geometry into finite elements, balancing accuracy and computational cost.
- Boundary Conditions & Loads: Apply realistic constraints and loading scenarios.
- Solver Execution: Run the simulation to compute stresses, strains, and deformations.
- Post-Processing: Analyze results to identify critical areas and potential failure points.
Mind Map: FEA Workflow for Composite Structures
Material Modeling in FEA for Composites
Unlike isotropic metals, composites exhibit direction-dependent properties. Each ply can have different fiber orientations, requiring the FEA model to incorporate:
- Elastic moduli in fiber and transverse directions
- Shear moduli
- Poisson’s ratios
- Ply stacking sequence
Example: Modeling a carbon fiber/epoxy laminate with alternating 0° and 90° plies to capture bending stiffness accurately.
Element Types and Mesh Considerations
- Shell Elements: Efficient for thin composite laminates where thickness is small compared to other dimensions.
- Solid Elements: Used for thick composites or complex 3D stress states.
Best Practice: Use finer mesh in high-stress concentration areas such as joints or cutouts.
Failure Criteria Integration
FEA software often incorporates composite-specific failure criteria such as:
- Tsai-Wu Criterion: A widely used interactive failure theory.
- Hashin Criteria: Differentiates fiber and matrix failure modes.
- Puck’s Criterion: Focuses on matrix failure under shear.
Example: Applying Hashin criteria to predict delamination onset in an aerospace wing skin under aerodynamic loads.
Practical Example: FEA-Based Design Optimization of an Aircraft Fuselage Panel
Scenario:
An aerospace design engineer is tasked with reducing the weight of a fuselage panel made from carbon fiber composites without compromising structural integrity.
Process:
- Model Creation: The fuselage panel geometry is imported into the FEA software.
- Material Assignment: Orthotropic properties assigned for each ply with defined fiber orientations.
- Meshing: Shell elements with refined mesh near fastener holes.
- Loading: Simulated cabin pressurization and aerodynamic loads applied.
- Analysis: Stress and strain distributions evaluated.
- Failure Prediction: Hashin failure criteria used to identify critical plies.
- Optimization: Ply thickness and stacking sequence adjusted iteratively to reduce weight while maintaining safety margins.
Outcome:
A 15% weight reduction achieved with no compromise on structural performance, validated by subsequent physical testing.
Mind Map: Composite FEA Failure Analysis
Tips and Best Practices
- Always validate FEA models with experimental data when possible.
- Use layered composite modeling features in advanced FEA software to accurately represent ply orientations.
- Incorporate environmental factors such as temperature and moisture if relevant.
- Perform sensitivity analysis on mesh density and material properties.
- Leverage optimization algorithms integrated with FEA for design improvements.
Summary
FEA for composite structures is a powerful approach that enables engineers to predict complex behaviors, optimize designs, and ensure safety. By carefully modeling material anisotropy, applying appropriate failure criteria, and validating results, engineers can harness the full potential of advanced composites in lightweight structural design.
5.3 Failure Criteria and Damage Tolerance in Composite Design
Understanding failure criteria and ensuring damage tolerance are critical aspects of designing reliable composite structures. Due to the anisotropic and heterogeneous nature of composites, traditional metal failure theories do not directly apply. This section explores the main failure criteria used in composite design and how damage tolerance is integrated to improve structural safety.
Failure Criteria in Composite Materials
Composite materials can fail in multiple modes such as fiber breakage, matrix cracking, fiber-matrix debonding, and delamination. To predict these failures, engineers use several failure criteria:
- Maximum Stress Criterion: Failure occurs when any stress component exceeds its allowable limit.
- Maximum Strain Criterion: Failure is predicted when strain in any direction surpasses allowable strain.
- Tsai-Hill Criterion: An interactive failure theory considering combined stresses.
- Tsai-Wu Criterion: A more general quadratic failure criterion accounting for interaction between stress components.
- Hashin Criteria: Differentiates between fiber and matrix failure modes.
Mind Map: Failure Criteria Overview
Example: Applying Tsai-Wu Criterion
Consider a unidirectional carbon fiber composite laminate subjected to a multi-axial stress state:
- Longitudinal stress (σ₁) = 500 MPa
- Transverse stress (σ₂) = 30 MPa
- Shear stress (τ₁₂) = 40 MPa
Material strengths:
- Longitudinal tensile strength (Xₜ) = 1500 MPa
- Longitudinal compressive strength \(X_c\) = 1200 MPa
- Transverse tensile strength (Yₜ) = 40 MPa
- Transverse compressive strength \(Y_c\) = 200 MPa
- Shear strength (S) = 70 MPa
The Tsai-Wu failure index (F) is calculated as:
\[ F = F_1 \sigma_1 + F_2 \sigma_2 + F_{11} \sigma_1^2 + F_{22} \sigma_2^2 + F_{66} \tau_{12}^2 + 2F_{12} \sigma_1 \sigma_2 \]
Where the coefficients are derived from material strengths. If F ≥ 1, failure is predicted.
This example helps design engineers assess whether the laminate will withstand the applied loads without failure.
Damage Tolerance in Composite Design
Damage tolerance refers to the ability of a composite structure to sustain damage without catastrophic failure. Unlike metals, composites can accumulate barely visible impact damage (BVID) such as delaminations or matrix cracks that degrade performance.
Key concepts include:
- Damage Initiation: When micro-cracks or delaminations begin.
- Damage Growth: Propagation of cracks under cyclic or static loading.
- Residual Strength: Remaining load-carrying capacity after damage.
Designing for damage tolerance involves:
- Selecting tough resin systems and fiber architectures.
- Using interleaves or z-pinning to improve delamination resistance.
- Implementing non-destructive inspection (NDI) techniques.
- Applying fail-safe design principles.
Mind Map: Damage Tolerance Strategies
Example: Damage Tolerance in an Aircraft Composite Panel
An aircraft wing composite panel experiences a low-velocity impact during ground handling, causing a barely visible delamination. Instead of immediate replacement, engineers assess the damage tolerance:
- Using ultrasonic inspection, the delamination size is measured.
- Finite element analysis predicts residual strength reduction.
- Based on certification criteria, the panel is deemed safe for continued operation with scheduled inspections.
This approach balances safety with cost-effectiveness, demonstrating damage tolerance in practice.
Integrating Failure Criteria and Damage Tolerance
Effective composite design requires combining failure prediction with damage tolerance strategies. This integration ensures structures are not only strong but also resilient to real-world damage.
Mind Map: Integrated Approach
Summary
- Use appropriate failure criteria (e.g., Tsai-Wu, Hashin) tailored to composite anisotropy.
- Design for damage tolerance by selecting materials and architectures that resist damage initiation and growth.
- Employ regular inspection and maintenance to detect and manage damage.
- Combine analytical tools and practical strategies to ensure safe, lightweight composite structures.
This comprehensive understanding aids structural engineers and materials scientists in designing advanced composites that meet stringent aerospace and automotive requirements.
5.4 Optimization Techniques for Lightweight Composite Structures
Optimization in lightweight composite structural design is critical to achieving the best balance between performance, weight, cost, and durability. This section explores various optimization techniques, supported by practical examples and mind maps to clarify complex concepts.
Key Objectives in Composite Structure Optimization
- Minimize weight while maintaining or improving strength and stiffness
- Enhance damage tolerance and fatigue life
- Reduce manufacturing complexity and cost
- Ensure compliance with environmental and safety standards
Common Optimization Techniques
-
Classical Laminate Optimization
- Tailoring ply orientation and stacking sequence
- Balancing in-plane stiffness and strength
- Example: Optimizing a carbon fiber laminate for an aircraft wing skin to reduce weight by 15% while maintaining aerodynamic load resistance
-
Topology Optimization
- Material distribution within a given design space
- Removing unnecessary material to reduce weight
- Example: Designing an automotive suspension arm with topology optimization to achieve 20% weight reduction without compromising crashworthiness
-
Size and Shape Optimization
- Adjusting thickness, ply count, and geometric parameters
- Example: Optimizing the thickness of composite panels in a drone fuselage to maximize stiffness-to-weight ratio
-
Multi-Objective Optimization
- Simultaneously optimizing conflicting objectives such as weight, cost, and durability
- Example: Balancing cost and performance in composite battery enclosures for electric vehicles
-
Genetic Algorithms and Evolutionary Strategies
- Using heuristic search methods to explore large design spaces
- Example: Applying genetic algorithms to optimize ply stacking sequences for improved fatigue life in aerospace components
-
Machine Learning-Based Optimization
- Leveraging AI to predict performance and guide design choices
- Example: Using neural networks to optimize composite layup for automotive crash structures
Mind Map: Overview of Optimization Techniques
Practical Example: Topology Optimization of an Automotive Control Arm
Problem: Reduce the weight of a composite control arm without sacrificing strength or fatigue life.
Approach:
- Define design space and load cases
- Use topology optimization software to iteratively remove low-stress material
- Validate optimized design with finite element analysis (FEA)
Outcome:
- Achieved 18% weight reduction
- Maintained compliance with safety standards
- Reduced material cost and improved fuel efficiency
Mind Map: Multi-Objective Optimization Workflow
Best Practices for Optimization in Composite Design
- Start with clear objectives and constraints
- Use accurate material models and experimental data
- Combine multiple optimization methods for robust solutions
- Validate optimized designs through simulation and physical testing
- Incorporate manufacturing considerations early in the design process
Summary
Optimization techniques are indispensable tools for structural engineers and materials scientists aiming to leverage the full potential of advanced composites in lightweight design. By integrating classical methods with modern computational approaches such as topology optimization and machine learning, designers can achieve superior performance, cost efficiency, and sustainability in aerospace, automotive, and materials applications.
5.5 Practical Example: FEA-Based Design Optimization of an Aircraft Fuselage Panel
Finite Element Analysis (FEA) is a cornerstone tool in the design and optimization of composite aircraft structures. This practical example walks through the process of using FEA to optimize an aircraft fuselage panel, balancing weight reduction with structural integrity and manufacturability.
Step 1: Define Design Objectives and Constraints
- Objective: Minimize the weight of the fuselage panel while maintaining required strength and stiffness.
- Constraints: Compliance with aerospace safety standards, maximum allowable stress, buckling resistance, and manufacturability.
Step 2: Initial Geometry and Material Definition
- Geometry: A rectangular fuselage panel section with cutouts for windows and access points.
- Material: Carbon fiber reinforced polymer (CFRP) laminate with predefined ply orientations.
Step 3: Create FEA Model
- Mesh the panel using shell elements suitable for composite laminates.
- Assign material properties for each ply, including anisotropic stiffness.
- Apply boundary conditions simulating attachment points and load cases (e.g., cabin pressurization, aerodynamic loads).
Step 4: Perform Baseline Structural Analysis
- Run linear static analysis to identify stress distribution, deformation, and critical failure points.
- Evaluate results against allowable limits.
Step 5: Sensitivity Analysis and Design Variables
- Identify key design variables: ply thickness, ply orientation angles, stacking sequence.
- Conduct sensitivity studies to understand how changes affect stress and weight.
Step 6: Optimization Setup
- Define objective function: minimize panel mass.
- Define constraints: maximum stress, buckling factor, displacement limits.
- Use optimization algorithms such as gradient-based methods or genetic algorithms.
Step 7: Run Optimization and Analyze Results
- Iterate design variables to converge on an optimal solution.
- Validate optimized design with detailed FEA.
Step 8: Verification and Validation
- Cross-check with experimental data or higher-fidelity simulations.
- Assess manufacturability and cost implications.
Mind Map: FEA-Based Design Optimization Workflow
Example: Ply Orientation Optimization
| Ply Number | Initial Orientation (degrees) | Optimized Orientation (degrees) |
|---|---|---|
| 1 | 0 | 10 |
| 2 | 45 | 30 |
| 3 | -45 | -25 |
| 4 | 90 | 80 |
Result: Adjusting ply angles improved load distribution, reducing peak stress by 15% and enabling a 12% weight reduction.
Example: Weight Reduction vs. Stress Plot
-
Weight Reduction (%)
- 0%: Baseline design
- 5%: Minor thickness reduction
- 10%: Ply orientation optimized
- 15%: Stacking sequence modified
-
Max Stress (MPa)
- Baseline: 250 MPa
- After Optimization: 210 MPa
Interpretation: Optimization reduces weight while keeping stress within allowable limits.
Best Practice Tips
- Use detailed material models capturing anisotropy and damage progression.
- Validate FEA results with physical testing when possible.
- Incorporate manufacturing constraints early to avoid impractical designs.
- Employ multi-disciplinary optimization including aerodynamics and cost.
This example illustrates how FEA-driven design optimization enables structural engineers and materials scientists to develop lightweight, high-performance composite fuselage panels that meet stringent aerospace requirements.
6. Joining and Assembly Techniques for Composite Structures
6.1 Mechanical Fastening: Bolts, Rivets, and Inserts
Mechanical fastening remains a cornerstone technique for joining composite structures, especially when disassembly, inspection, or repair is anticipated. This section explores bolts, rivets, and inserts as primary mechanical fastening methods, emphasizing best practices, challenges, and practical examples tailored for aerospace, automotive, and materials engineering contexts.
Overview of Mechanical Fastening in Composites
- Mechanical fastening involves joining parts using hardware such as bolts, rivets, and inserts.
- Advantages include ease of assembly/disassembly, proven reliability, and compatibility with hybrid structures.
- Challenges include stress concentrations, potential damage to fibers, and the need for careful design to maintain structural integrity.
Mind Map: Mechanical Fastening Techniques
Bolts in Composite Structures
Best Practices:
- Use oversized holes with non-metallic bushings or washers to reduce stress concentrations.
- Apply controlled torque to avoid crushing composite plies.
- Employ load-distributing washers or load-spreading devices.
- Consider the use of titanium or aluminum bolts to reduce galvanic corrosion risks.
Example: In an automotive lightweight chassis, titanium bolts with polymer washers are used to join carbon fiber reinforced polymer (CFRP) panels to aluminum subframes. The washers distribute the load and prevent fiber crushing, while torque-controlled assembly ensures consistent preload without damaging the composite.
Rivets in Composite Structures
Best Practices:
- Drill clean, burr-free holes to prevent delamination.
- Use blind rivets for areas with limited access.
- Select rivet materials compatible with composite to minimize galvanic corrosion.
- Employ countersinking or flush rivets to maintain aerodynamic surfaces in aerospace applications.
Example: In aerospace fuselage panels, solid rivets are used to join CFRP skins to internal frames. The holes are precision-drilled and countersunk to ensure flush surfaces, reducing drag. Installation uses calibrated pneumatic tools to apply consistent force, minimizing damage.
Inserts in Composite Structures
Best Practices:
- Integrate inserts during the composite layup or post-cure installation depending on design.
- Use molded-in inserts for high-load applications to improve load transfer.
- Ensure proper bonding or mechanical interlock between insert and composite matrix.
- Avoid excessive insert size to prevent local stress risers.
Example: In aerospace wing box assemblies, threaded titanium inserts are molded into CFRP panels during fabrication. These inserts enable secure bolted connections for attaching control surfaces, providing excellent load transfer and fatigue resistance.
Mind Map: Key Considerations for Mechanical Fastening in Composites
Practical Example: Joining Carbon Fiber Panels to Aluminum Frames in Automotive Applications
Scenario: An automotive design engineer needs to join CFRP body panels to an aluminum frame, ensuring both structural integrity and ease of assembly.
Approach:
- Use titanium bolts with polymer washers to reduce galvanic corrosion and distribute load.
- Drill holes with precision CNC equipment, followed by deburring and inspection.
- Apply torque-controlled fastening to avoid crushing the composite layers.
- Incorporate molded-in threaded inserts in the CFRP panels at bolt locations to reinforce the composite around the holes.
Outcome: The joint achieves required strength and stiffness while maintaining lightweight advantages. The design allows for disassembly during maintenance without damaging the composite structure.
Summary
Mechanical fastening using bolts, rivets, and inserts is essential for reliable composite structural assembly. Understanding material behavior, proper hole preparation, and load distribution techniques are critical to avoid damage and ensure longevity. Integrating these best practices with real-world examples helps structural engineers and materials scientists optimize composite joint design for aerospace and automotive applications.
6.2 Adhesive Bonding: Surface Preparation and Bond Quality
Adhesive bonding is a critical joining technique in advanced composites and lightweight structural design. It offers advantages such as uniform stress distribution, weight savings by eliminating mechanical fasteners, and the ability to join dissimilar materials. However, the success of adhesive bonding heavily depends on meticulous surface preparation and ensuring bond quality.
Importance of Surface Preparation
Surface preparation is the foundation of a strong and durable adhesive bond. Contaminants like oils, dust, moisture, and oxidation layers can drastically reduce bond strength and durability.
Key Objectives of Surface Preparation:
- Remove contaminants (oil, grease, dirt)
- Increase surface roughness for mechanical interlocking
- Enhance surface energy for better adhesive wetting
- Promote chemical bonding between adhesive and substrate
Common Surface Preparation Methods
Example: In aerospace carbon fiber composites, a typical surface preparation sequence involves solvent wiping with isopropyl alcohol, followed by light sanding to increase roughness, and then application of a silane-based primer to improve chemical bonding.
Factors Affecting Bond Quality
- Surface Cleanliness: Residual contaminants can cause weak spots.
- Surface Roughness: Too smooth surfaces reduce mechanical interlocking; too rough can cause stress concentrations.
- Adhesive Compatibility: Adhesive chemistry must be compatible with substrate materials and primers.
- Curing Conditions: Temperature, pressure, and time affect adhesive polymerization.
- Environmental Exposure: Moisture, UV, and temperature cycling can degrade bonds over time.
Ensuring and Testing Bond Quality
Example: Automotive manufacturers often perform lap shear tests on bonded composite panels to verify that the adhesive joint meets minimum strength requirements before assembly.
Practical Example: Bonding Carbon Fiber Panels to Aluminum Frames in Automotive Applications
Context: Joining lightweight carbon fiber reinforced polymer (CFRP) panels to aluminum subframes requires a reliable adhesive bond to maintain structural integrity and reduce weight.
Surface Preparation Steps:
-
Aluminum Frame:
- Degrease with solvent wipe (acetone or isopropyl alcohol).
- Abrasive blasting with aluminum oxide to create a roughened surface.
- Rinse and dry thoroughly.
- Apply a chromate-free conversion coating or primer to enhance corrosion resistance and adhesion.
-
Carbon Fiber Panel:
- Clean with solvent wipe.
- Light sanding with fine grit sandpaper to expose fibers slightly.
- Apply a compatible primer designed for CFRP.
Adhesive Application:
- Use a two-part epoxy adhesive with high toughness and environmental resistance.
- Apply adhesive uniformly to one or both surfaces.
- Assemble under controlled pressure and cure according to manufacturer specifications.
Quality Control:
- Visual inspection for adhesive uniformity.
- Ultrasonic NDT to detect voids or delamination.
- Lap shear testing on sample joints.
Outcome: This method results in a lightweight, high-strength joint that withstands automotive service conditions such as vibration, temperature fluctuations, and moisture exposure.
Summary
Adhesive bonding in advanced composites demands rigorous surface preparation to ensure bond quality and durability. Combining mechanical and chemical surface treatments tailored to substrate materials, along with proper adhesive selection and curing, leads to robust lightweight structural joints. Regular inspection and testing protocols are essential to maintain quality and performance throughout the product lifecycle.
6.3 Hybrid Joining Methods: Combining Mechanical and Adhesive Techniques
Hybrid joining methods integrate mechanical fastening and adhesive bonding to leverage the advantages of both techniques, addressing the limitations inherent in each when used alone. This approach is particularly valuable in advanced composite structures where performance, durability, and damage tolerance are critical.
Why Use Hybrid Joining?
- Mechanical Fastening Strength: Provides immediate load-bearing capacity and mechanical interlock.
- Adhesive Bonding Benefits: Distributes stresses more evenly, seals joints against environmental exposure, and reduces stress concentrations.
- Enhanced Damage Tolerance: If one joining method degrades or fails, the other can maintain structural integrity.
- Improved Fatigue Resistance: Adhesives reduce micro-movements and fretting around fasteners, extending joint life.
Mind Map: Hybrid Joining Methods Overview
Key Components of Hybrid Joining
- Mechanical Fasteners: Provide immediate mechanical load transfer and enable disassembly if needed.
- Adhesives: Fill gaps between joined surfaces, distribute loads, and protect against corrosion.
- Surface Preparation: Critical for adhesive bonding strength; includes cleaning, abrasion, and priming.
Best Practices for Hybrid Joining
- Design for Load Sharing: Ensure mechanical fasteners and adhesive share loads effectively by optimizing fastener placement and adhesive bondline thickness.
- Surface Treatment: Thoroughly clean and prepare surfaces to maximize adhesive bond strength; use plasma treatment or chemical etching for composites.
- Fastener Selection: Use corrosion-resistant fasteners compatible with composite materials to avoid galvanic corrosion.
- Cure Control: Follow adhesive manufacturer’s curing schedules precisely to achieve optimal bond properties.
- Inspection: Employ non-destructive testing (NDT) methods such as ultrasonic or thermography to verify bond integrity and fastener installation.
Mind Map: Best Practices in Hybrid Joining
Practical Example 1: Aerospace Wing Panel Assembly
- Context: Joining carbon fiber reinforced polymer (CFRP) wing skin to aluminum substructure.
- Challenge: Different coefficients of thermal expansion and galvanic corrosion risks.
- Solution: Use hybrid joining with titanium fasteners and epoxy adhesive.
- Process:
- Surface preparation of CFRP and aluminum with abrasion and chemical cleaning.
- Application of structural epoxy adhesive.
- Installation of titanium bolts with controlled torque.
- Curing of adhesive under controlled temperature.
- Outcome: Enhanced joint strength, improved fatigue life, and corrosion resistance.
Practical Example 2: Automotive Lightweight Door Assembly
- Context: Joining glass fiber reinforced polymer (GFRP) door panels to steel frame.
- Challenge: Achieving high stiffness and impact resistance while minimizing weight.
- Solution: Hybrid joining using rivets combined with acrylic adhesive.
- Process:
- Cleaning and priming of steel and composite surfaces.
- Application of fast-curing acrylic adhesive.
- Installation of blind rivets at strategic locations.
- Adhesive curing at ambient temperature.
- Outcome: Improved joint durability, noise reduction, and weight savings.
Mind Map: Hybrid Joining Practical Examples
Challenges and Considerations
- Process Complexity: Hybrid joining involves multiple steps and quality controls, increasing manufacturing time and cost.
- Inspection Difficulty: Detecting adhesive bond defects under mechanical fasteners can be challenging.
- Thermal Mismatch: Differential expansion can induce stresses; design must accommodate this.
- Disassembly: Hybrid joints may complicate repair or recycling due to adhesive presence.
Summary
Hybrid joining methods combine the mechanical reliability of fasteners with the stress-distributing and sealing benefits of adhesives, making them ideal for advanced composite structures in aerospace and automotive sectors. By following best practices in design, surface preparation, and inspection, engineers can achieve lightweight, durable, and damage-tolerant joints that meet stringent performance requirements.
6.4 Challenges in Joining Dissimilar Materials
Joining dissimilar materials, such as composites to metals or polymers to ceramics, is a critical challenge in advanced structural design, especially in aerospace and automotive industries. These challenges arise due to differences in physical, chemical, and mechanical properties, which can lead to issues like poor adhesion, stress concentrations, and long-term durability problems.
Key Challenges in Joining Dissimilar Materials
Thermal Expansion Mismatch
Different materials expand and contract at different rates when exposed to temperature changes. For example, carbon fiber composites have a very low coefficient of thermal expansion (CTE), whereas aluminum alloys have a much higher CTE. This mismatch can induce residual stresses at the joint interface, leading to debonding or cracking over time.
Example:
- In aerospace, joining a carbon fiber reinforced polymer (CFRP) panel to an aluminum frame requires careful design to accommodate thermal strains. Engineers often use compliant adhesive layers or incorporate flexible joint designs to mitigate these stresses.
Mechanical Property Differences
Materials like composites are anisotropic and have different stiffness and strength characteristics compared to isotropic metals. This difference can cause uneven load distribution and localized stress concentrations at the joint.
Example:
- Automotive engineers joining a glass fiber composite bumper to a steel chassis must consider the stiffness mismatch to avoid premature joint failure during impact.
Chemical Incompatibility
Surface chemistry differences can reduce adhesion quality. Metals may oxidize, and composites may have surface contaminants or release volatiles, all affecting bond strength.
Example:
- Adhesive bonding of titanium to carbon fiber composites requires surface treatments such as anodizing titanium and plasma cleaning the composite to enhance chemical compatibility.
Mechanical Fastening Issues
Mechanical fastening (bolts, rivets) can damage composite fibers, causing stress concentrations and potential delamination around the fastener holes.
Example:
- In aerospace, countersunk rivets used to join composite skins to metal frames must be carefully designed with proper hole reinforcements and load distribution features.
Adhesive Bonding Limitations
Adhesives can degrade under environmental exposure, and their performance depends heavily on surface preparation and curing processes.
Example:
- Automotive battery enclosures using adhesive bonding between polymer composites and aluminum require rigorous quality control to ensure long-term durability under thermal cycling.
Hybrid Joining Complexities
Combining mechanical fastening and adhesive bonding can improve joint performance but increases design complexity and manufacturing time.
Example:
- Hybrid joints in aircraft fuselage panels combine bolts and structural adhesives to optimize load transfer and damage tolerance.
Environmental Factors
Corrosion and galvanic reactions can occur when metals contact conductive composites, especially in humid or salty environments.
Example:
- Aluminum-to-carbon fiber joints in marine applications require insulating layers or coatings to prevent galvanic corrosion.
Structural Integrity Concerns
Stress concentrations from joint geometry or material mismatch can initiate fatigue cracks or delamination, compromising structural safety.
Example:
- Fatigue testing of composite-to-metal joints in automotive suspension components helps identify critical design improvements.
Mind Map: Strategies to Overcome Challenges
Integrated Example: Joining Carbon Fiber Composite to Aluminum in Automotive Door Assembly
- Challenge: Thermal expansion mismatch and galvanic corrosion risk.
- Solution: Use of an epoxy-based adhesive with a flexible toughened layer to absorb thermal strains.
- Application of a thin insulating polymer film on aluminum to prevent galvanic corrosion.
- Incorporation of mechanical fasteners with reinforced composite inserts to avoid fiber damage.
- Rigorous surface preparation including anodizing aluminum and plasma treatment of composite surfaces.
- Implementation of non-destructive testing (ultrasonic inspection) to verify bond integrity post-assembly.
This example highlights how understanding the challenges and applying a combination of best practices leads to a reliable joint in a demanding structural application.
Summary
Joining dissimilar materials requires a multidisciplinary approach involving materials science, mechanical design, and manufacturing expertise. By addressing thermal, mechanical, chemical, and environmental challenges through tailored joining techniques and thorough quality control, engineers can create durable, lightweight structures essential for aerospace and automotive advancements.
6.5 Practical Example: Joining Carbon Fiber Panels to Aluminum Frames in Automotive Applications
Joining carbon fiber reinforced polymer (CFRP) panels to aluminum frames is a common challenge in automotive lightweight structural design. This process requires careful consideration of material properties, joining techniques, and environmental factors to ensure structural integrity, durability, and performance.
Key Challenges in Joining CFRP to Aluminum
- Material Dissimilarity: CFRP is a composite with anisotropic properties, while aluminum is a ductile metal with isotropic behavior.
- Thermal Expansion Mismatch: Different coefficients of thermal expansion (CTE) can cause stress at the joint during temperature changes.
- Galvanic Corrosion: Contact between carbon fibers (electrically conductive) and aluminum can lead to corrosion.
- Load Transfer: Ensuring efficient load transfer without damaging the composite or metal.
Common Joining Techniques
-
Mechanical Fastening
- Bolts, rivets, or inserts
- Pros: Simple, inspectable
- Cons: Stress concentrations, potential damage to CFRP
-
Adhesive Bonding
- Structural adhesives (epoxy-based)
- Pros: Uniform stress distribution, lightweight
- Cons: Surface preparation critical, curing time
-
Hybrid Joining
- Combination of mechanical fastening and adhesive bonding
- Pros: Improved joint strength and durability
Step-by-Step Example: Hybrid Joining of CFRP Panel to Aluminum Frame
Step 1: Surface Preparation
-
Aluminum Frame:
- Degrease with solvent
- Abrasive blasting or sanding to increase surface roughness
- Apply a conversion coating (e.g., anodizing or chromate-free alternatives) to prevent corrosion
-
Carbon Fiber Panel:
- Clean surface with isopropyl alcohol
- Light abrasion to promote adhesion
Step 2: Adhesive Application
- Use a high-performance epoxy adhesive designed for metal-to-composite bonding
- Apply adhesive uniformly on the aluminum frame bonding area
Step 3: Assembly and Mechanical Fastening
- Position the CFRP panel onto the aluminum frame
- Insert mechanical fasteners (e.g., titanium bolts or countersunk rivets with washers to distribute load)
- Torque fasteners to manufacturer specifications to avoid crushing CFRP fibers
Step 4: Curing
- Allow adhesive to cure under recommended temperature and pressure conditions
- Use vacuum bagging if possible to ensure uniform pressure and eliminate air pockets
Step 5: Inspection and Testing
- Perform non-destructive testing (NDT) such as ultrasonic inspection to detect voids or delamination
- Conduct mechanical testing (shear, peel tests) on sample joints to validate strength
Mind Map: Joining CFRP to Aluminum - Key Considerations
Example Scenario: Lightweight Door Assembly in an Electric Vehicle
-
Objective: Join a carbon fiber door panel to an aluminum frame to reduce weight while maintaining crashworthiness.
-
Approach: Hybrid joining with adhesive bonding and titanium rivets.
-
Process Highlights:
- Aluminum frame anodized to prevent corrosion
- Epoxy adhesive applied with controlled thickness
- Rivets placed at strategic load paths
- Curing performed in an autoclave at 80°C for 2 hours
-
Outcome: Achieved a 25% weight reduction compared to all-metal doors, with joint strength exceeding automotive safety standards.
Best Practices Summary
- Always perform thorough surface preparation to maximize adhesion and prevent corrosion.
- Use compatible adhesives specifically formulated for metal-to-composite bonding.
- Select mechanical fasteners that minimize galvanic corrosion risk (e.g., titanium or coated fasteners).
- Combine adhesive bonding with mechanical fastening to improve joint reliability.
- Incorporate quality control steps such as NDT and mechanical testing to validate joint integrity.
This practical example demonstrates how integrating best practices in joining techniques can successfully address the challenges of combining carbon fiber panels with aluminum frames in automotive lightweight structural design.
7. Testing and Quality Assurance of Composite Structures
7.1 Non-Destructive Testing (NDT) Methods: Ultrasonic, Thermography, and X-ray
Non-Destructive Testing (NDT) is a critical aspect of quality assurance and structural integrity verification in advanced composite materials. It allows engineers and scientists to detect defects, delaminations, voids, and other anomalies without damaging the component. This section covers three widely used NDT methods: Ultrasonic Testing, Thermography, and X-ray Imaging, with practical examples and mind maps to clarify concepts.
Ultrasonic Testing (UT)
Ultrasonic Testing uses high-frequency sound waves to detect internal flaws or to characterize materials. The sound waves propagate through the composite structure and reflect back when they encounter discontinuities.
Key Principles:
- Transducer emits ultrasonic pulses.
- Waves travel through the material.
- Reflections from defects or interfaces are received and analyzed.
Advantages:
- High sensitivity to internal defects.
- Can measure thickness and detect delaminations.
- Portable equipment available.
Limitations:
- Requires coupling medium (gel or water).
- Skill-dependent interpretation.
Example: A carbon fiber reinforced polymer (CFRP) aerospace wing panel undergoes ultrasonic inspection to detect internal delaminations caused by impact during ground handling. The technician scans the panel with a phased array ultrasonic probe, identifying a subsurface void that is invisible to the naked eye.
Mind Map: Ultrasonic Testing
Thermography
Thermography detects thermal anomalies on the surface of composite structures by measuring infrared radiation. Defects such as delaminations or voids affect heat flow, creating temperature differences that can be visualized.
Types:
- Passive Thermography: Observes natural temperature differences.
- Active Thermography: Applies external heat or cooling to stimulate thermal contrasts.
Advantages:
- Rapid scanning of large areas.
- Non-contact and safe.
Limitations:
- Limited depth penetration.
- Surface emissivity variations can affect results.
Example: In automotive composite door panels, active thermography is used post-manufacturing. A heat lamp stimulates the panel surface, and an infrared camera captures thermal images. Areas with poor bonding or voids show as cooler spots, enabling quick identification of defects.
Mind Map: Thermography
X-ray Imaging
X-ray imaging uses electromagnetic radiation to penetrate composite materials and produce images based on material density differences. It is highly effective for detecting internal defects such as cracks, voids, and inclusions.
Types:
- Radiography: Produces 2D images.
- Computed Tomography (CT): Produces 3D volumetric images.
Advantages:
- High resolution and depth penetration.
- Detailed internal structure visualization.
Limitations:
- Equipment is expensive and less portable.
- Safety precautions due to radiation.
Example: A metal matrix composite (MMC) automotive brake rotor is inspected using X-ray radiography to detect internal porosity and micro-cracks that could compromise performance. The 2D images reveal small voids near the hub mounting area, prompting further analysis.
Mind Map: X-ray Imaging
Summary Table of NDT Methods
| Method | Principle | Advantages | Limitations | Typical Applications |
|---|---|---|---|---|
| Ultrasonic | High-frequency sound waves | Sensitive, portable | Coupling medium needed | Delamination, thickness measurement |
| Thermography | Infrared thermal imaging | Rapid, non-contact | Limited depth, emissivity issues | Bonding quality, void detection |
| X-ray | Electromagnetic radiation | High resolution, deep imaging | Expensive, radiation safety | Porosity, cracks, internal defects |
Integrated Example: Composite Aircraft Fuselage Panel Inspection
In aerospace, a composite fuselage panel undergoes a multi-method NDT approach:
- Ultrasonic Testing detects internal delaminations from impact damage.
- Thermography scans large surface areas quickly to identify bonding defects.
- X-ray CT scanning provides detailed 3D images of critical joints to verify absence of voids.
This integrated approach ensures comprehensive quality assurance, combining the strengths of each NDT method.
By understanding and applying these NDT techniques, structural engineers and materials scientists can ensure the integrity, safety, and longevity of advanced composite structures across aerospace, automotive, and materials applications.
7.2 Mechanical Testing: Tensile, Compression, and Fatigue Tests
Mechanical testing is a cornerstone in evaluating the performance and reliability of composite materials used in aerospace, automotive, and materials engineering. This section explores the fundamental mechanical tests—tensile, compression, and fatigue—that characterize composite behavior under various loading conditions. Each test provides critical data to inform design decisions, validate material selection, and ensure structural integrity.
Tensile Testing
Tensile testing measures a composite’s response to uniaxial tension, determining properties such as tensile strength, modulus of elasticity, and elongation at break.
- Purpose: Assess the maximum load a composite can withstand before failure under tension.
- Procedure: A specimen is pulled at a constant rate until it fractures.
- Key Parameters: Ultimate tensile strength (UTS), Young’s modulus, strain at failure.
Mind Map: Tensile Testing Overview
Practical Example:
Testing a Carbon Fiber/Epoxy Composite Laminate
An aerospace design engineer tests a unidirectional carbon fiber/epoxy laminate coupon. The specimen is loaded in tension until failure. Results show a UTS of 1500 MPa and a Young’s modulus of 135 GPa, confirming the material meets the stiffness and strength requirements for wing skin panels.
Compression Testing
Compression testing evaluates how composites behave under compressive loads, which is critical for components subjected to buckling or crushing.
- Purpose: Determine compressive strength and modulus.
- Procedure: The specimen is compressed at a controlled rate until failure or a predefined strain.
- Key Parameters: Compressive strength, compressive modulus, failure mode.
Mind Map: Compression Testing Overview
Practical Example:
Compression Test on Glass Fiber Reinforced Polymer (GFRP)
In automotive structural design, a GFRP panel is tested under compression to simulate crash conditions. The panel exhibits a compressive strength of 600 MPa and fails by fiber microbuckling, guiding engineers to optimize fiber orientation for improved crashworthiness.
Fatigue Testing
Fatigue testing assesses the durability of composites under cyclic loading, simulating real-world operational stresses over time.
- Purpose: Determine fatigue life and damage accumulation behavior.
- Procedure: Specimens undergo repeated loading cycles at specified stress levels until failure or a set number of cycles.
- Key Parameters: Fatigue strength, S-N curves (stress vs. number of cycles), damage tolerance.
Mind Map: Fatigue Testing Overview
Practical Example:
Fatigue Life Assessment of a Carbon Fiber Automotive Suspension Arm
Design engineers perform fatigue testing on a carbon fiber suspension arm subjected to cyclic bending loads. The S-N curve generated shows the arm can withstand 1 million cycles at 300 MPa stress amplitude without failure, validating its use for long-term automotive applications.
Integrated Best Practices for Mechanical Testing
- Specimen Preparation: Ensure consistent geometry and surface finish to reduce variability.
- Alignment and Fixturing: Proper alignment prevents bending or shear stresses during testing.
- Environmental Control: Conduct tests under relevant temperature and humidity conditions to simulate service environments.
- Data Acquisition: Use high-precision extensometers or strain gauges for accurate strain measurement.
- Failure Analysis: Post-test microscopy and NDT help identify failure mechanisms.
Summary Table of Mechanical Tests
| Test Type | Purpose | Key Properties | Typical Failure Modes | Example Application |
|---|---|---|---|---|
| Tensile | Measure strength and stiffness | UTS, Young’s modulus, strain | Fiber breakage, matrix cracking | Carbon fiber wing skin tensile testing |
| Compression | Assess compressive behavior | Compressive strength, modulus | Fiber microbuckling, delamination | GFRP automotive panel compression test |
| Fatigue | Evaluate durability under cycles | Fatigue strength, S-N curve | Matrix cracking, fiber-matrix debonding | Carbon fiber suspension arm fatigue testing |
By integrating these mechanical testing methodologies, structural engineers and materials scientists can confidently design and validate advanced composite structures that meet stringent performance and safety requirements.
7.3 Environmental Testing and Long-Term Durability Assessment
Environmental testing and long-term durability assessment are critical steps in ensuring that advanced composite structures maintain their performance and safety over their intended service life. These tests simulate the environmental conditions composites will face in real-world applications, such as aerospace, automotive, and materials industries, to evaluate how factors like temperature, humidity, UV exposure, and chemical exposure affect material properties.
Key Environmental Factors Affecting Composite Durability
- Temperature Extremes
- Humidity and Moisture Ingress
- Ultraviolet (UV) Radiation
- Chemical Exposure
- Mechanical Fatigue under Environmental Stress
Mind Map: Environmental Testing Factors
Temperature Testing
Temperature variations can cause expansion and contraction of composite materials, potentially leading to microcracking or delamination.
- Thermal Cycling: Repeated heating and cooling cycles to simulate day-night or operational temperature fluctuations.
- High-Temperature Exposure: Testing composites at elevated temperatures to assess thermal stability and resin degradation.
- Low-Temperature Exposure: Evaluates brittleness and impact resistance under cold conditions.
Example: Aerospace composite wing panels undergo thermal cycling from -55°C to +85°C to ensure no loss in stiffness or structural integrity.
Humidity and Moisture Ingress
Moisture absorption can plasticize the resin matrix, reduce fiber-matrix adhesion, and cause swelling.
- Moisture Absorption Testing: Samples are immersed or exposed to high humidity environments to measure water uptake.
- Hydrothermal Aging: Combines moisture and elevated temperature to accelerate aging effects.
Example: Automotive composite door panels are subjected to 95% relative humidity at 70°C for 1000 hours to simulate tropical climate exposure.
Ultraviolet (UV) Radiation Exposure
UV radiation can degrade polymer matrices, causing surface chalking, discoloration, and loss of mechanical properties.
- UV Weathering Chambers: Samples are exposed to controlled UV light and moisture cycles to simulate sunlight exposure.
Example: Carbon fiber composite fairings for motorcycles are tested in UV chambers for 2000 hours, monitoring surface degradation and tensile strength retention.
Chemical Exposure
Composites may be exposed to fuels, solvents, or corrosive agents that can degrade the matrix or fiber-matrix interface.
- Chemical Soak Tests: Immersion in chemicals such as gasoline, hydraulic fluids, or saltwater.
- Surface and Mechanical Property Evaluation Post-Exposure.
Example: Composite fuel tanks in automotive applications are immersed in gasoline for 500 hours to verify no swelling or loss of mechanical integrity.
Mechanical Fatigue under Environmental Stress
Cyclic mechanical loading combined with environmental factors can accelerate damage.
- Fatigue Testing in Controlled Environmental Chambers: Simulates operational stresses with temperature and humidity control.
Example: Aircraft composite fuselage panels undergo cyclic loading at elevated humidity and temperature to assess fatigue life reduction.
Mind Map: Long-Term Durability Assessment Workflow
Integrating Environmental Testing into Design
- Use test data to inform material selection and protective coatings.
- Design for expected environmental exposure and incorporate safety factors.
- Implement accelerated aging tests to predict service life.
Example: A design engineer selects a UV-resistant resin system for an automotive composite roof panel after UV exposure tests show significant degradation in standard epoxy resins.
Summary
Environmental testing and long-term durability assessments are indispensable for validating composite materials’ performance in real-world conditions. By systematically evaluating temperature, humidity, UV, chemical exposure, and mechanical fatigue, engineers can predict material behavior, optimize designs, and ensure safety and reliability over the product lifecycle.
7.4 Quality Control Standards and Certification Processes
Quality control (QC) and certification processes are critical in ensuring the reliability, safety, and performance of composite structures, especially in aerospace, automotive, and materials industries where failure can have catastrophic consequences. This section explores the key standards, certification pathways, and best practices for maintaining high-quality composite manufacturing and inspection.
Key Quality Control Standards for Composite Materials
- ISO 9001:2015 – Quality management systems applicable across industries, including composites manufacturing.
- AS9100D – Aerospace quality management system standard, incorporating ISO 9001 with aerospace-specific requirements.
- NADCAP (National Aerospace and Defense Contractors Accreditation Program) – Accreditation program focusing on special processes such as composite manufacturing and testing.
- ASTM Standards – Various ASTM standards cover composite testing, material characterization, and manufacturing processes, e.g., ASTM D3039 (tensile testing of composites).
- SAE AMS (Aerospace Material Specifications) – Specifications for composite materials and processes.
Certification Processes Overview
Certification ensures that composite parts meet regulatory and customer requirements. The process typically involves:
- Material Qualification: Verification that raw materials meet specified standards.
- Process Qualification: Validation of manufacturing processes (e.g., curing cycles, layup techniques).
- Product Qualification: Testing of prototype components to demonstrate performance and durability.
- Production Certification: Ongoing quality assurance during serial manufacturing.
Mind Map: Quality Control Standards and Certification Processes
Best Practices in Quality Control
- Comprehensive Documentation: Maintain detailed records of material batches, process parameters, and inspection results to ensure traceability.
- Standardized Testing Protocols: Use industry-recognized test methods (e.g., ASTM, ISO) for consistent evaluation.
- Regular Audits and Supplier Assessments: Conduct internal and external audits to verify compliance and identify improvement areas.
- Employee Training: Ensure personnel are trained in QC procedures and understand the criticality of composite quality.
- Use of Statistical Process Control (SPC): Monitor manufacturing processes using SPC to detect deviations early.
Practical Example: Implementing NADCAP Accreditation in an Aerospace Composite Manufacturing Facility
Scenario: A composite manufacturer aiming to supply aerospace structural components seeks NADCAP accreditation to meet customer and regulatory demands.
Steps Taken:
- Gap Analysis: Reviewed current processes against NADCAP requirements.
- Process Documentation: Developed detailed work instructions for layup, curing, inspection, and testing.
- Employee Training: Conducted training sessions on NADCAP standards and audit readiness.
- Internal Audits: Performed mock audits to identify non-conformances.
- Corrective Actions: Addressed issues such as incomplete documentation and inconsistent curing cycles.
- External Audit: Successfully passed the NADCAP audit, achieving accreditation.
Outcome: Improved process consistency, enhanced customer confidence, and access to new aerospace contracts.
Mind Map: Practical Example - NADCAP Accreditation Process
Additional Example: Quality Control in Automotive Composite Door Panel Production
Context: Automotive manufacturers require lightweight composite door panels with strict dimensional tolerances and impact resistance.
QC Measures:
- Incoming Material Inspection: Verify fiber and resin properties.
- In-Process Monitoring: Use thermocouples and pressure sensors during curing.
- Dimensional Inspection: Employ 3D scanning to ensure panel geometry.
- Mechanical Testing: Conduct impact and fatigue tests on sample panels.
- Final Inspection: Visual and NDT methods to detect delamination or voids.
Result: Consistent production of high-quality door panels meeting safety and performance standards.
Summary
Quality control standards and certification processes form the backbone of reliable composite structural design and manufacturing. Adhering to recognized standards like AS9100 and NADCAP, combined with rigorous testing and documentation, ensures that composite components perform safely and effectively in demanding applications. Integrating these practices early in the design and production cycle reduces risk, enhances product quality, and fosters customer confidence.
7.5 Practical Example: Implementing NDT in Aerospace Composite Wing Inspection
Non-Destructive Testing (NDT) is critical in aerospace to ensure the structural integrity and safety of composite wings without causing damage. This section walks through a practical example of implementing NDT techniques for inspecting a carbon fiber reinforced polymer (CFRP) composite wing.
Step 1: Understanding the Inspection Objectives
- Detect manufacturing defects such as delaminations, voids, and fiber misalignment.
- Identify in-service damage including impact damage, cracks, and moisture ingress.
- Verify repair quality and ensure compliance with aerospace standards.
Step 2: Selecting Appropriate NDT Methods
- Ultrasonic Testing (UT): For detecting internal delaminations and voids.
- Thermography: To identify near-surface defects and impact damage.
- X-ray Radiography: For detailed imaging of complex internal structures.
- Tap Testing: Quick field assessment for delamination.
Step 3: Preparing the Composite Wing for Inspection
- Clean the wing surface to remove dirt and debris.
- Mark inspection zones based on critical load areas and previous damage history.
- Calibrate NDT equipment according to manufacturer and aerospace standards.
Step 4: Conducting Ultrasonic Testing (UT)
- Use phased array ultrasonic probes to scan the wing skin and spars.
- Perform sectorial scans to cover complex geometries.
- Analyze A-scan and C-scan data to locate and size defects.
Step 5: Applying Thermography
- Use active thermography by applying a heat pulse to the wing surface.
- Capture infrared images to detect temperature anomalies indicating subsurface defects.
Step 6: X-ray Radiography
- Utilize portable X-ray sources for detailed inspection of suspect areas.
- Interpret radiographs to identify fiber breakage, resin-rich zones, or foreign inclusions.
Step 7: Tap Testing
- Perform tap testing as a quick screening method.
- Listen for changes in sound indicating delaminations or disbonds.
Step 8: Data Integration and Reporting
- Combine results from all NDT methods for a comprehensive damage map.
- Use software tools to overlay inspection data on wing CAD models.
- Generate detailed inspection reports with defect locations, sizes, and recommended actions.
Mind Map: NDT Implementation Workflow for Composite Wing Inspection
Example Scenario: Detecting Impact Damage on a Composite Wing Leading Edge
Context: A composite wing has reported bird strike impact during flight. The inspection team must assess the damage extent.
Process:
- Clean the leading edge surface.
- Use ultrasonic phased array scanning to detect internal delaminations.
- Apply active thermography to highlight near-surface matrix cracks.
- Perform tap testing for quick field assessment.
- Confirm findings with portable X-ray radiography.
- Compile data and generate a damage report.
Outcome:
- Ultrasonic testing reveals a 50 mm delamination beneath the impact site.
- Thermography shows matrix cracking extending 70 mm around the impact.
- Tap testing confirms a soft area correlating with ultrasonic findings.
- X-ray radiography detects no fiber breakage.
- Repair is recommended using a bonded composite patch.
Best Practices for Effective NDT Implementation
- Combine multiple NDT methods to increase defect detection reliability.
- Ensure operator training and certification for each NDT technique.
- Maintain calibration and regular maintenance of NDT equipment.
- Document all inspection procedures and results meticulously.
- Use digital tools for data integration and trend analysis over time.
By following this structured approach, aerospace engineers and inspectors can effectively implement NDT to maintain the safety and performance of composite wings, ensuring early detection and mitigation of potential structural issues.
8. Repair and Maintenance of Composite Structures
8.1 Common Damage Modes and Their Identification
Understanding common damage modes in composite structures is critical for effective maintenance, repair, and ensuring structural integrity. Composite materials, while offering excellent strength-to-weight ratios, exhibit unique damage behaviors compared to metals. This section explores typical damage modes, their causes, identification techniques, and practical examples.
Common Damage Modes in Composite Structures
-
Matrix Cracking
- Micro-cracks within the resin matrix
- Often caused by mechanical loading, thermal cycling, or environmental exposure
- Can propagate and lead to delamination if untreated
-
Fiber Breakage
- Fracture or breakage of reinforcing fibers
- Results from excessive tensile or compressive loads
- Significantly reduces load-carrying capacity
-
Delamination
- Separation between composite layers (plies)
- Caused by impact, fatigue, or manufacturing defects
- Critical because it reduces stiffness and strength
-
Debonding
- Loss of adhesion between fiber and matrix
- Leads to load transfer inefficiency
-
Impact Damage (Barely Visible Impact Damage - BVID)
- Often caused by low-velocity impacts
- May not be visible on surface but can cause internal delamination and matrix cracking
-
Fiber Pull-Out
- Fibers pulled out from the matrix during fracture
- Indicates poor fiber-matrix bonding
-
Environmental Degradation
- UV exposure, moisture ingress, chemical attack
- Leads to matrix softening, swelling, or fiber corrosion
Mind Map: Common Damage Modes in Composite Structures
Identification Techniques
-
Visual Inspection
- Surface cracks, discoloration, or deformation
- Limited for detecting internal damage like delamination or matrix cracks
-
Tap Testing (Coin Tap Test)
- Simple, low-cost method
- Changes in sound indicate delamination or debonding
-
Ultrasonic Testing (UT)
- High-frequency sound waves detect internal flaws
- Effective for identifying delamination, matrix cracks, and voids
-
Thermography
- Infrared imaging to detect heat flow anomalies
- Useful for detecting subsurface damage
-
X-ray Radiography and Computed Tomography (CT)
- Detailed internal imaging
- Detects fiber breakage, delamination, and voids
-
Acoustic Emission (AE) Monitoring
- Detects sound waves emitted by crack growth or fiber breakage
- Useful for real-time monitoring during loading
-
Laser Shearography
- Measures surface deformation under stress
- Identifies subsurface defects like delamination
Mind Map: Damage Identification Methods
Practical Examples
-
Example 1: Detecting Delamination in an Aircraft Composite Panel
- Problem: Post-impact inspection after tool drop
- Method: Ultrasonic testing revealed delamination beneath the impact site
- Outcome: Repair patch applied, restoring structural integrity
-
Example 2: Identifying Barely Visible Impact Damage in Automotive Carbon Fiber Hood
- Problem: Minor impact during transport, no visible surface damage
- Method: Tap testing followed by thermography to confirm internal matrix cracking
- Outcome: Preventive repair scheduled to avoid propagation
-
Example 3: Fiber Breakage Detection in Wind Turbine Blade
- Problem: Unexpected vibration and noise
- Method: Acoustic emission monitoring during operation detected fiber breakage events
- Outcome: Targeted inspection and reinforcement of damaged section
Summary
Recognizing and identifying damage modes in composite structures is essential for maintaining safety and performance. Combining multiple inspection techniques enhances detection accuracy, especially for internal damage. Structural engineers and materials scientists should integrate these identification methods into routine maintenance and design validation to extend the lifespan of composite components.
8.2 Repair Techniques: Patch Repairs, Resin Injection, and Hot Press Methods
Repairing composite structures is a critical skill for maintaining the integrity, safety, and longevity of aerospace, automotive, and other advanced composite applications. This section covers three primary repair techniques: patch repairs, resin injection, and hot press methods. Each technique is explained with practical examples and accompanied by mind maps to clarify the processes and decision-making steps.
Patch Repairs
Patch repairs involve applying a composite patch over the damaged area to restore structural performance. This technique is widely used due to its relative simplicity and effectiveness for localized damage.
Key Steps in Patch Repair:
- Damage Assessment
- Visual Inspection
- Non-Destructive Testing (NDT)
- Surface Preparation
- Cleaning
- Abrasion
- Priming
- Patch Design
- Material Selection (matching fiber orientation and resin system)
- Patch Size and Shape
- Lay-Up and Curing
- Adhesive Application
- Layering Patch Material
- Curing (Room Temperature or Elevated Temperature)
- Post-Repair Inspection
- Visual Check
- NDT Verification
Mind Map: Patch Repair Process
Example:
An automotive carbon fiber hood suffered a localized impact dent causing delamination. After NDT confirmed the extent, technicians cleaned and abraded the area, applied a carbon fiber patch with epoxy resin aligned to the original fiber orientation, and cured it under vacuum bagging at room temperature. Post-repair inspection showed restored strength and surface finish.
Resin Injection
Resin injection is used to repair internal delaminations or voids by injecting low-viscosity resin into the damaged area to re-bond layers and restore structural integrity.
Key Steps in Resin Injection:
- Damage Localization
- Identify delamination area via NDT
- Surface Preparation
- Drill small injection and vent holes
- Clean holes and surrounding area
- Resin Selection
- Low-viscosity epoxy or polyester resin
- Injection Process
- Inject resin under pressure or vacuum
- Monitor resin flow and fill
- Curing
- Allow resin to cure (room temperature or heat-assisted)
- Hole Repair
- Fill and finish injection holes
- Post-Repair Inspection
- Confirm delamination is filled
Mind Map: Resin Injection Repair
Example:
An aerospace composite panel exhibited internal delamination after bird strike. Ultrasonic testing identified the affected area. Injection holes were drilled, and low-viscosity epoxy resin was injected under vacuum to fill the delaminated zone. After curing, holes were filled with compatible composite material, restoring panel strength without full replacement.
Hot Press Methods
Hot press repair techniques use heat and pressure to cure repair patches or resin-infused materials, ensuring strong bonding and consolidation.
Key Steps in Hot Press Repair:
- Damage Assessment
- Visual and NDT
- Surface Preparation
- Cleaning and Abrasion
- Patch or Resin Application
- Lay-Up of Repair Materials
- Hot Press Setup
- Temperature and Pressure Settings
- Tooling and Vacuum Bagging
- Curing Cycle
- Controlled Heating
- Pressure Maintenance
- Cooling and Demolding
- Post-Repair Inspection
- Mechanical Testing
- NDT
Mind Map: Hot Press Repair Process
Example:
A damaged carbon fiber aerospace fuselage panel required a high-strength repair. After surface prep, a multi-layer carbon fiber patch was applied with epoxy resin. The assembly was placed in a hot press at 120°C and 5 bar pressure for 2 hours, ensuring full cure and consolidation. The repaired panel passed all mechanical and NDT inspections, demonstrating restored load-bearing capacity.
Summary Table of Repair Techniques
| Technique | Application Area | Advantages | Limitations | Example Use Case |
|---|---|---|---|---|
| Patch Repairs | Surface damage, delamination | Simple, cost-effective | Limited to localized damage | Automotive carbon fiber hood repair |
| Resin Injection | Internal delamination | Restores internal bonding | Requires precise hole drilling | Aerospace panel bird strike repair |
| Hot Press | High-strength repairs | Superior bonding and consolidation | Requires specialized equipment | Aerospace fuselage panel repair |
By understanding and applying these repair techniques, structural engineers and materials scientists can effectively maintain and extend the life of advanced composite structures, ensuring safety and performance in demanding aerospace and automotive environments.
8.3 Preventive Maintenance Strategies for Longevity
Preventive maintenance is critical in ensuring the long-term performance and safety of composite structures. Unlike traditional materials, composites require specialized strategies due to their unique damage modes and sensitivity to environmental factors. This section explores effective preventive maintenance approaches designed to extend the service life of composite components in aerospace, automotive, and materials applications.
Key Preventive Maintenance Strategies
Regular Inspection
Routine inspections help detect early signs of damage such as delamination, matrix cracking, or fiber breakage before they propagate. Visual inspections should be complemented by NDT methods like ultrasonic testing or thermography for subsurface defects.
Example: In aerospace, scheduled ultrasonic inspections of composite wing panels every 500 flight hours have prevented catastrophic failures by identifying internal delamination early.
Environmental Protection
Composites are sensitive to UV radiation, moisture ingress, and extreme temperatures, which can degrade resin matrices and weaken fiber bonds.
- Applying UV-resistant coatings can significantly reduce surface degradation.
- Moisture barriers or sealants prevent water absorption that leads to swelling or hydrolysis.
- Temperature control in storage and operation environments minimizes thermal cycling damage.
Example: Automotive manufacturers apply specialized clear coats on carbon fiber body panels to protect against UV and environmental exposure, extending panel life by several years.
Load Monitoring
Monitoring the loads and stresses experienced by composite structures helps in predicting fatigue life and scheduling maintenance proactively.
- Embedding strain gauges or fiber optic sensors enables real-time load tracking.
- Structural Health Monitoring (SHM) systems can alert engineers to unusual stress patterns.
Example: A commercial drone manufacturer integrates fiber Bragg grating sensors within composite frames to monitor stress during flight, allowing for maintenance before damage accumulates.
Cleaning and Surface Care
Proper cleaning maintains surface integrity and prevents contaminants from initiating damage.
- Use mild, non-abrasive cleaning agents compatible with composite resins.
- Avoid high-pressure washing that may force water into micro-cracks.
- Promptly repair minor surface defects to prevent moisture ingress.
Example: Maintenance teams for composite automotive interiors use specialized wipes and cleaners that preserve the resin finish without causing micro-abrasions.
Documentation and Record Keeping
Maintaining detailed records of inspections, repairs, and environmental exposures supports informed maintenance decisions and traceability.
- Digital logs facilitate trend analysis over time.
- Damage history helps identify recurring issues and improve design.
Example: Aerospace operators maintain electronic maintenance records for composite components, enabling predictive analytics to optimize inspection intervals.
Training and Awareness
Proper handling and maintenance require trained personnel who understand composite material behavior.
- Training programs on damage identification and repair techniques reduce human error.
- Clear handling procedures prevent accidental damage during maintenance or transport.
Example: Automotive assembly plants conduct regular workshops for technicians on composite panel handling to minimize surface defects during installation.
Mind Map: Preventive Maintenance Workflow
Summary Example: Preventive Maintenance in Aerospace Composite Fuselage
- Inspection: Quarterly ultrasonic scans detect early delamination.
- Protection: UV-resistant paint applied during manufacturing.
- Load Monitoring: Embedded fiber optic sensors track stress.
- Cleaning: Approved solvents used during scheduled maintenance.
- Documentation: Digital records maintained for each aircraft.
- Training: Maintenance crew certified in composite handling.
This integrated approach has resulted in a 30% increase in fuselage service life and reduced unscheduled repairs.
By implementing these preventive maintenance strategies, structural engineers and materials scientists can significantly enhance the durability and reliability of advanced composite structures, ensuring safety and cost-effectiveness throughout their operational lifespan.
8.4 Case Study: Repairing Impact Damage on a Composite Automotive Hood
Introduction
Impact damage on composite automotive hoods is a common issue resulting from minor collisions, hailstorms, or debris strikes. Unlike metal hoods, composite hoods require specialized repair techniques due to their layered structure and sensitivity to moisture and heat.
This case study walks through the step-by-step process of diagnosing, preparing, repairing, and finishing an impact-damaged carbon fiber reinforced polymer (CFRP) hood, emphasizing best practices and practical examples.
Step 1: Damage Assessment and Diagnosis
- Visual Inspection: Identify cracks, delamination, fiber breakage, and resin damage.
- Non-Destructive Testing (NDT): Use ultrasonic testing or tap testing to detect subsurface delamination.
Example: A hail impact caused a localized dent with visible surface cracking and suspected internal delamination.
Mind Map: Damage Assessment
Step 2: Preparation for Repair
- Cleaning: Remove dirt, grease, and contaminants using isopropyl alcohol.
- Surface Preparation: Sand the damaged area with 180-220 grit sandpaper to remove damaged resin and roughen the surface for bonding.
- Edge Preparation: Taper the edges of the damaged zone to create a smooth transition for the repair patch.
Example: The technician sanded a 10 cm diameter area around the dent, feathering the edges to avoid stress concentrations.
Mind Map: Preparation for Repair
Step 3: Repair Material Selection
- Patch Material: Use pre-impregnated (prepreg) carbon fiber fabric matching the original layup (e.g., unidirectional and woven layers).
- Resin System: Select compatible epoxy resin with appropriate curing temperature and mechanical properties.
Example: A 3-layer carbon fiber prepreg patch was chosen to restore the hood’s stiffness and strength.
Mind Map: Repair Material Selection
Step 4: Repair Process
- Layup: Cut the patch layers to size, matching fiber orientation.
- Vacuum Bagging: Place the patch on the prepared area, cover with release film and breather, then vacuum bag to consolidate.
- Curing: Cure the repair under recommended temperature and pressure (e.g., 80°C for 2 hours).
Example: Vacuum bagging ensured uniform pressure and void-free consolidation, restoring structural integrity.
Mind Map: Repair Process
Step 5: Post-Repair Finishing
- Trimming: Remove excess patch material and sand to blend with original surface.
- Surface Coating: Apply primer and paint to match vehicle color and protect repair.
- Inspection: Conduct final visual and NDT inspections to verify repair quality.
Example: The repaired area was indistinguishable from the original hood after painting, with no signs of delamination.
Mind Map: Post-Repair Finishing
Summary of Best Practices
- Always perform thorough damage assessment using both visual and NDT methods.
- Prepare the repair area meticulously to ensure strong bonding.
- Match patch materials and fiber orientations to the original layup.
- Use vacuum bagging and controlled curing to achieve void-free repairs.
- Finish repairs with proper surface treatments to restore aesthetics and protect against environmental damage.
Additional Practical Example
Scenario: Repairing a hail-damaged composite hood on an electric vehicle.
- Damage: Multiple small dents with minor surface cracking.
- Approach: Localized resin injection combined with micro-patch layups.
- Outcome: Restored structural integrity with minimal weight addition and no visible surface defects.
This case highlights the flexibility of composite repair techniques tailored to damage severity and location.
This case study demonstrates how structural engineers, materials scientists, and design engineers can collaborate effectively to restore composite automotive components, ensuring safety, performance, and longevity.
8.5 Practical Example: Step-by-Step Guide to Composite Panel Repair in Aerospace
Repairing composite panels in aerospace applications requires precision, adherence to strict standards, and understanding of the composite material behavior. This guide walks through a typical repair process with detailed steps, best practices, and illustrative mind maps.
Step 1: Damage Assessment and Inspection
- Visual Inspection: Identify visible cracks, delamination, fiber breakage, or matrix cracking.
- Non-Destructive Testing (NDT): Use ultrasonic testing or thermography to detect subsurface damage.
- Damage Categorization: Classify damage as minor, moderate, or severe to determine repair approach.
Mind Map: Damage Assessment Process
Step 2: Preparation for Repair
- Surface Cleaning: Remove contaminants such as grease, dirt, and release agents using approved solvents.
- Damage Area Marking: Outline the repair zone with reference to damage boundaries plus a safety margin.
- Material Gathering: Select repair materials matching original composite properties (e.g., carbon fiber prepregs, epoxy resin).
Example:
For a carbon fiber/epoxy panel, use compatible epoxy resin and carbon fiber fabric with similar weave and thickness.
Step 3: Removal of Damaged Material
- Cut-Out: Carefully remove damaged composite layers using precision cutting tools (e.g., oscillating saw, rotary tool).
- Avoid Further Damage: Use guides and templates to maintain panel integrity.
Mind Map: Removal Process
Step 4: Surface Preparation
- Sanding: Lightly sand the repair area to promote adhesion.
- Cleaning: Remove sanding dust and residues.
- Drying: Ensure the surface is dry before proceeding.
Step 5: Lay-Up and Repair Application
- Layering: Apply composite plies in the correct fiber orientation matching the original layup.
- Resin Application: Impregnate each ply with resin, ensuring no air entrapment.
- Vacuum Bagging: Use vacuum bagging to consolidate the repair and remove excess resin.
Example:
If the original panel used a quasi-isotropic layup [0°, +45°, -45°, 90°], replicate the sequence in the repair.
Step 6: Curing Process
- Temperature and Time: Follow manufacturer’s curing cycle (e.g., 120°C for 2 hours).
- Autoclave or Oven: Use appropriate curing equipment to ensure uniform temperature and pressure.
Step 7: Post-Cure Inspection
- Visual Check: Confirm repair surface quality.
- NDT: Repeat ultrasonic or thermography to verify repair integrity.
- Dimensional Check: Ensure panel dimensions meet specifications.
Step 8: Finishing
- Sanding and Painting: Smooth the repair area and apply protective coatings.
- Documentation: Record repair details, materials used, and inspection results.
Summary Mind Map: Composite Panel Repair Workflow
Additional Tips and Best Practices
- Always consult the aircraft manufacturer’s repair manual and comply with regulatory standards (e.g., FAA, EASA).
- Use certified materials and tools specific for aerospace composites.
- Maintain a clean, controlled environment to avoid contamination.
- Train personnel thoroughly on composite repair techniques.
Real-World Example
A commercial aircraft experienced impact damage on a carbon fiber fuselage panel. The repair team:
- Conducted ultrasonic testing to map delamination.
- Removed the damaged area with a 25 mm safety margin.
- Prepared the surface and applied a 6-ply carbon fiber patch matching the original layup.
- Cured the repair in an autoclave at 120°C and 0.7 MPa pressure for 2 hours.
- Verified repair quality with ultrasonic inspection and dimensional checks.
- Completed finishing and returned the aircraft to service with full documentation.
This method restored structural integrity while minimizing weight addition and downtime.
This step-by-step guide ensures structural engineers and materials scientists can approach composite panel repairs with confidence, leveraging best practices and practical examples for aerospace applications.
9. Sustainability and Environmental Impact
9.1 Lifecycle Assessment of Composite Materials
Lifecycle Assessment (LCA) is a systematic approach to evaluating the environmental impacts associated with all stages of a product’s life, from raw material extraction through manufacturing, use, and disposal or recycling. For composite materials, LCA is especially critical due to the complexity of their constituents and manufacturing processes.
What is Lifecycle Assessment (LCA)?
- Definition: A technique to assess environmental impacts associated with all the stages of a product’s life.
- Goal: Identify opportunities to improve environmental performance.
- Scope: Includes raw material sourcing, manufacturing, transportation, use phase, and end-of-life.
Importance of LCA in Composite Materials
- Composites often combine fibers (carbon, glass, aramid) and polymer matrices, each with different environmental footprints.
- Manufacturing processes can be energy-intensive.
- End-of-life disposal or recycling is challenging.
- Helps engineers and designers make informed decisions balancing performance and sustainability.
Mind Map: Lifecycle Stages of Composite Materials
Environmental Impact Categories in LCA
- Energy Consumption: Total energy used during production and processing.
- Greenhouse Gas Emissions: CO2 equivalent emissions from raw materials and manufacturing.
- Resource Depletion: Use of non-renewable resources like petroleum-based resins.
- Waste Generation: Scrap and offcuts during manufacturing.
- Toxicity: Emissions of volatile organic compounds (VOCs) and hazardous substances.
Practical Example: LCA of Carbon Fiber Reinforced Polymer (CFRP) vs. Aluminum in Automotive Door Panels
| Aspect | CFRP Door Panel | Aluminum Door Panel |
|---|---|---|
| Raw Material Energy | High energy for carbon fiber production | Moderate energy for aluminum mining |
| Manufacturing Energy | Moderate to high (curing, lay-up) | Moderate (casting, forming) |
| Weight | ~40% lighter than aluminum | Heavier |
| Use Phase Fuel Savings | Significant due to weight reduction | Moderate |
| End-of-Life Disposal | Challenging recycling | Easier recycling |
Insight: Despite higher initial energy input for CFRP, the lighter weight leads to fuel savings during vehicle use, potentially offsetting the initial environmental cost over the vehicle’s lifetime.
Mind Map: Factors Affecting LCA Outcomes
Best Practices for Conducting LCA on Composite Materials
- Define Clear Boundaries: Decide which lifecycle stages to include.
- Use Accurate Data: Source up-to-date and region-specific data for materials and processes.
- Consider Functional Unit: Base comparisons on equivalent performance or function.
- Include Use Phase: Account for benefits from lightweight design, such as fuel savings.
- Evaluate End-of-Life Options: Explore recycling technologies to reduce landfill impact.
Example: Simplified LCA Workflow for a Composite Aerospace Panel
- Goal Definition: Assess environmental impact of a carbon fiber panel vs. aluminum.
- Inventory Analysis: Collect data on raw materials, energy use, emissions.
- Impact Assessment: Calculate energy consumption, GHG emissions, waste.
- Interpretation: Identify stages with highest impact and opportunities for improvement.
Summary
Lifecycle Assessment is an essential tool for structural engineers and materials scientists to understand and mitigate the environmental impacts of composite materials. By integrating LCA early in the design process, teams can optimize material selection, manufacturing methods, and end-of-life strategies to achieve sustainable lightweight structural designs.
9.2 Recycling Technologies for Fiber-Reinforced Composites
Fiber-reinforced composites (FRCs) are widely used in aerospace, automotive, and materials industries due to their exceptional strength-to-weight ratios. However, their recycling poses significant challenges because of the complex matrix-fiber bonding and diverse material combinations. This section explores state-of-the-art recycling technologies, their processes, advantages, limitations, and practical examples.
Overview of Recycling Challenges for FRCs
- Complex heterogeneous structure: fibers embedded in polymer matrix
- Difficulty separating fibers without degrading properties
- Variability in composite types (thermoset vs thermoplastic matrices)
- Environmental and economic considerations
Mind Map: Recycling Challenges for Fiber-Reinforced Composites
Main Recycling Technologies
-
Mechanical Recycling
- Process: Grinding/shredding composite waste into small particles
- Output: Composite powder or flakes used as fillers or reinforcement in lower-grade applications
- Advantages: Simple, low cost
- Limitations: Fiber length and strength significantly reduced
-
Thermal Recycling (Pyrolysis and Fluidized Bed)
- Pyrolysis: Heating composite in absence of oxygen to decompose matrix and recover fibers
- Fluidized Bed: Combustion-like process that removes matrix and recovers fibers
- Advantages: Fiber recovery with reasonable mechanical properties
- Limitations: Energy intensive, possible fiber surface damage
-
Chemical Recycling (Solvolysis)
- Process: Using solvents or supercritical fluids to dissolve polymer matrix
- Output: Clean fibers and reusable resin components
- Advantages: High-quality fiber recovery, potential resin reuse
- Limitations: Complex, costly, solvent handling issues
-
Emerging Methods
- Microwave-assisted recycling
- Enzymatic degradation
- Supercritical fluid extraction
Mind Map: Recycling Technologies for FRCs
Practical Examples
Example 1: Mechanical Recycling in Automotive Industry
- End-of-life automotive parts shredded into flakes
- Flakes used as filler in injection-molded plastic parts
- Cost-effective but limited to non-structural applications due to reduced fiber length
Example 2: Pyrolysis for Carbon Fiber Recovery in Aerospace
- Aerospace scrap subjected to pyrolysis at ~500°C in inert atmosphere
- Carbon fibers recovered with ~80-90% of original tensile strength
- Reused in secondary aerospace components and sporting goods
Example 3: Chemical Recycling of Thermoset Composites
- Use of supercritical methanol to dissolve epoxy matrix
- Fibers recovered cleanly with minimal damage
- Resin components partially recovered and reused
- Demonstrated in pilot-scale recycling plants
Best Practices for Implementing Recycling
- Design for recyclability: use thermoplastic matrices where possible
- Segregate composite waste by type for optimized recycling
- Combine mechanical and chemical methods for improved fiber quality
- Collaborate with recycling specialists early in design phase
Mind Map: Best Practices for FRC Recycling
Summary
Recycling fiber-reinforced composites is essential for sustainable lightweight structural design. While mechanical recycling offers low-cost solutions, thermal and chemical processes provide higher quality fiber recovery suitable for demanding applications. Emerging technologies promise further improvements. Integrating recycling considerations early in design and manufacturing can significantly enhance environmental and economic outcomes.
References and Further Reading
- Pickering, S. J. (2016). Recycling technologies for thermoset composite materials—current status. Composites Part A: Applied Science and Manufacturing.
- Das, M., & Varughese, S. (2020). Advances in recycling of fiber reinforced composites. Journal of Cleaner Production.
- Ashori, A. (2021). Recycling of fiber-reinforced composites: Challenges and opportunities. Materials Today.
9.3 Bio-Based and Sustainable Composite Materials
Bio-based and sustainable composite materials are gaining significant traction in aerospace, automotive, and materials science due to increasing environmental concerns and regulatory pressures. These materials aim to reduce dependency on petroleum-based products, lower carbon footprints, and promote circular economy principles without compromising mechanical performance.
What Are Bio-Based Composites?
Bio-based composites are materials where the matrix, the reinforcement, or both are derived from renewable biological sources. These include natural fibers, bio-resins, and biodegradable polymers.
Key Components:
- Natural Fibers: Flax, hemp, jute, sisal, kenaf, coir
- Bio-Based Resins: Polylactic acid (PLA), bio-epoxy, bio-polyesters
- Hybrid Systems: Combining natural fibers with synthetic resins or vice versa
Mind Map: Components of Bio-Based Composites
Advantages of Bio-Based Composites
- Renewable and abundant raw materials
- Lower environmental impact and carbon footprint
- Potential for biodegradability and recyclability
- Lightweight with good mechanical properties
- Cost-effective in some applications due to local availability
Challenges
- Moisture absorption leading to dimensional instability
- Variability in fiber quality and properties
- Lower thermal resistance compared to synthetic composites
- Processing challenges and compatibility issues
Mind Map: Advantages and Challenges
Examples of Bio-Based Composite Applications
-
Automotive Interior Panels:
- Use of flax fiber reinforced bio-epoxy composites for door panels and dashboards reduces weight and improves sustainability.
- Example: BMW i3 uses natural fiber composites in door panels, reducing weight by 30% compared to conventional materials.
-
Aerospace Interior Components:
- Natural fiber composites used in non-structural interior parts such as seat backs and cabin panels.
- Example: Airbus has tested flax fiber composites for lightweight cabin interior parts, achieving significant weight savings.
-
Sporting Goods:
- Bio-based composites in bicycle frames, tennis rackets, and helmets.
- Example: A bicycle manufacturer uses hemp fiber reinforced PLA composites for eco-friendly frames.
-
Packaging and Consumer Goods:
- Biodegradable composites used in packaging materials to reduce plastic waste.
Mind Map: Application Areas
Best Practices for Designing with Bio-Based Composites
- Material Characterization: Thoroughly test natural fibers for mechanical properties and moisture absorption.
- Surface Treatment: Use fiber treatments (alkaline, silane coupling agents) to improve fiber-matrix adhesion.
- Hybridization: Combine natural fibers with synthetic fibers or bio-resins with synthetic resins to optimize performance.
- Moisture Control: Design for environmental exposure and apply protective coatings or barriers.
- Process Optimization: Adjust manufacturing parameters (temperature, pressure) to accommodate bio-material sensitivities.
Practical Example: Designing a Lightweight Automotive Door Panel Using Flax Fiber Bio-Composite
- Step 1: Select flax fibers for reinforcement due to high strength-to-weight ratio and local availability.
- Step 2: Choose bio-epoxy resin for matrix to ensure bio-based content and good mechanical properties.
- Step 3: Treat fibers with silane coupling agent to enhance bonding.
- Step 4: Manufacture panel using vacuum-assisted resin transfer molding (VARTM) to ensure uniform resin distribution.
- Step 5: Test panel for tensile strength, impact resistance, and moisture uptake.
- Outcome: Achieved 25% weight reduction compared to conventional glass fiber panels with comparable strength.
Summary
Bio-based and sustainable composite materials present a promising path toward greener, lightweight structural designs. By understanding their components, advantages, challenges, and applications, engineers and materials scientists can effectively integrate these materials into aerospace, automotive, and other high-performance sectors while advancing sustainability goals.
9.4 Regulatory and Environmental Compliance in Composite Manufacturing
Ensuring regulatory and environmental compliance in composite manufacturing is critical for sustainable development, legal adherence, and market acceptance. This section explores the key regulations, environmental standards, and best practices that structural engineers, materials scientists, and design engineers must consider when working with advanced composites.
Key Regulatory Frameworks
-
REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals)
- Governs chemical substances used in composites within the EU.
- Ensures safe use and restricts hazardous substances.
-
RoHS (Restriction of Hazardous Substances Directive)
- Limits use of specific hazardous materials in electrical and electronic equipment.
- Relevant for composites used in automotive and aerospace electronics housing.
-
EPA (Environmental Protection Agency) Regulations
- Covers emissions, waste management, and chemical handling in the US.
- Includes Clean Air Act and Clean Water Act impacting composite manufacturing plants.
-
OSHA (Occupational Safety and Health Administration)
- Ensures workplace safety, including handling of resins, fibers, and curing agents.
-
ISO Standards
- ISO 14001: Environmental management systems.
- ISO 9001: Quality management systems.
- ISO 45001: Occupational health and safety.
Environmental Compliance Considerations
-
Emissions Control
- Volatile Organic Compounds (VOCs) from resin curing.
- Use of low-VOC or VOC-free resins as best practice.
-
Waste Management
- Proper disposal and recycling of composite scrap.
- Handling hazardous waste such as solvents and catalysts.
-
Energy Efficiency
- Optimizing curing cycles to reduce energy consumption.
- Use of renewable energy sources in manufacturing.
-
Water Usage and Contamination
- Minimizing water use in cleaning and cooling.
- Preventing contamination of water bodies with chemicals.
Mind Map: Regulatory and Environmental Compliance Overview
Best Practices for Compliance
-
Material Safety Data Sheet (MSDS) Management
- Maintain up-to-date MSDS for all composite materials.
- Train staff on chemical hazards and emergency procedures.
-
Implementing Environmental Management Systems (EMS)
- Adopt ISO 14001 to systematically manage environmental responsibilities.
- Regular audits and continuous improvement.
-
Use of Sustainable Materials
- Incorporate bio-based resins and recycled fibers where feasible.
-
Emission Reduction Techniques
- Use closed molding processes like Resin Transfer Molding (RTM) to reduce VOC emissions.
-
Waste Minimization and Recycling Programs
- Establish protocols for collecting and recycling composite offcuts.
- Partner with recycling firms specializing in composite materials.
-
Energy Efficient Manufacturing
- Optimize curing schedules and use energy-efficient ovens.
-
Compliance Documentation and Reporting
- Maintain records for regulatory inspections.
- Report emissions and waste as required by law.
Practical Example: Compliance in an Automotive Composite Manufacturing Plant
Scenario: An automotive supplier producing carbon fiber composite door panels implements a compliance program.
- Challenge: Managing VOC emissions from epoxy resin curing and ensuring worker safety.
- Actions Taken:
- Switched to a low-VOC epoxy resin system.
- Installed advanced air filtration and VOC capture systems.
- Conducted OSHA-compliant training for all employees handling chemicals.
- Implemented ISO 14001 EMS to monitor environmental impact.
- Established a recycling program for composite scrap with a local recycler.
- Outcome:
- Reduced VOC emissions by 60%.
- Achieved zero non-compliance incidents in annual audits.
- Improved worker safety and reduced health-related absences.
Mind Map: Compliance Implementation Workflow
By integrating regulatory and environmental compliance into the composite manufacturing process, engineers and scientists not only ensure legal adherence but also promote sustainable innovation, worker safety, and product quality. This holistic approach is essential for the future of lightweight structural design across aerospace, automotive, and materials industries.
9.5 Practical Example: Using Recycled Carbon Fibers in Automotive Structural Components
Introduction
The automotive industry is increasingly adopting recycled carbon fibers (rCF) to reduce environmental impact and production costs while maintaining high performance in structural components. This practical example explores the integration of recycled carbon fibers into automotive structural parts, highlighting best practices, challenges, and real-world applications.
Mind Map: Key Considerations for Using Recycled Carbon Fibers in Automotive Components
Step 1: Understanding Recycled Carbon Fiber Properties
Recycled carbon fibers typically have shorter fiber lengths and slightly reduced mechanical properties compared to virgin fibers. However, when properly processed and integrated, they can still meet the performance requirements for many automotive structural components.
Example:
- Virgin carbon fiber tensile strength: ~4000 MPa
- Recycled carbon fiber tensile strength: ~2500-3000 MPa
Best Practice: Characterize the recycled fiber batch thoroughly to understand fiber length distribution and mechanical properties before design.
Step 2: Selecting Appropriate Recycling Method
- Mechanical Grinding: Produces chopped fibers; suitable for injection molding.
- Pyrolysis: Removes resin, preserving longer fibers; ideal for reuse in prepregs or laminates.
- Solvolysis: Chemical process that recovers fibers with minimal damage.
Example: Automotive supplier uses pyrolysis to recover fibers for compression molded structural parts.
Best Practice: Choose recycling method based on target component manufacturing process and required fiber quality.
Step 3: Manufacturing Process Adaptation
- Compression Molding: Well-suited for rCF composites with short fibers.
- RTM: Can use recycled fibers in mats or fabrics.
- Injection Molding: Enables complex shapes using chopped rCF reinforced thermoplastics.
Example: A door inner panel manufactured by compression molding a mixture of recycled carbon fiber and thermoset resin achieves 20% weight reduction compared to steel.
Best Practice: Optimize fiber orientation and resin content to compensate for shorter fiber length.
Step 4: Design Integration
- Account for slightly lower mechanical properties by adjusting thickness or fiber volume fraction.
- Use hybrid designs combining recycled carbon fiber with virgin fibers in critical load areas.
- Implement finite element analysis (FEA) to validate structural performance.
Example: Hybrid composite bumper beam with recycled carbon fiber core and virgin carbon fiber outer layers for impact resistance.
Best Practice: Use simulation tools early in the design phase to optimize material distribution.
Step 5: Quality Control and Testing
- Perform tensile, compression, and fatigue tests on prototype parts.
- Use ultrasonic C-scan or thermography to detect voids or delamination.
- Monitor fiber length and distribution consistency batch-to-batch.
Example: An automotive manufacturer implements NDT inspection on rCF battery enclosure components to ensure structural integrity.
Best Practice: Establish strict quality control protocols tailored for recycled fiber variability.
Step 6: Environmental and Cost Benefits
- Lifecycle assessment shows up to 30% reduction in carbon footprint compared to virgin carbon fiber parts.
- Material cost savings of 20-40% depending on recycling process and scale.
Example: A midsize electric vehicle reduces overall vehicle weight by 10 kg using rCF structural components, improving range and sustainability.
Best Practice: Communicate environmental benefits to stakeholders and customers to support adoption.
Summary Table: Comparison of Virgin vs. Recycled Carbon Fiber in Automotive Components
| Aspect | Virgin Carbon Fiber | Recycled Carbon Fiber | Notes |
|---|---|---|---|
| Tensile Strength | ~4000 MPa | ~2500-3000 MPa | Slightly reduced but acceptable |
| Fiber Length | Continuous or long fibers | Shorter fibers | Affects mechanical properties |
| Cost | High | Lower | Significant material cost savings |
| Environmental Impact | Higher carbon footprint | Reduced carbon footprint | Supports sustainability goals |
| Manufacturing Methods | Wide range | Limited to certain processes | Needs process adaptation |
Final Thoughts
Using recycled carbon fibers in automotive structural components is a promising approach to achieve lightweight design goals while reducing environmental impact and cost. By carefully selecting recycling methods, adapting manufacturing processes, and integrating design best practices, engineers can successfully leverage rCF to produce high-performance, sustainable automotive parts.
Additional Resources
- SAE Technical Papers on recycled carbon fiber applications
- Industry case studies from automotive OEMs
- Lifecycle assessment tools for composite materials
This practical example demonstrates how structural engineers, materials scientists, and design engineers can collaborate to incorporate recycled carbon fibers effectively into automotive lightweight structural design.
10. Case Studies and Industry Applications
10.1 Aerospace: Lightweight Composite Structures in Commercial Aircraft
Lightweight composite structures have revolutionized the aerospace industry by enabling significant weight reductions, improved fuel efficiency, and enhanced performance. Commercial aircraft manufacturers increasingly rely on advanced composites such as carbon fiber reinforced polymers (CFRPs) to replace traditional aluminum alloys in key structural components.
Importance of Lightweight Composites in Aerospace
- Weight Reduction: Directly reduces fuel consumption and emissions.
- High Strength-to-Weight Ratio: Composites provide superior mechanical properties compared to metals.
- Corrosion Resistance: Enhances durability and reduces maintenance costs.
- Design Flexibility: Allows complex geometries and integrated structures.
Key Composite Applications in Commercial Aircraft
- Fuselage sections
- Wing structures (spars, skins, ribs)
- Tail assemblies
- Engine nacelles
- Interior components
Mind Map: Benefits of Lightweight Composite Structures in Aerospace
Best Practices in Designing Composite Aerospace Structures
- Material Selection: Choose fiber and matrix combinations optimized for strength, stiffness, and environmental resistance.
- Layup Design: Tailor fiber orientations to load paths for maximum efficiency.
- Manufacturing Process Control: Use automated fiber placement (AFP) and resin transfer molding (RTM) for precision and repeatability.
- Structural Analysis: Employ finite element analysis (FEA) with composite-specific failure criteria.
- Testing & Validation: Implement rigorous non-destructive testing (NDT) and fatigue testing.
Practical Example: Boeing 787 Dreamliner Fuselage
The Boeing 787 Dreamliner is a flagship example of composite integration in commercial aircraft.
- Composite Content: Approximately 50% by weight, primarily carbon fiber reinforced epoxy.
- Fuselage: Made from large composite barrel sections, replacing traditional aluminum.
- Benefits Achieved: 20% weight reduction compared to conventional designs, leading to 15% better fuel efficiency.
Design Highlights:
- Use of co-cured and co-bonded composite panels for fewer joints.
- Integration of stringers and frames into monolithic composite sections.
Mind Map: Boeing 787 Composite Fuselage Design
Additional Examples
- Airbus A350 XWB: Uses over 50% composites by weight, including carbon fiber reinforced plastics for wings and fuselage.
- Embraer E2 Series: Incorporates composites in wing structures to optimize weight and stiffness.
Challenges and Solutions
| Challenge | Solution | Example |
|---|---|---|
| Delamination and impact damage | Use toughened resin systems and sandwich cores | Honeycomb core panels in wing skins |
| Joining composites to metals | Hybrid joining techniques (adhesive + mechanical) | Joining CFRP fuselage to aluminum frames |
| Inspection difficulties | Advanced NDT methods (ultrasonics, thermography) | Routine wing panel inspections |
Mind Map: Challenges in Aerospace Composite Structures
Summary
Lightweight composite structures in commercial aircraft provide transformative benefits in performance, efficiency, and durability. Through careful material selection, design optimization, and advanced manufacturing, aerospace engineers can create safer, lighter, and more efficient aircraft. The Boeing 787 Dreamliner serves as a benchmark example demonstrating how composites have reshaped modern aerospace structural design.
10.2 Automotive: Electric Vehicle Battery Enclosures Using Advanced Composites
Electric vehicles (EVs) have transformed the automotive landscape, with battery technology at their core. One critical component ensuring battery safety, performance, and longevity is the battery enclosure. Advanced composites offer an exceptional solution to meet the demanding requirements of EV battery enclosures by providing lightweight, high-strength, and thermally efficient structures.
Why Use Advanced Composites for EV Battery Enclosures?
- Weight Reduction: Composites like carbon fiber reinforced polymers (CFRP) significantly reduce enclosure weight compared to metals, improving vehicle range and efficiency.
- High Strength and Impact Resistance: Protects battery cells from mechanical damage during crashes or road debris impact.
- Thermal Management: Certain composites can be engineered for improved thermal conductivity or integrated with phase change materials to manage battery temperature.
- Corrosion Resistance: Unlike metals, composites resist corrosion, enhancing durability.
- Design Flexibility: Allows complex geometries and integration of multifunctional features.
Key Design Considerations
- Structural Integrity: Must withstand crash forces and vibrations.
- Thermal Performance: Must dissipate heat effectively to avoid battery overheating.
- Electrical Insulation: Prevent short circuits and electrical hazards.
- Manufacturability: Processes must be scalable and cost-effective.
- Repairability and Maintenance: Consider ease of inspection and repair.
Mind Map: Design Requirements for EV Battery Enclosures
Common Composite Materials Used
- Carbon Fiber Reinforced Polymers (CFRP): High strength-to-weight ratio, excellent stiffness.
- Glass Fiber Reinforced Polymers (GFRP): Cost-effective, good impact resistance.
- Hybrid Composites: Combining carbon and glass fibers for balanced performance and cost.
- Thermoplastic Composites: Faster processing and recyclability advantages.
Manufacturing Techniques
- Resin Transfer Molding (RTM): Suitable for complex shapes with good surface finish.
- Automated Fiber Placement (AFP): Precise fiber orientation for optimized strength.
- Compression Molding: High volume production with thermoplastics.
Practical Example: Designing a Carbon Fiber Battery Enclosure for a Mid-Range EV
- Objective: Reduce enclosure weight by 40% compared to aluminum while maintaining crash safety.
- Material Selection: CFRP with epoxy resin for high stiffness and impact resistance.
- Design Approach: Use finite element analysis (FEA) to simulate crash scenarios and optimize laminate stacking sequence.
- Thermal Management: Integrate thin aluminum heat spreaders bonded inside the composite shell.
- Manufacturing: Use RTM for consistent quality and cost control.
- Outcome: Achieved 38% weight reduction, passed all crash tests, and improved battery thermal stability by 15%.
Mind Map: Workflow for Composite EV Battery Enclosure Development
Additional Examples
- Tesla Model S Battery Enclosure: Utilizes aluminum and composite hybrid structures to balance cost and weight.
- BMW i3: Employs CFRP extensively in the vehicle structure, including battery housing, achieving significant weight savings.
- Rivian R1T: Uses advanced composites for battery enclosures to enhance off-road durability and reduce weight.
Best Practices
- Early integration of composite design with battery thermal and electrical systems.
- Use of multi-disciplinary optimization tools combining structural, thermal, and electrical simulations.
- Collaboration between materials scientists, structural engineers, and manufacturing teams to ensure design feasibility.
- Incorporation of non-destructive testing (NDT) methods during production for quality assurance.
Advanced composites are revolutionizing EV battery enclosure design by enabling lightweight, safe, and thermally efficient solutions. Through thoughtful material selection, design optimization, and manufacturing innovation, engineers can significantly enhance EV performance and sustainability.
10.3 Materials Science: Development of Next-Generation Composite Materials
The development of next-generation composite materials is a critical frontier in materials science, aiming to push the boundaries of performance, sustainability, and multifunctionality in aerospace, automotive, and other advanced engineering fields. This section explores the latest advances, design strategies, and practical examples that illustrate how these materials are revolutionizing lightweight structural design.
Key Focus Areas in Next-Generation Composite Development
Fiber Innovations
Carbon Nanotubes (CNTs): CNTs offer exceptional tensile strength and electrical conductivity. When integrated into polymer matrices, they enhance mechanical properties and enable multifunctional composites.
Example: Researchers developed a CNT-reinforced epoxy composite for aerospace panels, achieving a 30% increase in tensile strength and enabling embedded strain sensing capabilities.
Graphene: Known for its outstanding strength and thermal conductivity, graphene is being incorporated as nanosheets or flakes to improve toughness and heat dissipation.
Example: Automotive manufacturers are experimenting with graphene-enhanced composites for brake components, reducing weight while improving thermal management.
Basalt Fibers: Derived from volcanic rock, basalt fibers provide a cost-effective, environmentally friendly alternative to glass fibers with superior chemical resistance.
Example: Basalt fiber composites are being used in automotive underbody shields, offering improved durability and weight savings.
Matrix Advancements
Bio-based Resins: To reduce environmental impact, bio-based epoxy and polyester resins derived from renewable resources are gaining traction.
Example: A sports car manufacturer replaced traditional epoxy with bio-based resin in carbon fiber body panels, maintaining performance while reducing carbon footprint.
High-Temperature Polymers: Polymers like polyimides and bismaleimides enable composites to withstand extreme aerospace environments.
Example: Next-gen jet engine components use polyimide matrix composites to sustain high thermal loads without degradation.
Self-Healing Polymers: These matrices can autonomously repair microcracks, extending service life.
Example: Experimental UAV wings with self-healing resin matrices demonstrated improved durability after impact damage.
Hybrid Systems
Multi-scale Composites: Combining nano-, micro-, and macro-scale reinforcements to synergistically enhance mechanical and functional properties.
Example: An aerospace fuselage panel combining carbon fibers with graphene nanoplatelets showed improved impact resistance and electrical conductivity.
Nano-Micro Hybrid Reinforcements: Embedding nanoparticles alongside traditional fibers to improve toughness and fatigue resistance.
Example: Automotive suspension arms reinforced with carbon fibers and silica nanoparticles exhibited a 20% increase in fatigue life.
Functionalization
Embedded Sensors: Integration of fiber optic or piezoelectric sensors within composites enables real-time structural health monitoring.
Example: Composite helicopter rotor blades with embedded fiber optic sensors detect strain and damage during flight, enhancing safety.
Conductive Composites: Adding conductive fillers to enable electromagnetic interference (EMI) shielding or lightning strike protection.
Example: Aircraft radomes use carbon nanotube-infused composites to provide EMI shielding without adding weight.
Shape Memory Materials: Composites that can change shape in response to stimuli for adaptive structures.
Example: Automotive adaptive spoilers made from shape memory polymer composites adjust aerodynamic profiles dynamically.
Sustainability
Recyclable Composites: Development of thermoplastic composites and chemically recyclable thermosets to facilitate end-of-life material recovery.
Example: A leading automotive OEM implemented thermoplastic carbon fiber composites for interior panels, enabling recycling and reuse.
Renewable Fibers: Natural fibers like flax, hemp, and jute are being explored as reinforcements for lightweight, eco-friendly composites.
Example: Interior door panels in electric vehicles utilize flax fiber composites, achieving weight reduction and sustainability goals.
Lifecycle Assessment: Comprehensive evaluation of environmental impacts guides material selection and design.
Example: Aerospace companies conduct cradle-to-grave analyses to optimize composite manufacturing and disposal strategies.
Summary
The development of next-generation composite materials is a multidisciplinary effort combining innovations in fibers, matrices, hybridization, functionalization, and sustainability. By integrating these advances, structural engineers and materials scientists can design lightweight, high-performance, and environmentally responsible structures.
Practical Example: Designing a Next-Gen Composite Automotive Hood
- Objective: Reduce weight by 25% while maintaining impact resistance.
- Material Choice: Hybrid composite with carbon fibers and basalt fibers in a bio-based epoxy matrix.
- Manufacturing: Resin Transfer Molding with embedded piezoelectric sensors for damage detection.
- Outcome: Achieved weight reduction, enhanced durability, and real-time health monitoring capability.
This example illustrates how combining multiple next-generation composite strategies leads to superior lightweight structural components.
10.4 Cross-Industry Innovations and Collaborative Design Approaches
In the realm of advanced composites and lightweight structural design, cross-industry innovations and collaborative design approaches have become pivotal in accelerating development, reducing costs, and enhancing performance. By leveraging knowledge and technologies from aerospace, automotive, and materials science sectors, engineers and scientists can create synergistic solutions that push the boundaries of what composite materials can achieve.
Why Cross-Industry Collaboration Matters
- Shared Challenges: Lightweighting, durability, and cost-efficiency are common goals across industries.
- Technology Transfer: Innovations in one sector can be adapted and optimized for others.
- Resource Optimization: Pooling expertise, tools, and testing facilities reduces duplication.
- Accelerated Innovation: Collaborative R&D shortens development cycles.
Key Areas of Cross-Industry Innovation
Collaborative Design Approaches Explained
-
Digital Twin Technology
- Creating virtual replicas of composite structures to simulate performance under various conditions.
- Example: Aerospace companies use digital twins to predict fatigue life; automotive designers adapt these models to optimize crash performance.
-
AI-Driven Material Selection and Optimization
- Machine learning algorithms analyze vast datasets from different industries to recommend optimal composite layups and materials.
- Example: A materials scientist develops an AI tool trained on aerospace and automotive data to suggest hybrid composites balancing cost and strength.
-
Multi-Disciplinary Teams
- Bringing together structural engineers, materials scientists, and design engineers from different sectors to co-develop solutions.
- Example: An automotive OEM partners with aerospace experts to design a lightweight roof structure using aerospace-grade composites.
Practical Examples of Cross-Industry Innovations
-
Example 1: Aerospace-Inspired Crash Structures in Automotive Design
- Automotive engineers adapted aerospace composite sandwich panel designs to create energy-absorbing crash boxes.
- Resulted in a 15% weight reduction while maintaining safety standards.
-
Example 2: Bio-Based Resins from Materials Science for Automotive Interiors
- Materials scientists developed bio-based epoxy resins initially for aerospace applications.
- Automotive designers incorporated these resins into interior panels, improving sustainability without sacrificing durability.
-
Example 3: Structural Health Monitoring (SHM) Systems Across Industries
- SHM sensors and data analytics developed for aircraft wings are now used in automotive composite chassis to monitor fatigue in real-time.
Mind Map: Collaborative Design Workflow
Best Practices for Successful Cross-Industry Collaboration
- Establish clear communication channels and shared terminology.
- Use integrated digital platforms for design and data sharing.
- Encourage knowledge exchange workshops and joint training.
- Align goals early to balance innovation with practical constraints.
- Document lessons learned to build organizational memory.
By embracing cross-industry innovations and collaborative design approaches, structural engineers, materials scientists, and design engineers can unlock new potentials in advanced composites and lightweight structural design, driving forward the next generation of high-performance, sustainable structures.
10.5 Practical Example: Designing a Lightweight Composite Drone Frame for Enhanced Flight Efficiency
Designing a lightweight composite drone frame is a quintessential example of applying advanced composites and lightweight structural design principles to achieve superior flight performance, longer endurance, and improved payload capacity. This section walks through the design process, material selection, structural analysis, manufacturing considerations, and testing, with integrated best practices and illustrative mind maps.
Step 1: Defining Design Objectives and Constraints
- Flight Efficiency: Maximize flight time by minimizing weight while maintaining structural integrity.
- Payload Capacity: Support necessary sensors, cameras, or delivery payloads.
- Durability: Resistance to impact, vibration, and environmental exposure.
- Manufacturability: Feasible with available composite manufacturing techniques.
Step 2: Material Selection
Best Practice: Select composite materials balancing stiffness, strength, and weight.
- Carbon Fiber Reinforced Polymer (CFRP): High stiffness-to-weight ratio, excellent fatigue resistance.
- Glass Fiber Composites: Cost-effective, moderate strength, heavier than carbon fiber.
- Hybrid Composites: Combining carbon and glass fibers for cost-performance balance.
Example: Use unidirectional carbon fiber prepregs for arms (high stiffness), and woven carbon fiber for the central body for impact resistance.
Step 3: Structural Design and Analysis
- Geometry: Optimize arm thickness and cross-section to reduce weight while maintaining rigidity.
- Load Cases: Consider thrust forces, vibrations, and landing impacts.
- Simulation: Use Finite Element Analysis (FEA) to identify stress concentrations and optimize layup sequences.
Best Practice: Apply Classical Laminate Theory to design ply orientations for maximum strength in load directions.
Example: Orient carbon fiber plies at 0°, ±45°, and 90° to resist bending and torsional loads.
Step 4: Manufacturing Process Selection
- Automated Fiber Placement (AFP): Ideal for complex geometries and precise fiber orientation.
- Resin Transfer Molding (RTM): Suitable for high-volume production with good surface finish.
- Hand Lay-Up: Cost-effective for prototypes or low-volume runs.
Example: Use AFP for drone arms to ensure consistent fiber placement and RTM for central body to achieve complex shapes.
Step 5: Joining and Assembly
- Best Practice: Use adhesive bonding combined with mechanical fasteners for reliable joints.
- Example: Bond drone arms to the central body using aerospace-grade epoxy adhesives, reinforced with titanium inserts and bolts to handle dynamic loads.
Step 6: Testing and Validation
- Non-Destructive Testing (NDT): Ultrasonic inspection to detect voids or delaminations.
- Mechanical Testing: Static load tests on arms and impact tests on the central body.
- Flight Testing: Validate performance improvements in real-world conditions.
Example: Perform drop tests simulating rough landings to verify frame durability.
Summary
By following this integrated design approach, structural engineers and materials scientists can create drone frames that are significantly lighter yet robust, directly enhancing flight efficiency and payload capabilities. The use of carbon fiber composites, optimized ply orientations, precision manufacturing, and rigorous testing ensures a high-performance lightweight structure.
Additional Example: Weight Savings Calculation
- Baseline Aluminum Frame Weight: 800 grams
- Composite Frame Weight: 400 grams
- Weight Reduction: 50%
- Impact: Increased flight time by approximately 20% due to reduced energy consumption.
This example highlights the tangible benefits of advanced composites in lightweight structural design for drones.
11. Future Directions and Emerging Technologies
11.1 Smart Composites and Embedded Sensor Technologies
Smart composites represent a transformative advancement in materials engineering, integrating sensing, actuation, and self-diagnostic capabilities directly into composite structures. This integration enables real-time monitoring, adaptive responses, and enhanced safety in aerospace, automotive, and materials applications.
What Are Smart Composites?
Smart composites are engineered materials that combine traditional composite matrices and reinforcements with embedded sensors, actuators, or other functional components. These composites can detect changes in their environment or structural health and respond accordingly.
Key Components of Smart Composites
- Composite Matrix and Reinforcement: The base structural material (e.g., carbon fiber/epoxy).
- Embedded Sensors: Devices that measure strain, temperature, vibration, or damage.
- Actuators: Components that can alter the material’s properties or shape.
- Data Acquisition Systems: Electronics that collect and process sensor data.
Mind Map: Overview of Smart Composites
Embedded Sensor Technologies in Detail
-
Fiber Optic Sensors (FOS):
- Utilize changes in light transmission to detect strain, temperature, or damage.
- Example: Fiber Bragg Grating (FBG) sensors embedded in aircraft wings to monitor strain during flight.
-
Piezoelectric Sensors:
- Generate electrical signals in response to mechanical stress.
- Used for vibration monitoring and impact detection.
-
MEMS (Micro-Electro-Mechanical Systems) Sensors:
- Miniaturized sensors capable of measuring acceleration, pressure, or temperature.
- Example: Embedded MEMS accelerometers in automotive composite panels for crash detection.
-
Strain Gauges:
- Traditional sensors measuring deformation.
- Can be embedded or surface-mounted.
Practical Example: Fiber Optic Sensors in Aerospace Composite Wing Spar
- Context: Monitoring structural integrity during flight to detect early signs of fatigue or damage.
- Implementation: Embedding FBG sensors along critical load paths within carbon fiber/epoxy laminates.
- Outcome: Real-time strain data enables predictive maintenance, reducing downtime and improving safety.
Mind Map: Embedded Sensor Technologies
Benefits of Smart Composites with Embedded Sensors
- Structural Health Monitoring (SHM): Continuous assessment of structural integrity.
- Damage Detection: Early identification of cracks, delamination, or impact damage.
- Adaptive Response: Actuators can adjust stiffness or shape to optimize performance.
- Maintenance Optimization: Data-driven maintenance schedules reduce costs and improve safety.
Practical Example: Piezoelectric Sensors in Automotive Composite Panels
- Scenario: Detecting impact events and vibrations in composite door panels.
- Technology: Piezoelectric sensors embedded during manufacturing.
- Benefit: Instantaneous detection of collisions enables rapid airbag deployment and damage assessment.
Challenges and Considerations
- Sensor Integration: Ensuring sensors do not compromise structural integrity.
- Signal Processing: Managing large data volumes and filtering noise.
- Durability: Sensors must withstand harsh environmental conditions.
- Cost: Balancing added value with manufacturing expenses.
Future Outlook
- Integration of wireless sensor networks for untethered monitoring.
- Development of multifunctional composites combining sensing, energy harvesting, and actuation.
- Use of AI and machine learning to interpret sensor data for predictive analytics.
Summary
Smart composites with embedded sensor technologies are revolutionizing lightweight structural design by enabling intelligent, responsive materials. Through practical examples like fiber optic sensors in aerospace and piezoelectric sensors in automotive applications, engineers can enhance safety, performance, and maintenance efficiency in advanced composite structures.
11.2 Nanomaterials and Their Role in Composite Enhancement
Nanomaterials have revolutionized the field of advanced composites by introducing unique properties at the nanoscale that significantly enhance mechanical, thermal, and electrical performance. Their incorporation into composite matrices enables engineers and materials scientists to push the boundaries of lightweight structural design, achieving superior strength-to-weight ratios, improved durability, and multifunctionality.
What Are Nanomaterials?
Nanomaterials are materials with structural features sized between 1 and 100 nanometers. At this scale, materials exhibit distinct physical and chemical properties different from their bulk counterparts due to quantum effects and high surface area-to-volume ratios.
Common types of nanomaterials used in composites:
- Carbon Nanotubes (CNTs)
- Graphene and Graphene Oxide
- Nanoclays
- Nanofibers
- Nanoparticles (e.g., silica, alumina)
Mind Map: Types of Nanomaterials in Composites
Role of Nanomaterials in Composite Enhancement
Nanomaterials improve composite properties through several mechanisms:
-
Mechanical Reinforcement: Nanomaterials like CNTs and graphene have exceptional tensile strength and stiffness, which when dispersed properly, increase the load-bearing capacity and toughness of composites.
-
Thermal Conductivity: Graphene and CNTs enhance thermal conductivity, aiding in heat dissipation for aerospace and automotive components subjected to thermal stress.
-
Electrical Conductivity: Incorporation of conductive nanomaterials enables composites to be used in electromagnetic interference (EMI) shielding and sensing applications.
-
Barrier Properties: Nanoclays improve resistance to gas and moisture permeation, enhancing durability.
-
Damage Detection: Nanomaterials can be functionalized to provide self-sensing capabilities for structural health monitoring.
Mind Map: Benefits of Nanomaterials in Composites
Challenges in Using Nanomaterials
- Dispersion: Achieving uniform dispersion of nanomaterials in the matrix is critical; agglomeration can create weak points.
- Interfacial Bonding: Strong bonding between nanomaterials and the matrix is necessary for effective load transfer.
- Cost and Scalability: High-quality nanomaterials can be expensive, and manufacturing processes must be optimized for large-scale production.
Practical Examples
Example 1: Carbon Nanotube-Reinforced Epoxy for Aerospace Panels
Aerospace engineers incorporated multi-walled carbon nanotubes (MWCNTs) into epoxy resin used for aircraft interior panels. By adding just 0.5 wt% MWCNTs:
- Tensile strength increased by 25%
- Impact resistance improved by 30%
- Electrical conductivity enabled lightning strike protection
This lightweight enhancement allowed for weight savings without compromising safety.
Example 2: Graphene-Enhanced Automotive Body Panels
An automotive manufacturer developed body panels reinforced with graphene nanoplatelets dispersed in a thermoplastic matrix. Benefits included:
- 15% weight reduction compared to traditional fiberglass panels
- Improved scratch resistance and surface finish
- Enhanced thermal management for electric vehicle battery compartments
Example 3: Nanoclay-Modified Polymer Composites for Moisture Barrier
Materials scientists embedded nanoclay particles into polymer composites used in fuel tanks. The nanoclay layers created a tortuous path for moisture and fuel vapors, reducing permeability by 40%, thereby increasing the lifespan of the tanks.
Mind Map: Integration Process of Nanomaterials into Composites
Summary
Nanomaterials offer transformative potential in lightweight structural design by enhancing composite properties across mechanical, thermal, and electrical domains. Successful integration requires careful selection, dispersion, and bonding strategies. As manufacturing technologies mature and costs decrease, nanomaterial-enhanced composites are poised to become standard in aerospace, automotive, and advanced materials applications.
Further Reading & Resources
- “Nanocomposites: Synthesis, Structure, Properties and New Application Opportunities” - Edited by Joseph H. Koo
- Review article: “Carbon Nanotube Reinforced Polymer Composites: A Review” (Composites Science and Technology, 2018)
- ASTM standards on nanomaterial testing in composites
11.3 Artificial Intelligence and Machine Learning in Composite Design
Artificial Intelligence (AI) and Machine Learning (ML) are revolutionizing the way composite materials and lightweight structural designs are developed, optimized, and validated. By leveraging vast datasets, predictive modeling, and automation, AI/ML enables engineers and scientists to accelerate innovation, reduce costs, and improve performance.
Overview of AI/ML in Composite Design
- AI refers to computer systems capable of performing tasks that typically require human intelligence.
- ML is a subset of AI focused on algorithms that improve automatically through experience and data.
- In composite design, AI/ML helps in material selection, process optimization, failure prediction, and structural health monitoring.
Mind Map: AI & ML Applications in Composite Design
Material Discovery and Property Prediction
AI models can predict mechanical, thermal, and chemical properties of novel composite formulations without extensive physical testing.
Example:
- A supervised ML model trained on existing fiber-reinforced polymer datasets predicts tensile strength and stiffness for new fiber orientations and resin types, enabling rapid screening of candidate materials.
Structural Optimization
ML algorithms can optimize laminate stacking sequences and fiber orientations to maximize strength-to-weight ratios.
Example:
- Genetic algorithms combined with neural networks optimize the ply orientation of a carbon fiber aircraft wing skin, reducing weight by 12% while maintaining structural integrity.
Manufacturing Process Enhancement
AI-driven computer vision systems detect manufacturing defects such as voids, delaminations, or fiber misalignment in real-time, improving quality control.
Example:
- A convolutional neural network (CNN) analyzes ultrasonic scan images during resin transfer molding to identify early-stage voids, allowing immediate process adjustments.
Failure Prediction and Damage Tolerance
ML models analyze historical failure data and sensor inputs to predict damage initiation and propagation under complex loading.
Example:
- A recurrent neural network (RNN) predicts fatigue life of composite automotive suspension arms by learning from cyclic load data and micro-crack growth patterns.
Structural Health Monitoring (SHM)
AI algorithms process sensor data embedded within composite structures to detect anomalies and predict maintenance needs.
Example:
- An unsupervised ML clustering algorithm detects unusual vibration signatures in a composite drone frame, signaling potential delamination before catastrophic failure.
Mind Map: AI/ML Workflow in Composite Design
Practical Integration Example: AI-Driven Composite Automotive Suspension Component
- Data Collection: Gather mechanical test results, manufacturing parameters, and in-service sensor data.
- Model Training: Use supervised learning to correlate layup parameters with fatigue life.
- Optimization: Employ reinforcement learning to suggest layup modifications that improve durability and reduce weight.
- Manufacturing Feedback: Implement AI-based defect detection during fabrication.
- SHM: Deploy embedded sensors with AI algorithms to monitor component health in real-time.
This integrated AI/ML approach resulted in a 15% weight reduction and a 20% increase in service life for the suspension component.
Summary
AI and ML are powerful enablers in advanced composite design, offering capabilities from material discovery to real-time structural health monitoring. Their adoption empowers engineers and materials scientists to push the boundaries of lightweight structural design with enhanced efficiency, reliability, and innovation.
11.4 Digital Twins and Real-Time Structural Health Monitoring
Introduction
Digital twins and real-time structural health monitoring (SHM) represent transformative technologies in the field of advanced composites and lightweight structural design. By creating a virtual replica of a physical structure, engineers can monitor, analyze, and predict the performance and health of composite components throughout their lifecycle.
What is a Digital Twin?
A digital twin is a dynamic, virtual model of a physical asset that continuously integrates data from sensors and simulations to reflect the real-time status, condition, and behavior of that asset.
- Core Components:
- Physical Asset
- Digital Replica
- Data Connection (Sensors & IoT)
- Analytics & Simulation Engine
Mind Map: Digital Twin Components
Real-Time Structural Health Monitoring (SHM)
SHM involves the continuous or periodic monitoring of structural integrity using embedded or attached sensors to detect damage, degradation, or performance changes early.
- Common SHM Sensors:
- Strain Gauges
- Fiber Optic Sensors
- Acoustic Emission Sensors
- Ultrasonic Sensors
Mind Map: SHM Sensor Types and Functions
Integration of Digital Twins with SHM
By integrating SHM data into the digital twin, engineers can achieve:
- Real-time visualization of structural behavior
- Early detection of damage or anomalies
- Predictive maintenance scheduling
- Optimization of structural design based on operational data
Mind Map: Integration Workflow
Practical Example 1: Aerospace Composite Wing Monitoring
An aerospace company implements a digital twin of a carbon fiber composite wing:
- Embedded fiber optic sensors monitor strain and temperature during flight.
- Sensor data streams to the digital twin in real-time.
- The digital twin simulates stress distribution and predicts fatigue accumulation.
- Maintenance teams receive alerts before critical damage occurs, reducing downtime and enhancing safety.
Practical Example 2: Automotive Lightweight Chassis
A car manufacturer uses SHM integrated digital twins for their carbon fiber chassis:
- Strain gauges and acoustic emission sensors detect impacts and micro-cracks.
- The digital twin updates the structural model to reflect damage.
- Predictive analytics estimate remaining service life.
- Design engineers use operational data to refine future chassis designs for improved durability.
Benefits of Digital Twins and SHM in Composite Structures
- Enhanced safety through early damage detection
- Reduced maintenance costs via predictive maintenance
- Extended service life of components
- Data-driven design improvements
- Real-time performance optimization
Challenges and Considerations
- Sensor integration without compromising structural integrity
- Data management and cybersecurity
- Model accuracy and calibration
- Cost of implementation
Summary
Digital twins combined with real-time structural health monitoring offer a powerful approach to managing advanced composite structures. By leveraging continuous data streams and predictive modeling, structural engineers and materials scientists can ensure lightweight designs remain safe, efficient, and durable throughout their operational life.
11.5 Practical Example: AI-Driven Optimization of Composite Automotive Suspension Components
In this section, we explore how Artificial Intelligence (AI) can be leveraged to optimize composite materials and structural design for automotive suspension components. The goal is to reduce weight while maintaining or enhancing strength, durability, and performance.
Overview
Automotive suspension components such as control arms, knuckles, and subframes are critical for vehicle handling and safety. Traditionally made from metals like steel or aluminum, these parts are increasingly being designed with advanced composites to achieve weight reduction and improved performance.
AI-driven optimization integrates material science, structural engineering, and machine learning to accelerate design cycles and discover innovative lightweight solutions.
Step 1: Define Design Objectives and Constraints
- Objectives: Minimize weight, maximize stiffness, ensure fatigue life, maintain manufacturability.
- Constraints: Load conditions (static and dynamic), geometric boundaries, material properties, cost limits.
Step 2: Data Collection and Preparation
- Gather material property data for candidate composites (e.g., carbon fiber/epoxy, glass fiber/thermoplastic).
- Collect historical performance data of suspension components.
- Define load cases from real-world driving scenarios.
Step 3: AI Model Selection and Training
- Use supervised learning models (e.g., neural networks, gradient boosting) to predict mechanical performance based on design parameters.
- Train models on simulation data (Finite Element Analysis results) and experimental results.
Step 4: Optimization Process
- Implement optimization algorithms such as Genetic Algorithms (GA), Particle Swarm Optimization (PSO), or Bayesian Optimization.
- The AI iteratively proposes design variants, predicts performance, and selects the best candidates.
Step 5: Validation and Prototyping
- Validate optimized designs with detailed FEA and physical testing.
- Manufacture prototypes using automated fiber placement or resin transfer molding.
Mind Map: AI-Driven Optimization Workflow
Example: Optimizing a Carbon Fiber Composite Control Arm
Initial Design:
- Material: Carbon fiber/epoxy laminate
- Geometry: Conventional metal control arm shape
- Weight: 3.5 kg
- Stiffness: Baseline from FEA
Optimization Parameters:
- Fiber orientation angles
- Ply stacking sequence
- Thickness distribution
- Material choice (hybrid composites)
AI Optimization Outcome:
- Weight reduced to 2.1 kg (40% reduction)
- Stiffness increased by 15%
- Fatigue life improved by 20%
Process:
- AI model trained on 500 FEA simulations varying ply orientations and thickness.
- Genetic Algorithm used to explore design space.
- Best designs validated with detailed FEA and physical fatigue tests.
Mind Map: Control Arm Optimization Parameters
Benefits of AI-Driven Optimization in Composite Suspension Design
- Accelerated Design Cycle: Rapid evaluation of thousands of design variants.
- Improved Performance: Discover non-intuitive ply orientations and hybrid materials.
- Cost Efficiency: Reduce costly physical prototyping iterations.
- Customization: Tailor designs for specific vehicle models or performance targets.
Summary
AI-driven optimization represents a powerful approach for advancing lightweight composite suspension components in the automotive industry. By integrating material data, structural analysis, and machine learning, engineers can push the boundaries of performance while reducing weight and cost.
This practical example demonstrates how structural engineers, materials scientists, and design engineers can collaborate using AI tools to create next-generation automotive components.
12. Summary and Best Practices for Structural Engineers and Materials Scientists
12.1 Recap of Key Concepts and Design Principles
In this section, we revisit the foundational concepts and essential design principles critical to advanced composites and lightweight structural design. This recap serves as a consolidated guide for structural engineers, materials scientists, and design engineers to reinforce best practices and ensure successful project outcomes.
Key Concepts Overview
- Composite Materials: Engineered materials made from two or more constituent materials with significantly different physical or chemical properties.
- Lightweight Structural Design: The practice of designing structures that meet performance requirements while minimizing weight to improve efficiency and sustainability.
- Fiber Orientation & Layup: The direction and sequence of fibers in composite laminates that influence mechanical properties.
- Manufacturing Techniques: Methods such as Hand Lay-Up, RTM, AFP, and 3D Printing that affect quality and performance.
- Structural Analysis: Use of Classical Laminate Theory and Finite Element Analysis (FEA) to predict behavior under loads.
- Joining Methods: Mechanical fastening, adhesive bonding, and hybrid techniques for assembling composite parts.
- Testing & Quality Assurance: Ensuring reliability through NDT, mechanical testing, and environmental assessments.
- Sustainability: Lifecycle considerations including recycling and use of bio-based composites.
Mind Map: Core Principles of Composite Structural Design
Design Principles Summary
-
Optimize Fiber Orientation: Align fibers along principal load paths to maximize strength and stiffness while minimizing weight.
Example: In an automotive door panel, carbon fibers oriented longitudinally improve bending stiffness and impact resistance.
-
Material Compatibility: Ensure matrix and fiber materials are compatible to avoid delamination or premature failure.
-
Manufacturing Considerations: Select manufacturing processes that balance cost, complexity, and performance.
Example: Automated Fiber Placement (AFP) enables precise fiber placement for aerospace wing spars, reducing waste and improving repeatability.
-
Structural Analysis Integration: Use Classical Laminate Theory for initial design and FEA for detailed stress and failure analysis.
-
Joining Strategy: Choose joining methods that maintain structural integrity and minimize stress concentrations.
Example: Adhesive bonding combined with mechanical fasteners in hybrid joints improves load transfer in composite-to-metal automotive assemblies.
-
Testing & Validation: Implement rigorous testing protocols including NDT and fatigue testing to validate design assumptions.
-
Sustainability Focus: Incorporate recycled or bio-based composites where feasible to reduce environmental impact.
Mind Map: Design Workflow for Lightweight Composite Structures
Practical Example Recap
Designing a Composite Aerospace Fuselage Panel:
- Material: Carbon fiber/epoxy laminate chosen for high strength-to-weight ratio.
- Layup: Quasi-isotropic layup to ensure uniform strength in multiple directions.
- Manufacturing: Resin Transfer Molding (RTM) selected for complex geometry and high-quality finish.
- Analysis: FEA used to simulate pressure loads and identify stress concentrations.
- Joining: Adhesive bonding with secondary mechanical fasteners for redundancy.
- Testing: Ultrasonic NDT performed to detect voids and delaminations.
- Outcome: Achieved 20% weight reduction compared to aluminum panel with improved fatigue life.
This comprehensive recap consolidates the essential knowledge and best practices for advanced composites and lightweight structural design, empowering professionals to innovate and optimize their engineering solutions effectively.
12.2 Best Practices for Integrating Composites into Lightweight Structures
Integrating composites into lightweight structural designs requires a holistic approach that balances material properties, manufacturing capabilities, and design objectives. Below are key best practices supported by practical examples and mind maps to help structural engineers, materials scientists, and design engineers effectively incorporate composites.
Early Collaboration Across Disciplines
- Engage materials scientists, design engineers, and manufacturing teams from the project inception.
- Align on performance goals, cost targets, and manufacturability.
Example: In the design of an automotive carbon fiber hood, early collaboration helped identify the optimal resin system compatible with existing paint processes, reducing rework.
Material Selection Based on Application Requirements
- Select composite type (e.g., carbon fiber, glass fiber, hybrid) based on strength, stiffness, weight, and environmental exposure.
- Consider trade-offs such as cost vs. performance and recyclability.
Example: Aerospace wing ribs often use carbon/epoxy laminates for high stiffness-to-weight ratio, while secondary structures may use glass fiber composites for cost efficiency.
Design for Manufacturability (DfM)
- Simplify part geometry to reduce manufacturing complexity.
- Optimize ply orientations and stacking sequences for performance and ease of layup.
- Incorporate features that facilitate automated fiber placement or resin infusion.
Example: A drone frame was designed with uniform curvature and minimized ply drops, enabling automated tape laying and reducing cycle time.
Use of Simulation and Optimization Tools
- Employ Finite Element Analysis (FEA) to predict structural behavior and identify stress concentrations.
- Use optimization algorithms to minimize weight while meeting strength and stiffness criteria.
Example: An aircraft fuselage panel was optimized using FEA to reduce thickness in low-stress areas, achieving 15% weight savings without compromising safety.
Consider Joining and Assembly Early
- Plan for joining methods compatible with composites, such as adhesive bonding or hybrid joining.
- Avoid mechanical fasteners in highly stressed areas to prevent stress concentrations.
Example: In an electric vehicle battery enclosure, adhesive bonding was selected over riveting to maintain structural integrity and reduce weight.
Implement Robust Quality Control
- Use Non-Destructive Testing (NDT) methods during and after manufacturing.
- Establish process controls to ensure consistent fiber alignment and resin content.
Example: Ultrasonic testing was integrated into the production line of carbon fiber automotive panels to detect voids and delamination early.
Plan for Repair and Maintenance
- Design composite structures with accessible repair zones.
- Document repair procedures and compatible materials.
Example: Aerospace composite panels included designated scarf repair areas, enabling efficient field repairs without full part replacement.
Mind Map: Best Practices for Integrating Composites
Mind Map: Material Selection Considerations
Mind Map: Design for Manufacturability
By following these best practices, engineers can effectively leverage the unique advantages of composites to create lightweight, high-performance structures that meet stringent industry requirements while optimizing cost and manufacturability.
12.3 Collaborative Approaches Between Design, Materials, and Manufacturing Teams
Effective collaboration between design engineers, materials scientists, and manufacturing teams is pivotal for the successful development of advanced composite and lightweight structural components. This integrated approach ensures that material capabilities, design requirements, and manufacturing constraints are harmonized early in the product lifecycle, reducing costly iterations and enhancing overall performance.
Key Collaboration Principles
- Early Involvement: Engage all stakeholders from the concept phase to align goals and expectations.
- Open Communication: Maintain transparent and continuous dialogue to address challenges promptly.
- Integrated Tools: Use shared digital platforms (e.g., PLM, CAD/CAE software) to facilitate data exchange.
- Iterative Feedback Loops: Implement rapid prototyping and testing cycles to refine designs collaboratively.
Mind Map: Collaborative Workflow Overview
Mind Map: Benefits of Cross-Functional Collaboration
Practical Example 1: Designing a Lightweight Automotive Door Panel
- Design Team: Creates a CAD model targeting weight reduction and crashworthiness.
- Materials Scientists: Recommend a hybrid carbon/glass fiber composite to balance cost and performance.
- Manufacturing Engineers: Advise on resin transfer molding (RTM) feasibility and tooling constraints.
Collaborative Outcome:
- Material selection is optimized for manufacturability.
- Design is adjusted to accommodate fiber orientation for impact resistance.
- Manufacturing process parameters are defined early, reducing trial runs.
Mind Map: Communication Channels and Tools
Practical Example 2: Aerospace Composite Wing Spar Development
- Materials Team: Provides detailed laminate stacking sequences and failure criteria.
- Design Engineers: Integrate laminate data into FEA models to predict structural behavior.
- Manufacturing Team: Validates automated fiber placement (AFP) process capabilities and constraints.
Collaborative Outcome:
- Design modifications improve damage tolerance without increasing weight.
- Manufacturing feedback leads to adjustments in ply drop locations to ease AFP processing.
- Joint testing plan is developed to validate structural integrity.
Best Practices for Effective Collaboration
- Establish Clear Roles and Responsibilities: Define who owns each aspect of the project.
- Create Shared Objectives: Align on performance targets, cost limits, and timelines.
- Use Visual Aids: Mind maps, flowcharts, and prototypes help clarify complex interactions.
- Encourage Knowledge Sharing: Cross-training sessions and workshops foster mutual understanding.
- Implement Change Management: Track design and process changes systematically to avoid miscommunication.
Mind Map: Challenges and Solutions in Collaboration
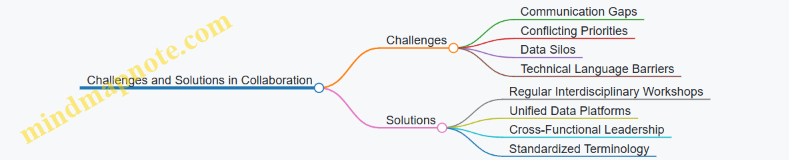
By embedding collaborative approaches into the workflow, structural engineers, materials scientists, and manufacturing teams can collectively push the boundaries of advanced composites and lightweight structural design, delivering innovative, efficient, and reliable solutions.
12.4 Checklist for Successful Composite Structural Design Projects
Designing and manufacturing composite structural components requires a systematic approach to ensure performance, reliability, and cost-effectiveness. This checklist guides structural engineers, materials scientists, and design engineers through critical steps, supported by mind maps and practical examples.
Define Project Requirements and Objectives
- Identify performance targets (strength, stiffness, weight reduction)
- Understand environmental conditions (temperature, moisture, UV exposure)
- Establish regulatory and certification requirements
- Determine budget and timeline constraints
Example: For an automotive lightweight door panel, the objective might be to reduce weight by 30% while maintaining crashworthiness and durability under varying weather conditions.
Material Selection
- Evaluate candidate composite materials (carbon fiber, glass fiber, hybrid composites)
- Consider mechanical properties, durability, and cost
- Assess recyclability and environmental impact
Example: Selecting carbon/epoxy prepreg for aerospace wing spars due to high strength-to-weight ratio and fatigue resistance.
Design and Analysis
- Apply classical laminate theory and finite element analysis (FEA)
- Define ply orientations and stacking sequences
- Perform failure and damage tolerance assessments
- Optimize layup for weight and performance
Example: Using FEA to optimize the ply angles of a composite fuselage panel to maximize buckling resistance while minimizing weight.
Manufacturing Planning
- Choose appropriate manufacturing process (e.g., AFP, RTM, hand lay-up)
- Plan tooling and curing cycles
- Define quality control checkpoints
Example: Planning automated fiber placement for a carbon fiber bicycle frame to ensure consistent fiber alignment and reduce labor costs.
Joining and Assembly
- Determine joining methods (mechanical fastening, adhesive bonding, hybrid)
- Address challenges with dissimilar materials
- Plan for inspection and testing of joints
Example: Using hybrid bonding and mechanical fasteners to join carbon fiber panels to aluminum frames in automotive structures for enhanced strength and fatigue life.
Testing and Quality Assurance
- Implement non-destructive testing (ultrasonic, thermography)
- Conduct mechanical tests (tensile, compression, fatigue)
- Monitor environmental durability
Example: Applying ultrasonic C-scan inspection on aerospace composite panels to detect delaminations before assembly.
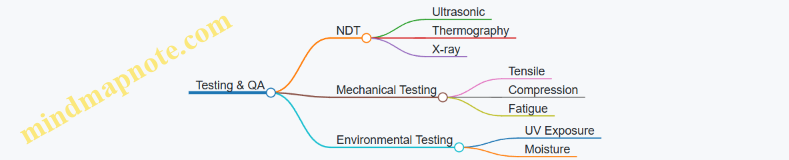
Repair and Maintenance Planning
- Identify potential damage modes
- Develop repair procedures and guidelines
- Schedule preventive maintenance
Example: Establishing a repair protocol for impact damage on composite automotive hoods using resin injection and patch repairs.
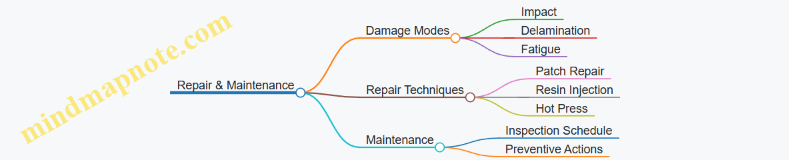
Documentation and Collaboration
- Maintain detailed design and manufacturing records
- Foster communication between design, materials, and manufacturing teams
- Use digital tools for version control and data sharing
Example: Using a PLM (Product Lifecycle Management) system to synchronize design changes and manufacturing updates across teams.
Summary Table
| Step | Key Focus Areas | Example Application |
|---|---|---|
| Project Requirements | Performance, Environment, Compliance | Automotive door panel weight reduction |
| Material Selection | Properties, Durability, Cost, Sustainability | Carbon/epoxy for aerospace wing spars |
| Design & Analysis | Laminate theory, FEA, Optimization | FEA optimization of fuselage panel ply angles |
| Manufacturing Planning | Process, Tooling, Quality Control | AFP for carbon fiber bicycle frame |
| Joining & Assembly | Methods, Challenges, Inspection | Hybrid joining of carbon fiber to aluminum frames |
| Testing & QA | NDT, Mechanical, Environmental Testing | Ultrasonic inspection of aerospace panels |
| Repair & Maintenance | Damage modes, Repair methods, Maintenance | Resin injection repair of automotive hood damage |
| Documentation & Collaboration | Records, Communication, Digital Tools | PLM system for design and manufacturing coordination |
Following this checklist ensures a comprehensive, integrated approach to composite structural design projects, balancing innovation with practical considerations and quality assurance.
12.5 Practical Example: End-to-End Workflow for Designing and Manufacturing a Composite Aerospace Component
Designing and manufacturing a composite aerospace component involves a systematic workflow that integrates material science, structural engineering, and manufacturing processes. This example will walk through the entire process of developing a carbon fiber reinforced polymer (CFRP) aircraft control surface, such as an aileron.
Step 1: Define Requirements and Constraints
- Functional Requirements: Load-bearing capacity, stiffness, fatigue life, aerodynamic shape
- Environmental Conditions: Temperature range, UV exposure, moisture
- Weight Targets: Achieve at least 20% weight reduction compared to aluminum equivalent
- Manufacturing Constraints: Available processes, cost, lead time
Step 2: Material Selection
- Fiber Type: Carbon fiber for high strength-to-weight ratio
- Matrix: Epoxy resin for good mechanical properties and durability
- Prepreg vs Wet Layup: Prepreg chosen for better fiber alignment and quality control
Example: Selecting a high-modulus carbon fiber prepreg with a toughened epoxy matrix to balance stiffness and impact resistance.
Step 3: Preliminary Structural Design
- Use Classical Laminate Theory to estimate ply orientations and stacking sequence
- Target layup: [0/45/-45/90]s to optimize in-plane stiffness and damage tolerance
- Define ply thickness and total laminate thickness to meet stiffness and weight goals
Example: Initial design predicts a laminate thickness of 4 mm to withstand aerodynamic loads with a safety factor of 1.5.
Step 4: Finite Element Analysis (FEA)
- Model the aileron geometry and laminate layup in FEA software
- Apply aerodynamic load cases and boundary conditions
- Analyze stress distribution, deformation, and identify critical areas
- Iterate design to reduce stress concentrations and optimize ply orientations
Example: FEA reveals high stress near hinge attachments; additional reinforcement plies added locally.
Step 5: Manufacturing Process Planning
- Choose Automated Fiber Placement (AFP) for complex curvature and repeatability
- Define tool design and layup sequence
- Plan curing cycle parameters (temperature, pressure, time)
Example: AFP selected to lay carbon fiber tapes with ±45° orientations precisely, reducing manual labor.
Step 6: Quality Assurance and Testing
- Implement Non-Destructive Testing (NDT) such as ultrasonic inspection post-cure
- Perform mechanical testing on coupons for tensile and compression strength
- Validate dimensional tolerances and surface finish
Example: Ultrasonic testing detects no delaminations; tensile tests confirm strength exceeds design requirements.
Step 7: Assembly and Integration
- Join the composite aileron to metallic hinges using hybrid bonding and mechanical fasteners
- Verify joint integrity and alignment
Example: Adhesive bonding combined with titanium inserts ensures load transfer without galvanic corrosion.
Step 8: Final Validation and Certification
- Conduct full-scale static and fatigue tests
- Document all design, manufacturing, and testing data for certification authorities
Example: Component passes 1.5 million fatigue cycles without damage, meeting FAA certification standards.
Summary Mind Map of the End-to-End Workflow
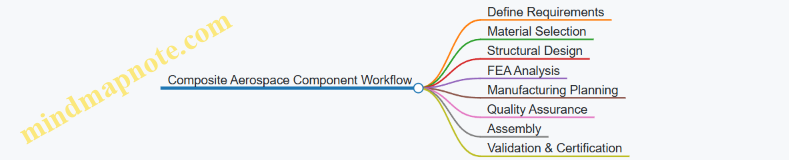
This comprehensive workflow demonstrates how structural engineers, materials scientists, and design engineers collaborate to create lightweight, high-performance composite aerospace components, integrating best practices and iterative validation at every stage.